

91 Наборы фрез.
На горизонтально-фрезерных станках, встраиваемых в автоматические линии, применяют наборы фрез, закрепленных на одной оправке и предназначенных для одновременной обработки нескольких поверхностей заготовки. За счет этого существенно повышается производительность, а также точность взаимного расположения обработанных поверхностей. Для фрезерования по трем координатам на станках с ЧПУ используют комбинированную фрезу-сверло, У которой режущие кромки на торце подобны применяемым на спиральных сверлах и работают при осевой подаче, а режущие кромки на цилиндрической части работают, как у торцевых фрез при подаче по контуру. Для обработки сложных фасонных поверхностей применяют концевые фрезы со сферической или радиусной формой режущих кромок.
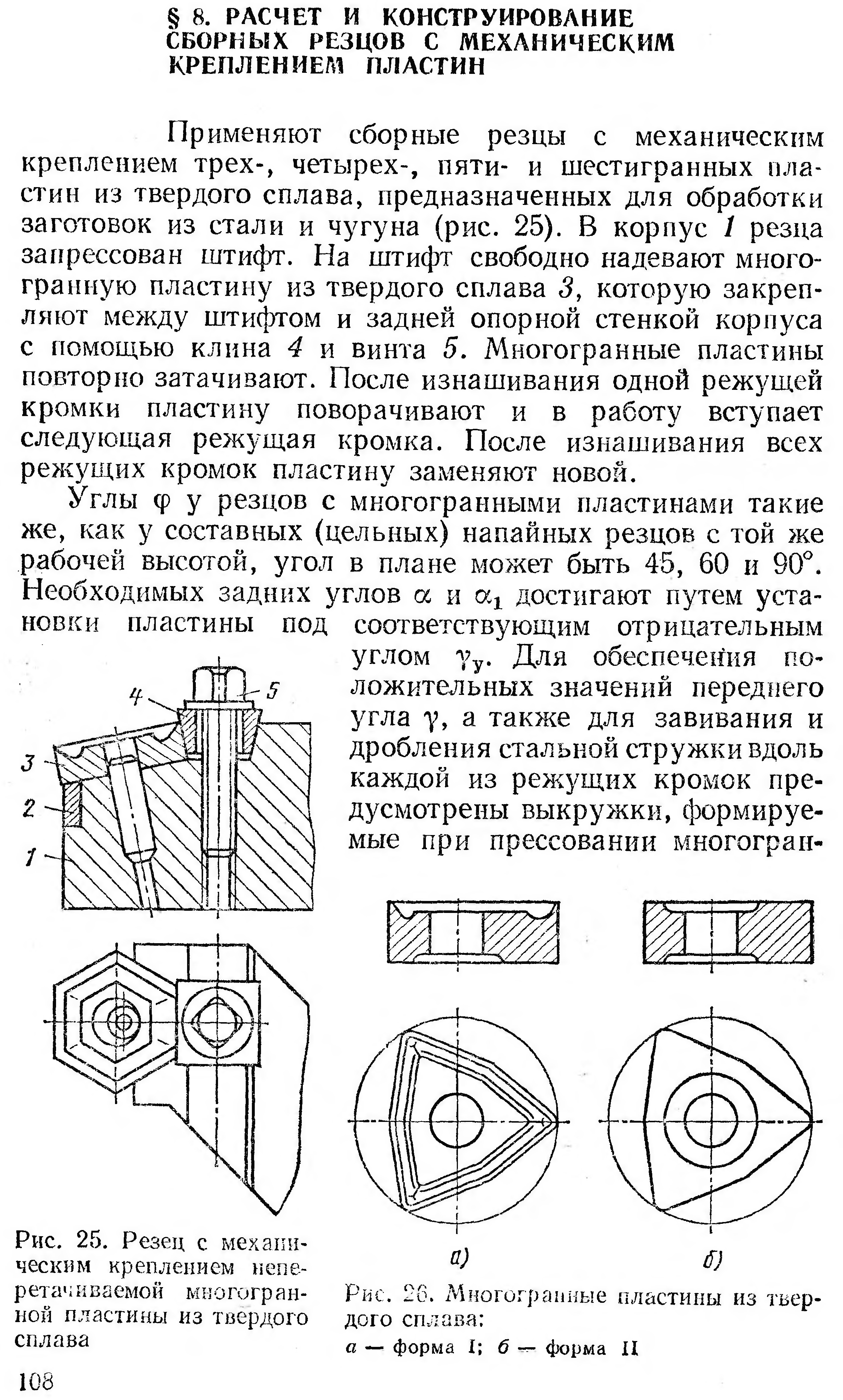
92 Конструкции резцов с механическим креплением пластин.
93 Центровочные сверла.
Центровочное сверло представляет собой очень короткое сверло с толстым хвостовиком. Диаметр хвостовика в 2.5…3 раза превышает диаметр рабочего кончика сверла. Такое сверло обладает очень высокой жёсткостью, что предотвращает его изгиб при начальном засверливании и позволяет приложить большие усилия подачи. В начальный момент засверливания образуется отверстие небольшого диаметра, которое затем расширяется режущими кромками конической части сверла. Предназначены центровочные свёрла прежде всего для сверления центровочных отверстий в деталях для их последующей обработки в «центрах». Однако на самом деле спектр применения центровочных свёрл намного шире. Их используют для предварительного засверливания отверстий на токарных, сверлильных, фрезерных и других станках. Но и этот перечень далеко не исчерпывает всех их возможностей. Не менее эффективно центровочные свёрла можно применять и в домашней мастерской. Попробую показать это на нескольких примерах.
94 Зубострогальные резцы. Типы и назначение.
Зуборезные или зубострогальные резцы применяют для обработки прямозубых конических колес, имеющих модуль 0,3—20 мм.
Нарезание зубьев производится на специальных зубострогальных станках 5П23, 5С276П методом прерывистого обкатывания. Сущность процесса состоит в том, что при нарезании прямозубых конических колес как бы осуществляется зацепление воображаемого плосковершинного производящего колеса / с заготовкой 2 (рис. 9.1). В действительности поверхности зубьев производящего колеса описываются режущими кромками двух резцов Зу попеременно совершающих возвратно-поступательные движения. Движение на заготовку является главным, оно определяет скорость резания. Траектория этого движения резцов проходит через вершину конуса заготовки и пересекает ось 4 производящего колеса.
Для нарезания зубьев заданного профиля еще происходит обкаточное движение, т. е. качение без скольжения начального конуса заготовки по начальному конусу 5 производящего колеса. Обкаточное движение является результатом двух кинематически связанных вращений: люльки 6 с резцами 3 вокруг оси 4 производящего колеса и заготовки 2 вокруг своей оси 7. В процессе обработки зуб заготовки нарезается с двух сторон двумя резцами. Следовательно, режущие кромки резцов воспроизводят впадину между зубьями производящего колеса. После нарезания одного зуба люлька с резцами возвращается в исходное положение, а заготовка поворачивается на один шаг для обработки следующего зуба, т. е. после нарезания каждого зуба цикл повторяется.