

Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Кузбасский государственный технический университет
им. Т. Ф. Горбачева»

Кафедра технологии металлов
Курсовая работа
по дисциплине «Контроль качества материалов»
на тему:
«Разработка поэтапного контроля качества заготовок в литейном,
штамповочном и сварочном производстве»
вариант №60. №18. №114.
Выполнила:
студентка группы УК–101
Власова А.С.
Проверил:
Шатько Д.Б.
Кемерово 2013
Содержание
 I.
Контроль качества литой заготовки
……………………………………..3
I.
Контроль качества литой заготовки
……………………………………..3
Исходные данные……………………………………………………. .3
Анализ служебного назначения изделия…………………………….4
Определение типа производства……………………………………..4
Анализ физико-механических свойств………………………………5
Краткий технологический маршрут изготовления литой заготовки ……………………………………………………………....6
Разработка технологических карт поэтапного контроля на
операциях изготовления отливок …………………………………….9
II. Контроль качества штамповочных заготовок…………………………16
Исходные данные ……………………………………………………16
2.2. Анализ служебного назначения изделия …………………………...17
2.3. Определение типа производства…………………………………….17
2.4. Анализ физико-механических свойств ……………………………..18
Краткий технологический маршрут изготовления штамповочных заготовок………………………………………………………………19
Разработка технологических карт поэтапного контроля на
операциях изготовления штамповочных заготовок ………………..20
III. Контроль качества сварной заготовки………………………………….25
Исходные данные ……………………………………………………..25
Анализ служебного назначения изделия…………………………….26
Определение типа производства……………………………………..26
Анализ физико-механических свойств ……………………………...27
Краткий технологический маршрут изготовления сварной заготовки…………………………………………………………….....28
Разработка технологических карт поэтапного контроля на
операциях изготовления сварной заготовки………………………...30
Список литературы……………………………………………………………....33
I. Контроль качества литой заготовки.
1.1.Исходные данные:
Вариант детали №60
Материал СЧ20 ГОСТ 1412-85
Масса 24кг
Выпуск 10 штук
