

Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Кузбасский государственный технический университет»
Кафедра технологии металлов
Курсовая работа
«Контроль качества материалов»
на тему:
«Разработка
поэтапн ого
контроля качества заготовок в литейном,
ого
контроля качества заготовок в литейном,
штамповочном и сварочном производстве»
вариант №87. №25. №112.
Выполнил:
студент группы УК–071
Шабров В.О.
Проверил: Шатько Д.Б.
Кемерово 2010
Содержание
I. Контроль качества литой заготовки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
1.1 Исходные данные. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
1.2 Анализ служебного назначения изделия. . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
1.3 Определение типа производства. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1.4 Анализ физико-механических свойств. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.5 Краткий технологический маршрут изготовления литой заготовки. . . . . . .7
1.6 Разработка технологических карт поэтапного контроля на операциях
изготовления литой заготовки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
II. Контроль качества штамповочных заготовок. . . . . . . . . . . . . . . . . . . . . 17
2.1 Исходные данные. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
2.2 Анализ служебного назначения изделия. . . . . . . . . . . . . . . . . . . . . . . . . . . .18
2.3 Определение типа производства. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
2.4 Анализ физико-механических свойств. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
2.5 Краткий
технологический маршрут и зготовления
штамповочных
зготовления
штамповочных
заготовок. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20
2.6 Разработка технологических карт поэтапного контроля на операциях
изготовления штамповочных заготовок. . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
III. Контроль качества сварной заготовки. . . . . . . . . . . . . . . . . . . . . . . . . . 28
3.1 Исходные данные. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
3.2 Анализ служебного назначения изделия. . . . . . . . . . . . . . . . . . . . . . . . . . . .29
3.3 Определение типа производства. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
3.4 Анализ физико-механических свойств. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
3.5 Краткий технологический маршрут изготовления сварной
заготовки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31
3.6 Разработка технологических карт поэтапного контроля на операциях
изготовления сварной заготовки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35
Список литературы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
I. Контроль качества литой заготовки.
1.1 Исходные данные:
Вариант детали №87
Кронштейн
Мат














 ериал
Сталь 15Л ГОСТ 977-88
ериал
Сталь 15Л ГОСТ 977-88
Масса 17,2 кг
Выпуск 7 штук
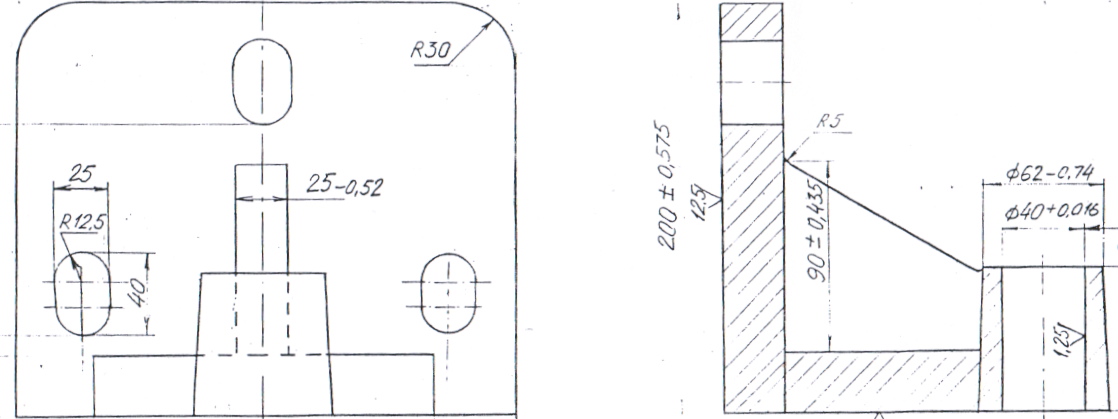
Рис.1 Кронштейн
1.2 Анализ служебного назначения:
Корпусные детали в большинстве случаев являются базовыми деталями, на которые монтируют отдельные сборочные единицы и детали, соединяемые между собой с требуемой точностью относительного положения. Корпусные детали должны обеспечить постоянство точности относительного положения деталей и механизмов как в статическом состоянии, так и в процессе эксплуатации машин.
Деталь представляет собой кронштейн. Кронштейн — консольная опорная деталь или конструкция, служащая для крепления на вертикальной плоскости (стене или колонне) выступающих или выдвинутых в горизонтальном направлении частей машин или сооружений. Кронштейн в технике используется в основном для закрепления на вертикальных плоскостях деталей и узлов машин и устройств (к примеру, подшипников). Также кронштейны используются для крепежа троллейных проводов, кабелей, антенн и т. п.
Кронштейн
образуется поверхностями 1-16. Поверхн ости
1, 2, 4, 5, 6, 9, 10, 11, 13 являются формообразующими
поверхностями. Поверхности 14, 15, 16, 3, 8,
7 предназначены для фиксированного
расположения кронштейна, поэтому к ним
предъявляются повышенные требования
по геометрической точности и шероховатости.
Отверстие 12 предназначено для вала,
поэтому к нему также предъявляются
повышенные требования по точности и
качеству.
ости
1, 2, 4, 5, 6, 9, 10, 11, 13 являются формообразующими
поверхностями. Поверхности 14, 15, 16, 3, 8,
7 предназначены для фиксированного
расположения кронштейна, поэтому к ним
предъявляются повышенные требования
по геометрической точности и шероховатости.
Отверстие 12 предназначено для вала,
поэтому к нему также предъявляются
повышенные требования по точности и
качеству.
В данном случае основными являются поверхности 3, 7, 8, 12, 14, 15, 16. Поверхности 1, 2, 4, 5, 6, 9, 10, 11, 13 являются вспомогательными.
1.3 Определение типа производства:
Тип производства предварительно определяется по массе и программе выпуска изделия. Масса изделия равна 17,2 кг., выпуск изделия 7 штук в год.
Предварительный выбор типа производства
Тип производства |
Число обрабатываемых деталей одного типоразмера в год |
||
тяжелых (масса свыше 100 кг) |
средних (масса от 10 до 100 кг) |
легких (масса менее 10 кг) |
|
Единичное |
до 5 |
до 10 |
до 100 |
Мелкосерийное |
5-100 |
10-200 |
100-500 |
Среднесерийное |
100-300 |
200-500 |
500-5000 |
Крупносерийное |
300-1000 |
500-5000 |
5000-50000 |
Массовое |
свыше 1000 |
свыше 5000 |
свыше 50000 |
Используется песчано-глинистая форма. Число обрабатываемых деталей одного типоразмера в год 7 штук. Обрабатываемые детали средней массы до 100 кг. Следовательно производство – Единичное.
Единичное
производство характеризуется широкой
номенклатурой изготовляемых изделий
и малым объемом их выпуска. Единичное
производство универсально, т.е. охватывает
разнообразные типы изделий, поэтому
оно должно быть гибким, с приме нением
универсального оборудования, а также
стандартного инструмента и приспособлений.
нением
универсального оборудования, а также
стандартного инструмента и приспособлений.