

5.8 Делительные механизмы (фиксаторы)
Эти механизмы являются наиболее ответственными в делительных приспособлениях, от точности которых зависит точность деления (поворота, шага) при позиционной обработке.
Рассмотрим работу фиксатора с цилиндрической рабочей частью (рисунок 5.9).
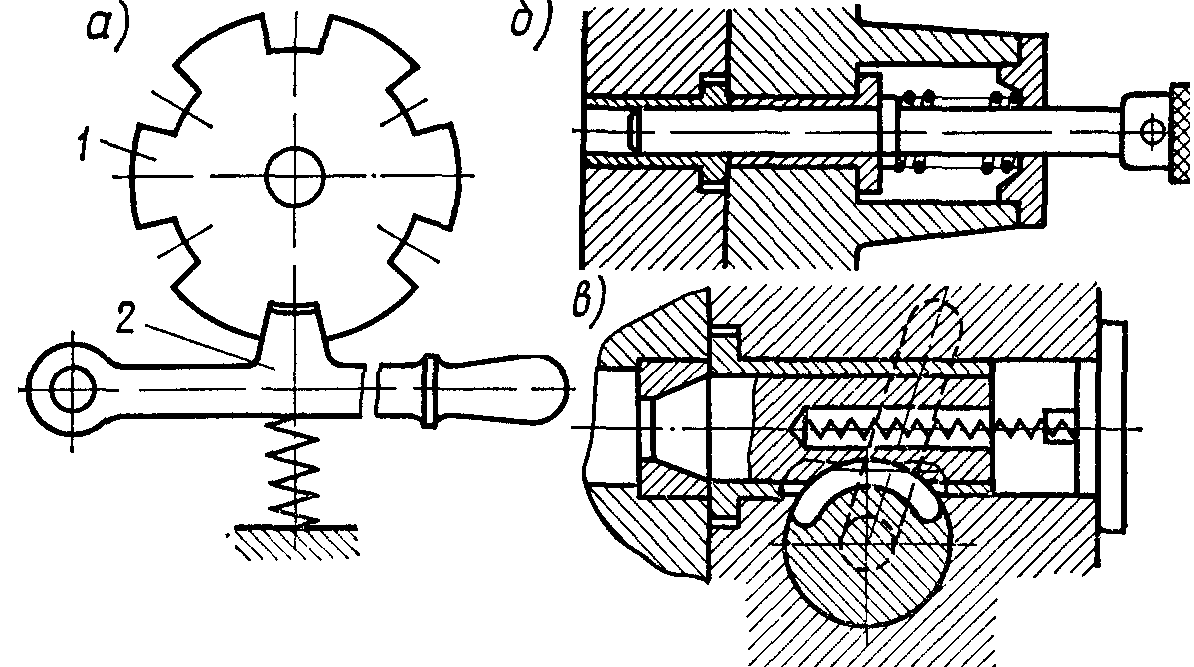
Рисунок 5.9 – Делительные механизмы
Фиксатор скользит по направляющей втулке, установленной в неподвижной части корпуса приспособления и заскакивающей в фиксирующие втулки, размещенные в поворотной части. Как видно, суммарная погрешность шага δ, получаемая при делении и переносимая на обрабатываемые детали зависит не только от допуска δ, на расстоянии между осями двух соседних фиксирующих втулок, но и от зазоров фиксатора со втулками S1 и S2 , и если учесть возможный эксцентриситет ( е ) втулок, то суммарную погрешность шага можно выразить следующей формулой:
![]() (
5.13 )
(
5.13 )
Уменьшение погрешности достигается назначением соответствующих допусков и посадок.
В делительных
приспособлениях средней точности
сопряжение фиксатора с направляющей и
фиксирующей втулками выполняется по
посадке
![]() ;
допуск δ1≤
0,03 мм.
;
допуск δ1≤
0,03 мм.
В точных
приспособлениях применяются посадки
![]() ;
δ1
≤ 0,02 мм.
;
δ1
≤ 0,02 мм.
Особо точные зазоры не должны превышать 0,01 мм, что достигается притиркой, а межосевое расстояние задаётся допуском δ1≤ 0,015 мм. Желая уменьшить влияние зазоров и повысить точность применяемых фиксаторов, выбирают такие конструкции, которые ликвидировали бы зазоры между втулками и фиксатором. К таким конструкциям можно отнести фиксаторы конические и призматические.
В целях быстрого западения фиксатора в фиксирующие втулки фиксаторы делаются подпружинные и рычажно-пружинные.
Корпуса приспособлений (корпусные элементы
приспособлений)
Корпус приспособления воспринимает все усилия, действующие на заготовку в процессе её закрепления и обработки, и поэтому должен обладать достаточной прочностью, жёсткостью и виброустойчивостью. Эти качества обеспечиваются не путём чрезмерного завышения сечений стенок корпуса, а путём повышения жёсткости при помощи рёбер, местоположение которых выясняется из анализа действующих на корпус сил.
Форма и размеры корпуса зависят от конфигурации обрабатываемых в приспособлении деталей, также от расположения установочных, зажимных и направляющих элементов. В пневматических и гидравлических приспособлениях корпус одновременно служит резервуаром для сжатого воздуха и масла, что также влияет на его конфигурацию.
При конструировании корпусов необходимо:
предусматривать выступающие платики для закрепления стальных опорных пластин и штырей, на которые устанавливаются изделия;
предусматривать достаточные зазоры между деталью и стенками корпуса, позволяющие свободно закладывать и вынимать заготовки;
обеспечивать возможность лёгкого удаления стружки;
снабжать корпусы необходимыми элементами для правильной установки и закрепления приспособлений на столах и шпинделях станков, а также элементами для их подъёма и транспортировки.
На фрезерных, строгальных и других станках приспособления необходимо точно ориентировать по пазам стола. Основные размеры столов, ширина их пазов, а также расстояние между пазами регламентированы ГОСТ 6569-53. В соответствии с ГОСТ допуск на ширину среднего паза устанавливается по Н6 или Н7, на остальные пазы – по Н8. Чистота рабочих поверхностей столов и боковых поверхностей пазов не ниже 6-го класса.
Ориентировка приспособления производится по среднему пазу как наиболее точному с помощью привёрнутых к его корпусу шпонок.
Размер выполняется с предельными отклонениями С, С3 и С4 в зависимости от требуемой точности.
Для закрепления приспособлений в корпусах предусматриваются проушины или отверстия под Т-образные болты.
Корпуса обычно изготавливаются из чугуна и реже сварными. Чугун СЧ-12 и СЧ-15 после предварительной механической обработки подвергается старению. Необходимо пользоваться нормалями для корпусов. Для сварных конструкций используются стали марки Ст3 или сталь 25, обладающие хорошей свариваемостью.
Благодаря высокой прочности стали и отсутствию затрат на изготовление моделей сварные корпуса получаются наиболее лёгкими и дешёвыми. Однако сварные конструкции, особенно при недостаточно продуманной конструкции, не обладают такой жесткостью, какая свойственна массивным литым корпусам. Кроме того, высокие температуры в процессе сварки вызывают деформацию корпусов, а возникающие в результате этих деформаций внутренние напряжения влияют на точность приспособлений. В связи с этим сварные корпуса используются преимущественно при изготовлении приспособлений для обработки крупных деталей.