

3.1 Факторы, влияющие на качество поверхности
1. Скорость резания
Скорость резания оказывает существенное влияние на образование шероховатостей поверхностей. И в значительной степени это связано с процессом образования стружки и возникновением на режущем инструменте нароста. На рисунке 3.2 представлен график зависимости образования шероховатости поверхности при точении от скорости резания.
Из графика видно, что в зоне малых скоростей (до 5 м/мин), когда нарост не образуется, размеры неровностей не значительны. При увеличении скорости до 10-20 м/мин размеры неровностей поверхности возрастают, достигая при 15 м/мин наибольшего значения. Дальнейшее повышение скорости резания уменьшает величину нароста и понижает высоту неровностей обработанной поверхности.
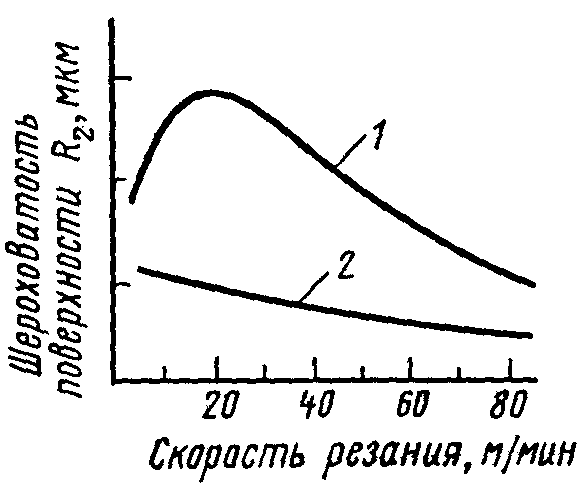
Рисунок 3.2 – Влияние скорости резания при точении на шероховатость поверхности
В зоне скоростей (выше 60-80 м/мин), при которых наросты не образуются, шероховатость поверхности оказывается наименьшей. Дальнейшее повышение скорости резания, если не появляется вибрация, незначительно способствует уменьшению высоты неровностей.
При увеличении скорости резания выделяющееся в процессе его тепло не успевает проникнуть в глубину поверхностного слоя, глубина пластически деформированного слоя незначительна и шероховатость поверхности велика.
Для получения наиболее чистых и точных поверхностей обработку ведут в зоне скоростей, при которых нароста на инструменте не образуется, а шероховатость поверхности получается наименьшей.
Указанные обстоятельства создают основные предпосылки получения высокой чистоты обработки поверхности при скорости резания от 75 м/мин и выше.
2. Подача
Другим важным фактором, имеющим решающее значение на образование шероховатости, является подача (рисунок 3.3).
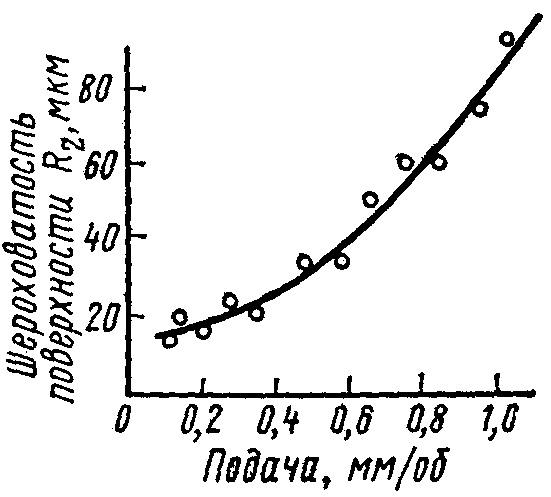
Рисунок 3.3 – Влияние подачи при точении на шероховатость
поверхности
Как видно из графика, малые подачи от 0,01 до 0,15 мм/об, характерные при чистовой обработке, мало влияют на высоту неровностей. При снижении подачи меньше 0,01 мм/об величина неровностей поверхности не только не уменьшается, но даже увеличивается. Шероховатость поверхности в этом случае образуется не под влиянием геометрических причин, а под влиянием пластических и упругих деформаций резца. При переходе в область крупных подач (S > 0,15 мм/об) величина неровностей резко возрастает и кривая шероховатостей круто поднимается вверх.
При обеспечении наименьшей шероховатости поверхности и наибольшей производительности при отделочном точении следует принимать подачу в пределах 0,05-0,12 мм/об.
3. Глубина резания
Глубина резания мало влияет на высоту неровностей и практически её можно не учитывать.
4. Смазочно-охлаждающие жидкости (СОЖ)
Смазочно-охлаждающие жидкости оказывают существенное влияние на процесс механической обработки, отводя тепло от зоны резания и уменьшая внешнее и внутреннее трение при резании металлов. Согласно многочисленным исследованиям, смазочно-охлаждающие жидкости оказывают положительное влияние на чистоту обработанной поверхности. На рисунке 3.4 показан график зависимости Rz = f (V): кривая 1 без охлаждения, кривая 2 с применением СОЖ. Рисунок показывает, охлаждение водным раствором соды в воде даёт лучшее качество обработки, чем при точении всухую.
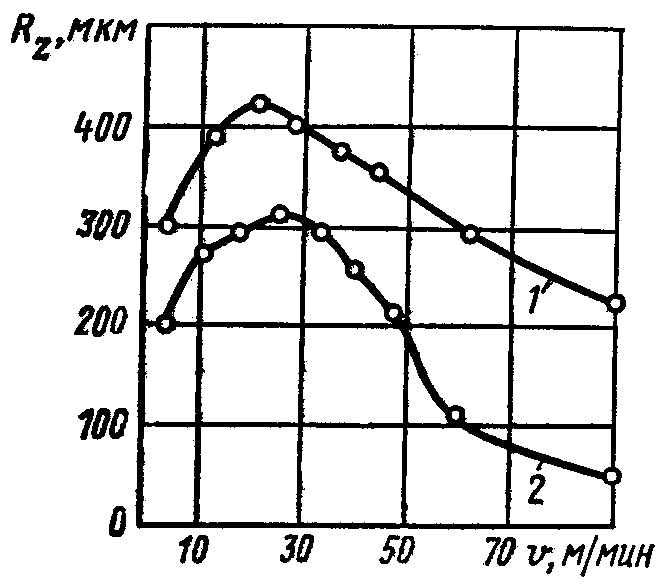
Рисунок 3.4 – Влияние охлаждения на Rz:
1 – без охлаждения;
2 – с охлаждением
5. Материал заготовки и режущего инструмента
На шероховатость поверхности влияют механические свойства, химический состав и структура заготовок. При обработке заготовок из мягкой низкоуглеродистой стали получается более шероховатая поверхность, чем при обработке заготовок из твёрдой стали с большим содержанием углерода. Заготовки из сталей с мелкозернистой структурой обрабатываются лучше заготовок из сталей с крупнозернистой структурой.
Также влияет на шероховатость поверхности форма и материал режущего клина. Оптимальная геометрия режущего клина благоприятно сказывается на чистоте обрабатываемой поверхности.
6. Жёсткость технологической системы
Непостоянство жёсткости в различных сечениях заготовки, обусловленное условиями её закрепления, вызывает неоднородность шероховатости. Обработка деталей на достаточно жёстких станках стабильно обеспечивает заданные геометрические параметры качества поверхности.