

III. Контроль качества сварной заготовки.
3.1 Исходные данные:
Вариант детали
№112







Кронштейн
Материал СТ3
Масса 10 кг
Выпуск 10000 штук
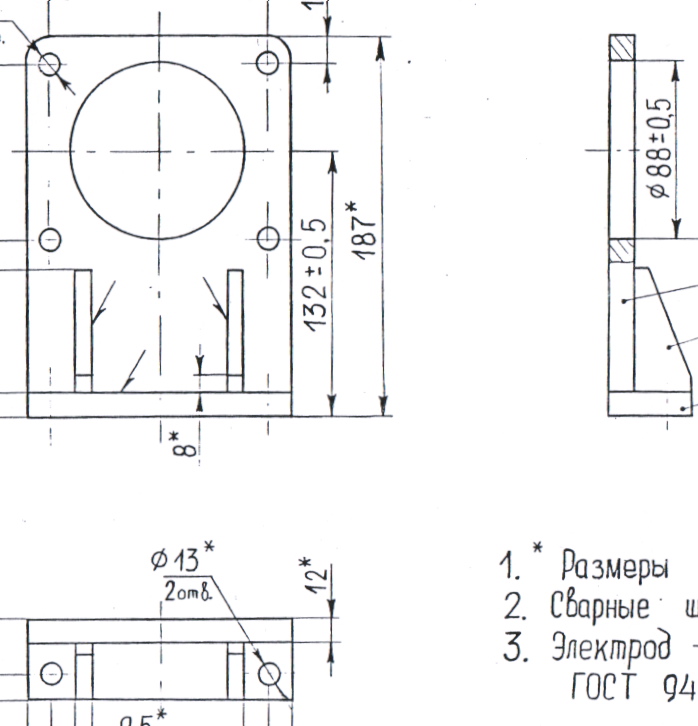
Рис.3 Кронштейн
3.2 Анализ служебного назначения изделия:
Корпусные детали в большинстве случаев являются базовыми деталями, на которые монтируют отдельные сборочные единицы и детали, соединяемые между собой с требуемой точностью относительного положения. Корпусные детали должны обеспечить постоянство точности относительного положения деталей и механизмов как в статическом состоянии, так и в процессе эксплуатации машин.
Деталь представляет собой кронштейн. Кронштейн — консольная опорная деталь или конструкция, служащая для крепления на вертикальной плоскости (стене или колонне) выступающих или выдвинутых в горизонтальном направлении частей машин или сооружений. Кронштейн в технике используется в основном для закрепления на вертикальных плоскостях деталей и узлов машин и устройств (к примеру, подшипников). Также кронштейны используются для крепежа троллейных проводов, кабелей, антенн и т. п.
Кронштейн
образуется поверх ностями
1-15. Поверхности 1, 2, 4, 5, 6, 8 являются
формообразующими поверхностями.
Поверхности 7, 3, 10, 11, 12, 13, 14, 15 предназначены
для фиксированного расположения
кронштейна, поэтому к ним предъявляются
повышенные требования по геометрической
точности и шероховатости. Отверстие 9
предназначено для вала, поэтому к нему
также предъявляются повышенные
требования по точности и качеству.
ностями
1-15. Поверхности 1, 2, 4, 5, 6, 8 являются
формообразующими поверхностями.
Поверхности 7, 3, 10, 11, 12, 13, 14, 15 предназначены
для фиксированного расположения
кронштейна, поэтому к ним предъявляются
повышенные требования по геометрической
точности и шероховатости. Отверстие 9
предназначено для вала, поэтому к нему
также предъявляются повышенные
требования по точности и качеству.
В данном случае основными являются поверхности 3, 7, 9, 10, 11, 12, 13 14, 15. Поверхности 1, 2, 4, 5, 6, 8, 13 являются вспомогательными.
3.3 Определение типа производства:
Тип производства предварительно определяется по массе и программе выпуска изделия. Масса изделия равна 10 кг., выпуск изделия 10000 штук в год.
Предварительный выбор типа производства
Тип производства |
Число изготавливаемых сварных узлов в год |
||
тяжелых (масса свыше 100 кг) |
средних (масса от 10 до 100 кг) |
легких (масса менее 10 кг) |
|
Единичное |
до 5 |
до 10 |
до 100 |
Мелкосерийное |
5–100 |
10–200 |
100–500 |
Среднесерийное |
100–300 |
200–500 |
500–5000 |
Крупносерийное |
300–1000 |
500–5000 |
5000–50000 |
Массовое |
свыше 1000 |
свыше 5000 |
свыше 50000 |
Число обрабатываемых деталей одного типоразмера в год 10000 штук. Обрабатываемые детали средней массы до 100 кг. Следовательно производство – Массовое.
При массовом
производстве изготавливают партию
изделий, регулярно повторяющуюся через
определенный промежуток времени.
Характерным признаком массового
производства является выполнение на
рабочих местах нескольких повторяющих ся
операций.
ся
операций.
3.4 Анализ физико-механических свойств. Химический состав материала.
Химический состав в % материала стали 3 (СТ3)
C |
Si |
Mn |
Ni |
S |
0.14-0.22 |
0.05-0.17 |
0.4-0.65 |
до 0.3 |
до 0.05 |
P |
Cr |
Cu |
As |
до 0.04 |
до 0.3 |
до 0.3 |
до 0.08 |
Механические свойства при Т=20oС стали 3 ( СТ3)
Сортамент |
Размер |
Напр. |
sв |
sT |
d5 |
y |
KCU |
Термообр. |
- |
мм |
- |
МПа |
МПа |
% |
% |
кДж / м2 |
- |
Прокат горячекатан. |
до 20 |
|
370-480 |
245 |
26 |
|
|
Состояние поставки |
Прокат горячекатан. |
20-40 |
|
|
235 |
25 |
|
|
Состояние поставки |
Физические свойства стали 3 (СТ3)
T |
E 10-5 |
a106 |
l |
r |
C |
R 109 |
Град |
МПа |
1/Град |
Вт/(м·град) |
кг/м3 |
Дж/(кг·град) |
Ом·м |
20 |
2.13 |
|
|
|
|
|
100 |
2.08 |
|
|
|
|
|
200 |
2.02 |
|
|
|
|
|
300 |
1.95 |
|
|
|
|
|
400 |
1.87 |
|
|
|
|
|
500 |
1.76 |
|
|
|
|
|
600 |
1.67 |
|
|
|
|
|
700 |
1.53 |
|
|
|
|
|
Технологические свойства стали 3 (СТ3)
Свариваемость: |
без ограничений. |
Флокеночувствительность: |
не чувствительна. |
Склонность к отпускной хрупкости: |
не склонна. |