

5.5 Зажимные устройства
Зажимные устройства служат для закрепления обрабатываемой заготовки в приспособлении. При закреплении они должны создавать плотное прилегание детали к установочным элементам приспособления для того, чтобы обеспечить правильное положение заготовки в приспособлении. Закрепление заготовки должно надежно обеспечить неизменность ее положения во время обработки.
При конструировании зажимных устройств приспособлений
исходят из следующих основных требований:
- в процессе зажима не должно нарушаться положение детали, заданное ей при базировании;
- силы зажима должны быть достаточными, чтобы исключить возможность смещения и вибраций детали в процессе обработки;
- силовые механизмы должны быть быстродействующими и легко управляемыми.
Из этих основных требований следует:
силу зажима необходимо прикладывать там, где она не вызывает деформации детали и возможно ближе к месту обработки, что исключает вибрации в процессе обработки за счет повышения жесткости;
для уменьшения силы зажатия по возможности использовать при закреплении детали ее собственный вес и силы резания;
3) при значительных усилиях резания предусматривать установку в приспособлении специальных упоров, которые должны воспринимать эти усилия;
4) в качестве зажимных устройств применять наиболее производительные, исходя из заданных конкретных условий;
5) обеспечить выполнение требований техники безопасности.
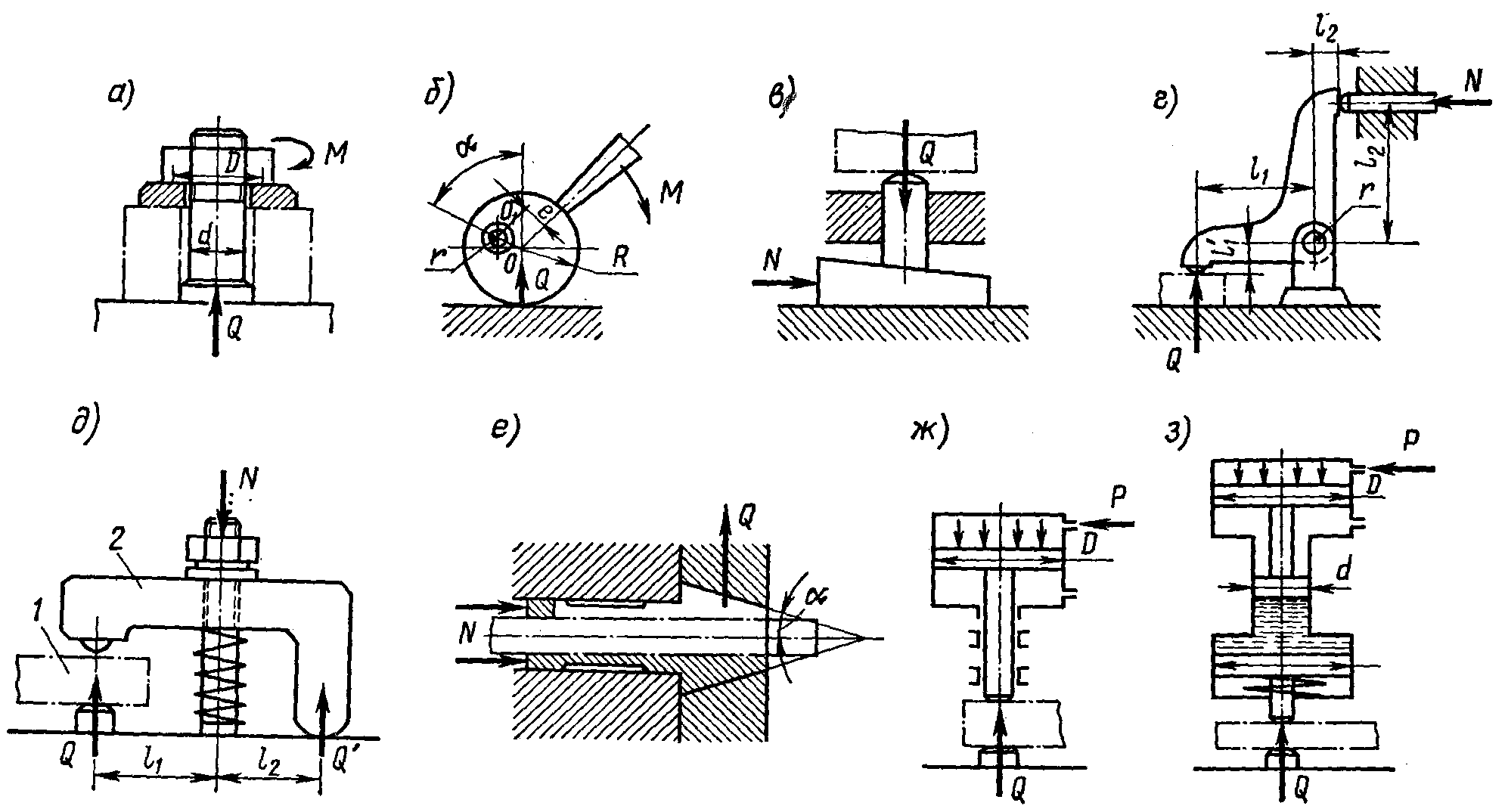
Рисунок 5.5 – Зажимные устройства
5.6 Методика определения зажимного усилия
При различных методах обработки на заготовку могут действовать силы резания и объемные силы (центробежные, инерционные, вес заготовки). Силы резания в процессе обработки изменяются по величине, направлению и месту приложения. При затуплении инструмента они возрастают на 10-30 % и более.
