

1.6. Краткий технологический процесс изготовления заготовки
Способы изготовления отливки выбираются в зависимости от массы, габаритов и материала отливки и типа производства.
Для изготовления данной заготовки выбран среднесерийный тип производства. В данном случае предпочтительно применить литье в кокиль.
Литье в кокиль – это процесс получения отливок в металлических формах изготовленных из стали, чугуна, медных и алюминиевых сплавов и др.
Способ литья в кокиль имеет ряд преимуществ перед литьем в песчаные формы: металлическая форма является многоразовой и выдерживает от нескольких сот до десятков тысяч заливок в зависимости от сплава, заливаемого в форму; отливки, полученные в кокиле, имеют большую точность размеров и высокую чистоту поверхности, требуют меньшего припуска на механическую обработку; структура металла отливки получается более мелкозернистой, вследствие чего повышаются ее механические свойства; устраняется необходимость в формовочной смеси; улучшаются технико-экономические показатели производства и его экологическая чистота.
К недостаткам способа относятся высокая трудоемкость изготовления кокилей; большая стоимость изготовления формы; повышенная теплопроводность формы, что может привести к пониженной заполняемости форм расплавленным металлом вследствие быстрой потери его жидкотекучести; возможное получение поверхностного отбела (образование цементита Fe3C) у чугунных отливок, что затрудняет их механическую обработку.
Отливки при литье в кокиль изготавливают из стали, чугуна и сплавов цветных металлов.
Кокиль для простых отливок изготавливают из двух разъемных частей, соответствующих верхней и нижней полуформам при литье в песчаные формы. Для сложных отливок форму изготавливают из нескольких разъемных частей. Наиболее распространены кокили с вертикальным разъемом, с горизонтальным разъемом и неразъемные (вытряхные). Неразъемные кокили применяют для отливок, имеющих внешние очертания без выступающих частей.
Кокили можно изготавливать литьем, методами порошковой металлургии, резанием и др.
Удаление газа из рабочей полости кокиля, во время заливки металла, осуществляется через выпоры и газоотводные каналы по разъему формы. Газоотводные каналы также выполняют и на стенках рабочих полостей формы.
Для получения отверстий и полостей в отливках применяют песчаные и металлические стержни.
Для предотвращения физико-химического взаимодействия расплавленного металла с формой на предварительно подогретую до 100–150ºС рабочую поверхность кокиля ровным слоем наносят кистью или пульверизатором огнеупорные покрытия (пылевидный кварц, молотый шамот, графит, огнеупорную глину, мел, тальк и связующее вещество, которым чаще всего является жидкое стекло). Полости литниковой системы также покрывают специальной обмазкой, чтобы увеличить термическое сопротивление стенок кокиля и предотвратить чрезмерное охлаждение металла при движении в каналах литниковой системы.
При сборке кокилей в определенной последовательности устанавливают стержни, проверяют точность их установки и закрепления, соединяют половинки кокиля и скрепляют их.
С целью повышения заполняемости формы расплавом и тем самым улучшения качества отливок, кокили нагревают до оптимальной (для каждого сплава своей) температуры в пределах 115–475º С.
Подвод металла в кокили осуществляется сверху, снизу (сифоном) или сбоку через щелевые питатели. Заливку металла осуществляют разливочными ковшами или автоматическими заливочными устройствами.
Отливки охлаждают до температуры выбивки, составляющей 0,6–0,8 температуры солидуса сплава, и вынимают или выталкивают из кокиля.
После этого отливки подвергают обрубке, очистке и, в случае необходимости, термической обработке.
Эскиз собранной литейной металлической формы представлен на рис. 7.
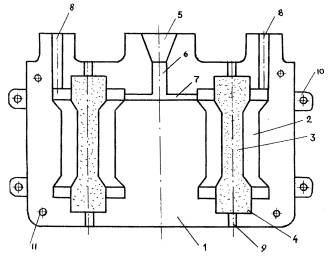
Рис. 2. Эскиз сечения собранной металлической формы: 1 – корпус кокиля; 2 – литейная форма; 3 – стержень; 4 – знак стержня; 5 – литниковая чаша; 6 – стояк; 7– питатель; 8 – выпор; 9 – вентиляционный канал; 10 – прилив; 11 – центрирующий штифт