

1. Общая характеристика процесса ээо
Рабочей средой служит непроводящая жидкость (вода, керосин, масло и пр.), заполняющая МЭП (рис. 1).
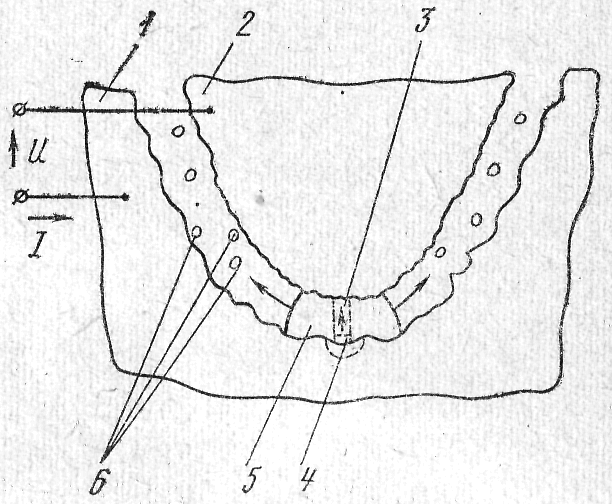
Рис.1
Когда импульсное напряжение и между анодом 1 и катодом 2 достигает определенной величины, происходит электрический пробой жидкости. В последней возникает плазменный канал разряда 3, где протекают процессы нагревания, распада и ионизации вещества рабочей среды. Между электродами через канал переносится электрический заряд, в плазме выделяется джоулева теплота, а переход зарядов через границу между плазмой и электродами сопровождается поступлением импульсных тепловых потоков на анод и катод. Материал ЭЗ из лунки 4 выбрасывается в МЭП. Благодаря выделению джоулевой теплоты канал разряда окружается газообразными продуктами распада рабочей среды - газовым пузырем 5. Стенки расширяющегося пузыря выталкивают из МЭП рабочую среду, поток которой увлекает частицы 6, ранее выброшенные из лунок, и выводит их из промежутка. Так возникает явление электрической эрозии, что и объясняет название рассматриваемого метода обработки.
Далее, на электроды с генератора импульсов (ГИ) поступают периодические импульсы напряжения. Если подобрать паузу между импульсами так, чтобы завершилась деионизация вещества в канале, то каждый раз на заготовке будет возникать новая лунка. Каждый последующий разряд происходит в условиях, оставшихся после предыдущего, и естественно, возникает на другом участке МЭП, где в данный момент электрическая прочность рабочей среды наименьшая. После многократных разрядов постепенно удаляется верхний слой заготовки, МЭП увеличивается и при неизменном значении напряжения уже не происходит электрического пробоя. Для продолжения обработки электроды должны быть сближены. Таким образом, электроэрозионное формообразование является итогом последовательного возникновения на ЭЗ большого числа лунок. Если частоту повторения импульсов напряжения обозначить f, то в идеальном случае период возникновения импульсных тепловых потоков и образования лунок
Т=1/f. (1)
На некоторый отрезок времени t приходится t/T импульсов напряжения, и на всей площади обрабатываемой поверхности ЭЗ, в принципе, должно возникать столько же лунок. Обозначая Vзi объем одной лунки от произвольного i-го теплового потока, найдем суммарный объем материала, удаленный за отрезок времени t:
![]() (2)
(2)
Допустим, на небольшой участок поверхности заготовки площадью F3 приходится N тепловых потоков, тогда объем материала составит:
![]() (3)
(3)
Условно считая, что удаление материала непрерывное, определим среднюю линейную скорость съема на площадке F3:
Тепловые потоки действуют и на поверхность ЭИ, и поэтому наблюдается его эрозия, т. е. износ, для которого справедливы соотношения, аналогичные приведенным выше.
Подобные расчеты местной скорости съема (а также зазора, высоты микронеровностей и глубины измененного слоя) наталкиваются на ряд трудностей, которые вызваны прежде всего сложностью не до конца исследованного процесса ЭЭО. Это, в частности, не позволяет предельно точно вычислить объем единственной лунки. Кроме этого, размеры лунок оказываются различными, интенсивность и количество импульсных тепловых потоков N на какой-либо площадке зависят от большого числа факторов, а частота образования лунок обычно меньше частоты следования импульсов напряжения.
Процесс ЭЭО носит явно выраженный статистический характер. Очень часто оценки свойств процесса производят по одному усредненному импульсу, создающему одну «среднюю лунку». Условия, в которых осуществляется пробой и последующий за ним разряд, однозначно не описываются и характеризуются лишь некоторыми средними для МЭП величинами.
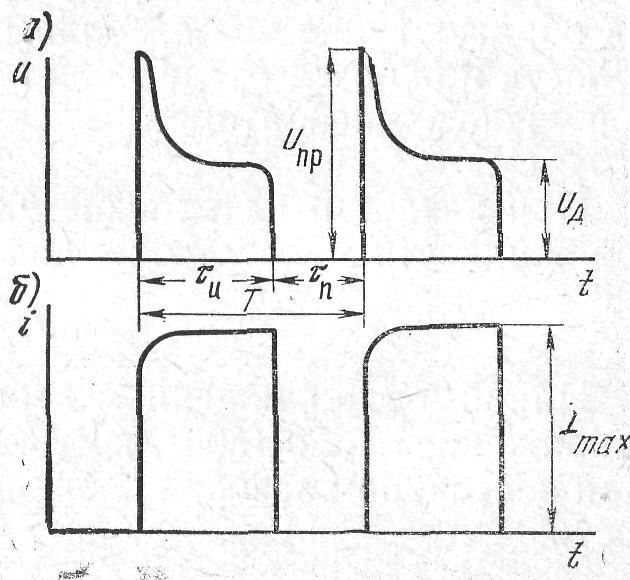
Периодическое напряжение и (рис. 2, а), подаваемое на промежуток, характеризуется так называемой скважностью
nскв = T/и (4)
где Т - период следования импульсов; и - продолжительность импульса. Поскольку T > и, то всегда nскв > 1.
Соответственно импульсам напряжения через промежуток протекает ток разряда i (рис. 2, б). Средний ток при ЭЭО:
 (5)
(5)
где t - время.
Энергия, отданная ГИ за один импульс (энергия разряда),
 (6)
(6)
Средняя мощность, с которой энергия подводится от генератора к МЭП,
Pи = Аи/Т = fАи (7)
Условия ЭЭО крайне разнообразны, и в частности потому, что современные ГИ позволяют в очень широких пределах менять электрический режим. Применяют два способа включения электродов: а) прямая полярность, Когда ЭИ служит катодом, а ЭЗ - анодом; б) обратная полярность, при которой ЭИ - анод, а ЭЗ - катод. Выбор полярности обусловлен необходимостью получить высокую скорость cъема на заготовке и наименьший износ ЭИ.
Соответственно разнообразию режимов ЭЭО значительно меняются ее технологические показатели, которые определяются свойствами взаимосвязанных элементарных физических процессов, кратко рассматриваемых далее.