Для расчета сил зажима Q нужно знать условия обработки, т.е. величину, направленность и место приложения сил, сдвигающих заготовку, а также схему ее установки и закрепления. Расчет сил зажима в первом приближении сводится к задаче статики на равновесие заготовки под действием приложенных к ней внешних сил, т.е. сил резания, сил зажима и реакций опор. При расчетах следует ориентироваться на такую стадию изменения сдвигающих сил и моментов, при которых силы зажима получаются наибольшими.
Величину необходимых сил зажима следует рассчитывать с наибольшей точностью.
При завышенном ее значении увеличивается стоимость изготовления и эксплуатации приспособлений за счет увеличения его габаритов и веса, диаметра пневматических цилиндров, расхода сжатого воздуха и т.д.
Заниженные значения сил не обеспечивают надежного зажима заготовки. Рассмотрим основные случаи воздействия на заготовку сил резания, сил зажима и их моментов.
1 Сила зажима Q и сила резания Р действуют в одном направлении и прижимают заготовку 1 к опорам приспособления (рисунок 5.6, а)
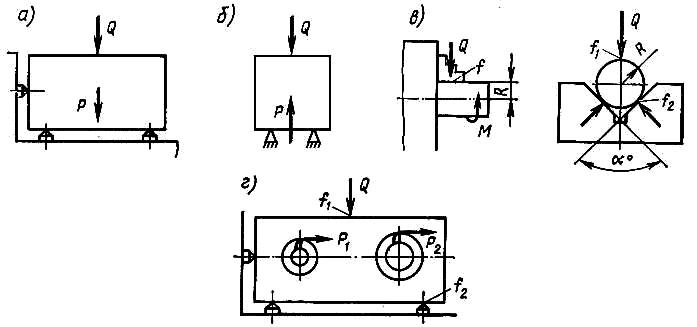
Рисунок 5.6 – Схемы установки заготовок и определения сил
зажима
Если сила Р не вызывает сдвигающих сил N, то Q = 0; это наиболее благоприятный случай расположения сил. Такой случай имеет место при протягивании отверстий на протяжном станке. Когда возникают сдвигающие силы N, не совпадающие с направлением зажимных сил, тогда
Q = K · N, ( 5.1 )
где К – коэффициент запаса.
2. Действия сил зажима Q и силы Р взаимно противоположны (рисунок 5.6, б). Величина силы зажима определяется из равенства
Q = K · P. ( 5.2 )
Заготовка 1 базируется на установочных элементах приспособления и прижимается к ним силой зажима Q, а сила резания Р действует в перпендикулярном направлении (рисунок 5.6, г). Силе резания Р противодействует сила трения Т между опорной поверхностью приспособления и нижней базовой плоскостью детали, а также между верхней плоскостью детали и поверхностью зажима. Требуемая сила зажима Q определяется по формулам
![]() (
5.3 )
(
5.3 )
![]() (
5.4 )
(
5.4 )
где f1 и f2 – коэффициенты трения заготовок в местах зажима и на
опорах.