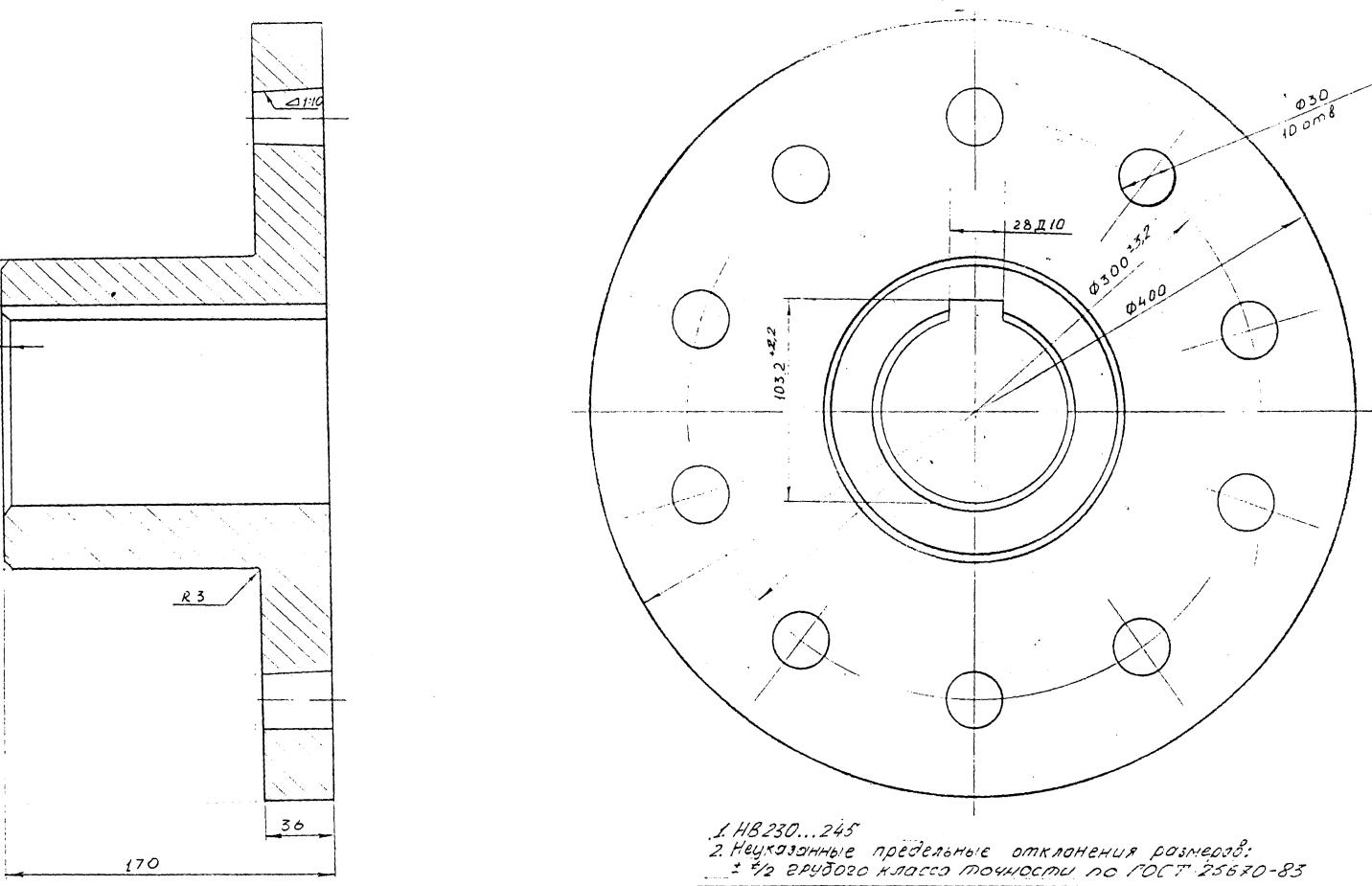
Рис.1 Полумуфта левая
1.2.Анализ служебного назначения:
Левая полумуфта служит для передачи вращательного движения от одного вала другому валу, а так же предохраняет от рывков, и служит для предотвращения поломок оборудования и снижения удара. Применяется в различных механизмов, например в передаче вращательного движения электродвигателя и насосу.
Левая полумуфта образуется поверхностями 1-19. Поверхности 1, 2, 3, 4,5,6 являются формообразующими поверхностями. Поверхности 1, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19 предназначены для фиксированного расположения левой полумуфты, поэтому к ним предъявляются повышенные требования по геометрической точности и шероховатости.
В данном случае основными являются поверхности 1, 4, 5, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19. Поверхности 2, 3, 6 являются вспомогательными.
1.3.Определения типа производства:
Тип производства предварительно определяется по массе и программе выпуска изделия. Масса изделия равна 24 кг., выпуск изделия 10 штук в год.
Предварительный выбор типа производства
Тип производства |
Число обрабатываемых деталей одного типоразмера в год |
||
тяжелых (масса свыше 100 кг) |
средних (масса от 10 до 100 кг) |
легких (масса менее 10 кг) |
|
Единичное |
до 5 |
до 10 |
до 100 |
Мелкосерийное |
5-100 |
10-200 |
100-500 |
Среднесерийное |
100-300 |
200-500 |
500-5000 |
Крупносерийное |
300-1000 |
500-5000 |
5000-50000 |
Массовое |
свыше 1000 |
свыше 5000 |
свыше 50000 |
Используется в песчано-глинистой форме. Число обрабатываемых деталей одного тапа размера в год 10 штук. Обрабатываемые детали средней массы до 100 кг. Следовательно производство – Единичное.
Единичное производство характеризуется широкой номенклатурой изготовляемых изделий и малым объемом их выпуска. Единичное производство универсально, т.е. охватывает разнообразные типы изделий, поэтому оно должно быть гибким, с применением универсального оборудования, а также стандартного инструмента и приспособлений.