

II. Контроль качества штамповочных заготовок.
2.1 Исходные данные:
Вариант детали №25
Звездочка












Материал Сталь 40Х ГОСТ 4543-71
Масса 4,6кг
Выпуск 17000 штук
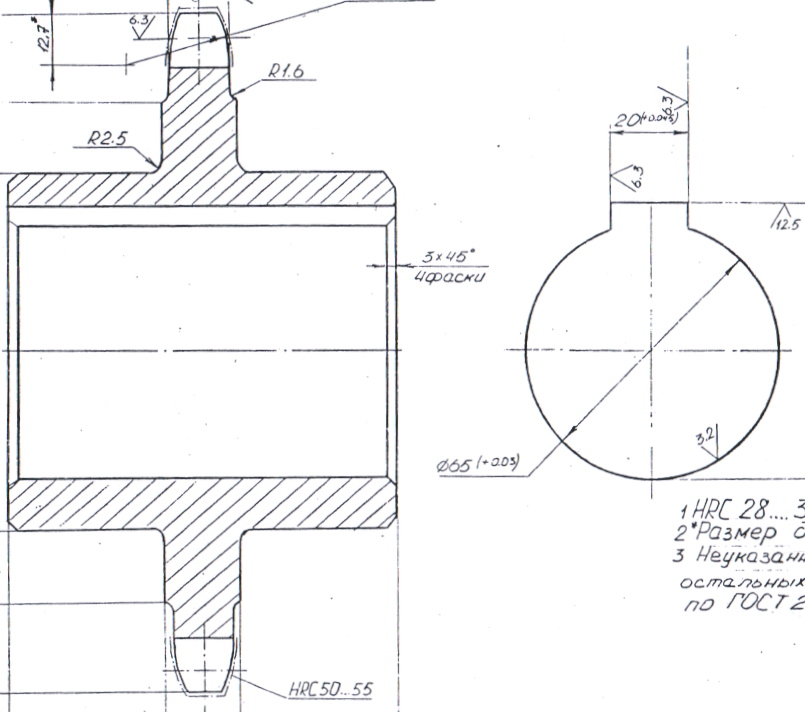
Рис.2 Звездочка
2.2 Анализ служебного назначения:
Звездочка предназначена для передачи вращения от одного механизма к другому. Используется в цепных передачах.
Звездочка образуется поверхностями 1-10 . Поверхности 2, 3, 4, 5, 7 являются формообразующими. К поверхности 6 предъявляются повышенные требования по геометрической точности, т.к. она работают в зацеплении с цепью. Отверстие 8 предназначено для вала, а 9 - для шпонки, поверхности 1 и 10 имеют ответственное значение при передачи вращения, поэтому к ним предъявляются повышенные требования по точности и качеству.
В
данном случае основными являются
поверхности 1, 10, 6, 8, 9, а вспомогательными
2, 3, 4,  5,
7.
5,
7.
2.3 Определение типа производства:
Тип производства предварительно определяется по массе и программе выпуска изделия. Масса изделия равна 4,6 кг., выпуск изделия 17000 штук в год.
Предварительный выбор типа производства
Тип производства |
Число обрабатываемых деталей одного типоразмера в год |
||
тяжелых (масса свыше 100 кг) |
средних (масса от 10 до 100 кг) |
легких (масса менее 10 кг) |
|
Единичное |
до 5 |
до 10 |
до 100 |
Мелкосерийное |
5–100 |
10–200 |
100–500 |
Среднесерийное |
100–300 |
200–500 |
500–5000 |
Крупносерийное |
300–1000 |
500–5000 |
5000–50000 |
Массовое |
свыше 1000 |
свыше 5000 |
свыше 50000 |
Число обрабатываемых деталей одного типоразмера в год 17000 штук. Обрабатываемые детали лёгкие, так как масса менее 10 кг. Следовательно производство – Крупносерийное.
При крупносерийном производстве изготавливают партию изделий, регулярно повторяющуюся через определенный промежуток времени. Характерным признаком крупносерийного производства является выполнение на рабочих местах нескольких повторяющихся операций.
2.4 Анализ физико-механических свойств. Химический состав материала.
Механически е
свойства при Т=20oС
материала 40Х .
е
свойства при Т=20oС
материала 40Х .
Сортамент |
Размер |
Напр. |
Sв |
Sт |
d5 |
у |
KCU |
Термообр. |
-
|
мм |
- |
МПа |
МПа |
% |
% |
кДж/ м2 |
|
Диск |
|
Танг |
570 |
320 |
17 |
35 |
400 |
|
Пруток |
Ж 22- 55 |
Прод. |
940 |
800 |
13 |
55 |
850 |
|
Пруток |
Ж 25 |
|
980 |
785 |
10 |
45 |
990 |
Закалка 860ºС, масло, Отпуск, 500ºС, вода. |
Физические свойства материала 40Х .
Т |
Е 10-5 |
а 106 |
1 |
r |
С |
R 109 |
Град |
МПа |
1/Град |
Вт/(м х град) |
кг/м3 |
Дж/(кг х град) |
Ом х м |
20 |
2.14 |
|
|
7820 |
|
210 |
100 |
2.11 |
11.9 |
46 |
7800 |
466 |
285 |
200 |
2.06 |
12.5 |
42.7 |
7770 |
508 |
346 |
300 |
2.03 |
13.2 |
42.3 |
7740 |
529 |
425 |
400 |
1.85 |
13.8 |
38.5 |
7700 |
563 |
528 |
500 |
1.76 |
14.1 |
35.6 |
7670 |
592 |
642 |
600 |
1.64 |
14.4 |
31.9 |
7630 |
622 |
780 |
700 |
1.43 |
14.6 |
28.8 |
7590 |
634 |
936 |
800 |
1.32 |
|
26 |
7610 |
664 |
1100 |
900 |
|
|
26.7 |
7560 |
|
1140 |
1000 |
|
|
28 |
7510 |
|
1170 |
1100 |
|
|
28.8 |
7470 |
|
120 |
1200 |
|
|
|
7430 |
|
1230 |
Т |
Е 10-5 |
а 106 |
1 |
r |
C |
R 109 |
Технологические свойства материала 40Х .
Свариваемость: |
трудносвариваемая. |
Флокеночувствительность: |
чувствительна. |
Склонность к отпускной хрупкости: |
склонна. |
Химический состав в % материала 40Х
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
0.36-0.44 |
0.17- 0.37 |
0.5 – 0.8 |
до 0.3 |
до 0.035 |
до 0.035 |
0.8 – 0.11 |
до 0.3 |