Заготовка установлена и закреплена в трехкулачковом патроне (рисунок 5.6, в).
На заготовку действует крутящий момент Мрез, стремящийся повернуть ее вокруг оси, и осевая составляющая усилия резания Рх, направленная по оси и стремящаяся ее сдвинуть. Сила зажима определяется из равенства:
![]() (
5.5 )
(
5.5 )
Отсюда
![]() (
5.6 )
(
5.6 )
![]() (
5.7 )
(
5.7 )
где Qсум – суммарная сила зажима всеми кулачками, Н;
f - коэффициент трения между поверхностями детали и
кулачков;
R - радиус заготовки, мм;
K - коэффициент запаса;
Mрез - момент силы резания, Н·м;
Q - сила зажима, развиваемая одним кулачком, Н;
Z - число кулачков, шт.
При большом значении Рх полученная сила проверяется на профильный сдвиг по формуле
![]() (
5.8 )
(
5.8 )
тогда
![]() ( 5.9 )
( 5.9 )
Коэффициент f в зависимости от материала кулачков берется из таблицы 5.1.
Таблица 5.1
Состояние контактирующих поверхностей (базирующих и установочных)· |
Коэффициент f |
Обработанные базирующие поверхности детали и установочные пластинки |
0,1-0,15 |
Необработанные базирующие поверхности детали и установочные штыри со сферической головкой |
0,2-0,3 |
Необработанные базирующие поверхности детали и рифленые установочные элементы приспособления |
0,5-0,7 |
Заготовка установлена и закреплена на цанговой оправке. При обработке возникает момент резания Мрез, стремящийся повернуть деталь вокруг оси. Ему противодействует момент силы трения, возникающий между базирующей поверхностью заготовки и установочной поверхностью цанги, определяется по формуле
( 5.10 )
тогда
![]() ( 5.11 )
( 5.11 )
При расчете величины сил зажима для приспособлений, где применяются передаточные механизмы, необходимо учитывать передаточные отношения этих механизмов. Значение зажимной силы будет зависеть от величины исходной силы N, развиваемой приводом, и передаточного отношения между исходной силой N и силой Q
Q = N·i , ( 5.12 )
где i – передаточное отношение механизма.
В приспособлениях применяют следующие типы элементарных зажимных устройств: винтовые, эксцентриковые, рычажные, клиновые, реечно-рычажные с замками. Эти устройства могут применяться в различных сочетаниях, образуя более сложные зажимные устройства.
В качестве силовых узлов применяют пневмоцилиндры, пневмокамеры с упругими элементами, гидроцилиндры, электроприводы. Конструкция, расчет и примеры применения этих устройств приводятся в специальной литературе. На рисунке 5.5 показаны конструкции наиболее распространенных типов зажимных устройств, а в таблица приведены формулы для их расчета.
Таблица 5.2 Формулы для расчета зажимных устройств
Вид зажимного устройства |
Расчетные формулы |
Обозначения |
1 |
2 |
3 |
Винт с нажимным сферическим концом (рисунок 5.5,а) |
|
Q - необходимая сила закрепления заготовки; |
Винт с гайкой (рисунок 5.5, б) |
|
М – момент на винте (рукоятке) для обеспечения силы закрепления; |
Винтовой прихват (рисунок 5.5, в) |
|
|
Рычажный зажимной элемент (рисунок 5.5, г ) |
|
|
rcp- средний радиус резьбы; α - угол подъема резьбы; φ - угол трения; d - диаметр резьбы; |
||
Эксцентриковый зажим (рисунок 5.5, д) |
|
|
Клиновой зажимной элемент (рисунок 5.5, е ) |
|
|
f - коэффициент трения; D-диаметр опорной поверхности гайки; l1, l2 - плечи прихвата; |
||
Цанговый зажим с осевым упором (рисунок 5.5, ж) |
|
|
без осевого упора |
|
