

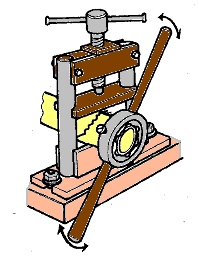
Нарезание резьбы в трубном прижиме
п
 одготовка
отрезка трубы снятие фаски под плашку
нарезание резьбы
одготовка
отрезка трубы снятие фаски под плашку
нарезание резьбы
необходимой длины
78
Трещоточные клуппы применяют при нарезании резьбы диаметром 15, 20, и 25мм в неудобных условиях.
На трубах диаметром до 25мм резьбу нарезают за один проход, а более 25мм – за два прохода. Плашки в клуппе сближают планшайбой или винтами.
Трубные клуппы по окончании работы необходимо разобрать, очистить от стружки и грязи, протереть минеральным маслом. Периодически (один раз в неделю) для очистки от налипшего и засохшего масла и грязи клупп рекомендуют проваривать в растворе из 0,5кг сухой каустической соды на одно ведро воды.
Механизмы для нарезания и накатывания резьб
Трубонарезной механизм ВМС-3А предназначен для нарезания резьбы на водогазопроводных трубах диаметром 15…70мм. Нарезается резьба самораскрывающейся резьбонарезной головкой и тангенциальными гребенками. Механизм оборудован пневматическим зажимом труб, установленным на
каретке. Подвод трубы к резьбонарезной нарезке резьбы – самозатягиванием. Резьбонарезная головка выключается (разводятся гребенки) и вручную, и автоматически. Заусенцы внутри трубы снимают зенкером, расположенным в шпинделе механизма.
Основные размеры трубной цилиндрической резьбы, мм
Диаметр |
Шаг S |
Глубина t |
Число ниток на дюйм, h |
Номинальный диаметр отверстия, dном |
Диаметр сверла, dсв |
||
условного прохода, Dу |
наружный dн |
внутренний, dвн |
|||||
15 |
20,956 |
18,632 |
1,814 |
1,162 |
14 |
18,68 |
18,75 |
20 |
26,442 |
24,119 |
1,814 |
1,162 |
14 |
24,17 |
24,25 |
25 |
32,250 |
30,293 |
2,309 |
1,478 |
11 |
30,34 |
30,50 |
32 |
41,805 |
38,954 |
2,309 |
1,478 |
11 |
39 |
39 |
40 |
47,805 |
44,817 |
2,309 |
1,478 |
11 |
44,9 |
45 |
50 |
59,616 |
56,659 |
2,309 |
1,478 |
11 |
56,8 |
57 |
Трубонарезной полуавтомат 5ДО7 рассчитан на нарезание резьбы на трубах диаметром от 10 до 40мм.
Механизм ВМС-5 используют для накатывания трубной резьбы на тонкостенных трубах или нарезания на водогазопроводных трубах диаметром 15…50мм. На станине механизма размещены коробка скоростей со шпинделем, инструментальной головкой и зенкером, пневмотиски, электро- и пневмооборудование. Для накатывания резьбы применяют плашки НПТ, для нарезания – резьбонарезную головку КА.
Трубы под накатывание резьбы должны быть очищены от грязи и окалины. Рамки плашки необходимо также периодически очищать от грязи мягкой щеткой и смазывать маслом игольчатые ролики и трущиеся боковые поверхности. Нельзя смазывать вареным и другим быстро засыхающим маслом.
 При нарезании резьбы возникает
необходимость проверки ее качества.
Для проверки наружного диаметра
используется штангенциркуль или
микрометр, внутренний диаметр проверяют
при помощи штангенциркуля, средний
диаметр – специальным резьбовым
микрометром, шаг резьбы контролируют
при помощи специального резьбового
шагомера (миллиметрового или дюймового).
При нарезании резьбы возникает
необходимость проверки ее качества.
Для проверки наружного диаметра
используется штангенциркуль или
микрометр, внутренний диаметр проверяют
при помощи штангенциркуля, средний
диаметр – специальным резьбовым
микрометром, шаг резьбы контролируют
при помощи специального резьбового
шагомера (миллиметрового или дюймового).