

2.15 Пересчет размеров допусков при смене баз
При смене измерительных или технологических баз приходится пересчитывать размеры и допуски на базе анализа размерных связей с вновь принятыми базами.
Рассмотрим в виде
примера пересчет размеров и допусков
в процессе смены измерительных баз при
изготовлении коленчатого вала. На
рисунке 2.13 показан чертеж вала, на
котором конструктором проставлено
расстояние между линиями шеек, причем
размер L
должен быть выдержан с допуском
![]() .
Размеры l1
и l2
должны быть выдержаны с допускаемыми
отклонениями
.
Размеры l1
и l2
должны быть выдержаны с допускаемыми
отклонениями
![]() и
и
![]() .
При изготовлении вала расстояние L
может быть определено путем измерения
либо путем расстояния m;
либо расстояние m´´,
т.е. измерительная база в виде осевых
линий заменяется новыми. Выбрав один
из этих размеров (m
или m´´),
технолог должен назначить на него
допуск, который обеспечивал бы соблюдение
заданного конструктором допуска на
размер L.
.
При изготовлении вала расстояние L
может быть определено путем измерения
либо путем расстояния m;
либо расстояние m´´,
т.е. измерительная база в виде осевых
линий заменяется новыми. Выбрав один
из этих размеров (m
или m´´),
технолог должен назначить на него
допуск, который обеспечивал бы соблюдение
заданного конструктором допуска на
размер L.
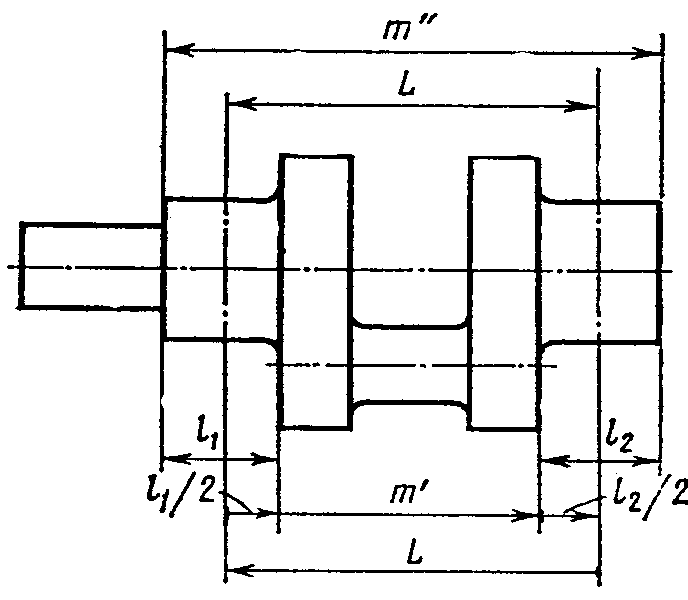
Рисунок 2.13 – Определение допуска на размер при смене баз
Измеряя величину L с помощью расстояния m´, получим следующие соотношения:
![]() ;
( 2.26 )
;
( 2.26 )
![]() ;
( 2.27 )
;
( 2.27 )
![]() ;
( 2.28 )
;
( 2.28 )
тогда
![]() или
( 2.29 )
или
( 2.29 )
![]() .
( 2.30 )
.
( 2.30 )
Следовательно, допуск на искомый размер m´
![]() .
( 2.31 )
.
( 2.31 )
Как видно, смена измерительной базы приводит к необходимости получения размера m´ с более жестким допуском, чем на заданный размер L.
2.16 Жесткость технологической системы
Понятия и определения
В процессе механической обработки станок с установленным на нем приспособлением, режущим инструментом, с несущими его элементами (оправки, борштанги и т.п.) и обрабатываемой заготовкой представляет собой упругую технологическую систему - СПИД (станок - приспособление – инструмент - деталь), которая под воздействием сил резания деформируется. Эта деформация складывается из деформаций основных и соединительных (болты, клинья и др.) деталей системы и изменения величины стыковых зазоров.
Деформация сопровождается смещением звеньев системы в направлении действия сил и изменяет взаимное расположение исходного (ненагруженного) состояния режущего лезвия инструмента и обрабатываемой заготовки. Смещение звеньев технологической системы, измеренное в направлении выдерживаемого размера, называют отжатием и обозначают через yc.
Способность упругой системы оказывать сопротивление действию сил, стремящихся их деформировать, характеризует ее жесткость. Впервые понятие жесткости применительно к станкам было введено К.В. Ватиновым в 1936 г. В дальнейшем исследование этого вопроса производилось на кафедре технологии машиностроения Московского станкоинструментального института и в Ленинградском политехническом институте под руководством А.П. Соколовского. Принято определять жесткость как отношение радиально составляющей усилия резания Рy, направленной по нормали к обработанной поверхности, к смещению (отжатию) в том же направлении.
![]() ,
( 2.32 )
,
( 2.32 )
где jc – жесткость системы, Н/м ( КГС/мм, КГС/мкм);
Рy – составляющая сила резания, направленная по нормали к обработанной поверхности, Н (КГС);
yc – отжатие системы, м, мм.
Жесткость может
быть выражена также отношением приращения
силы резания
![]() к приращению отжатия
к приращению отжатия
![]() .
.
Аналогично выражается жесткость и отдельных звеньев (элементов) упругой технологической системы – для суппорта (jсуп), передней бабки (jп.б.), задней бабки (jЗ.б.), приспособления (jпр.), инструмента (jи.), обрабатываемой заготовки (jд.) и станка (jст.).
Часто в технологических расчетах пользуются величиной податливости, определяемой как отжатие, вызываемое силой, равной единице, т.е. как величиной обратной жесткости
![]() ,
м/Н
(
,
м/Н
(
![]() ). ( 2.33 )
). ( 2.33 )
Соответственно,
отжатие системы СПИД и ее отдельных
звеньев можно определить как через
жесткость,
![]() так и через податливость,
так и через податливость,![]() .
.
Величины отжатия, жесткости и податливости системы СПИД определяются и через соответствующие величины отдельных звеньев упругой системы:
![]() ,
( 2.34 )
,
( 2.34 )
 ,
( 2.35)
,
( 2.35)
![]() ,
( 2.36 )
,
( 2.36 )
где yст ; yпр ; yи ; yд – соответственно отжатие станка, приспо- собления, инструмента и детали (заготовки);
Wст ; Wпр ; Wи ; Wд – соответственно, податливость приспособления, инструмента и детали (заготовки).
Формулами (2.34) – (2.36) пользуются в том случае, если жесткость системы СПИД не зависит от координаты обработки. Если же жесткость системы зависит от координаты обработки (обработка на токарных станках), тогда для определения жесткости, податливости и отжатия необходимо упругие деформации отдельных ее элементов привести к зоне обработки и просуммировать. Данный вопрос рассматривается ниже.
Необходимо отметить, что расчет жесткости системы по формуле (2.32) допускает неточность, т.к. на деформацию системы в направлении нормали к обработанной поверхности, кроме составляющей силы резания Рy, оказывают некоторое влияние и составляющие силы резания Рz и Px.
Для более точных
расчетов профессором Б.С. Балакшиным
предложено под жесткостью системы СПИД
понимать отношение эквивалентной силы
Рэ
к отжатию yc
в направлении
действия этой силы (по нормали к
обработанной поверхности -![]() ).
).
Под эквивалентной силой при токарной обработке понимается сила, направленная вдоль резца по нормали к обработанной поверхности, и момент ее равен сумме моментов всех действующих сил. Плечи сил определяются относительно мгновенного полюса поворота суппорта с резцом, положение которого зависит от величины и направления силы резания.