

2.13 Примеры определения погрешности базирования
При обработке цилиндрических деталей (валиков, втулок и др.), в частности, сверлении, фрезеровании часто базируются своими наружными поверхностями на опорные призмы, изготовляемые преимущественно с углом 900. При такой установке ось детали всегда находится в плоскости симметрии призмы, независимо от поля рассеяния диаметров заготовки. Расстояние центра детали от основания призмы будет изменяться на величину Еб в зависимости от отклонений в размерах диаметра детали, т.е. допуска на диаметр и величины угла призмы.
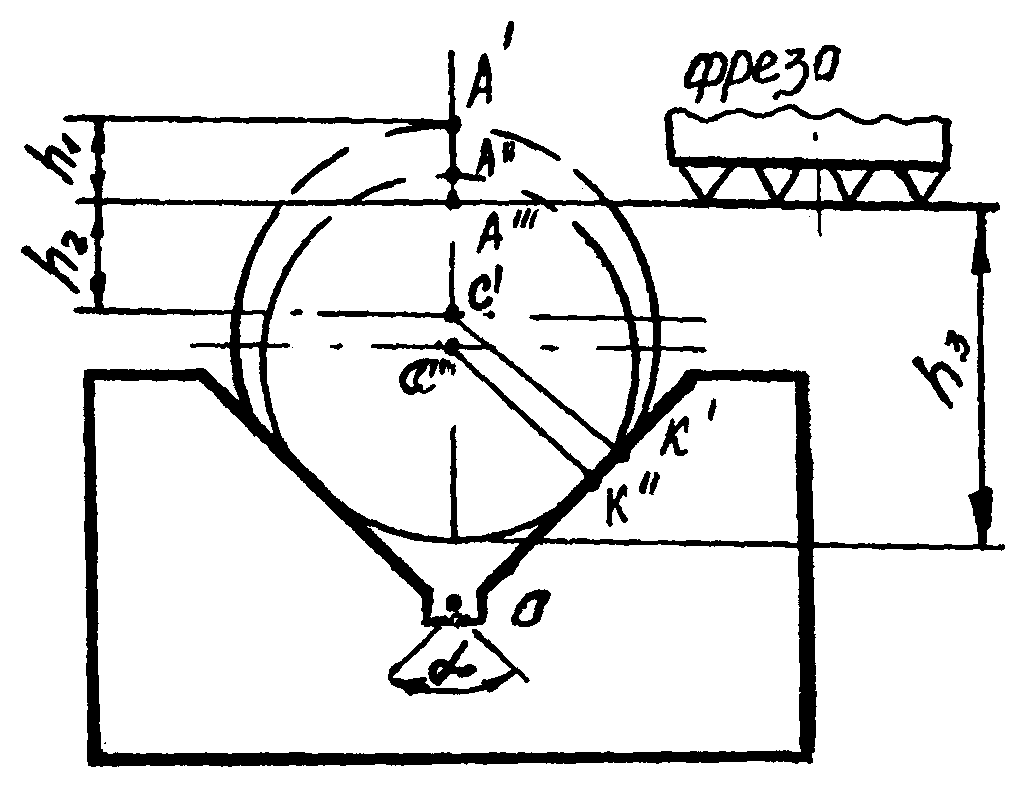
Рисунок 2.8 – Определение погрешности базирования
Рассмотрим погрешность базирования цилиндрической детали на призме при фрезеровании лыски. В равной степени это относится и к обработке шпоночного паза. Значение погрешности зависит от получаемого размера h1, h2 или h3 (рисунок 2.8). .
Заготовка представлена двумя окружностями: с наибольшим диаметром в партии и с наименьшим , и с осями соответственно в точках С' и С''. При получении размера h1 погрешность базирования равна разности предельных расстояний от измерительной базы (образующих А' и А'') до установленного на размер инструмента (точка А'''):
Δ Ебh1 = ОА΄ - ОА˝ ; (2.16)
![]()
 ;
(2.17)
;
(2.17)
по аналогии:
 .
(2.18)
.
(2.18)
Таким образом,
 ,
(2.19)
,
(2.19)
где IT - допуск на диаметральный размер заготовки;
- угол призмы.
Аналогично можно рассчитать погрешности и для размеров h2 и h3.

 (2.20)
(2.20)
Другой пример.

Рисунок 2.9 – Определение погрешности базирования
При обработке паза на глубину 10+0,36 устанавливаем заготовку на нижнюю поверхность В. Так как дно паза С связано размером 10+0,36 с поверхностью А, эта поверхность является для паза измерительной базой. В этом случае установочная база - поверхность В не совпадает с измерительной базой и не связана с ней размером при условии правильного взаимного расположения.
Поскольку при работе на настроенном станке расстояние от оси фрезы до плоскости стола сохраняется неизменным (К - const), а, следовательно, постоянен и размер «с», отсутствующий на чертеже, (рисунок 2.9), то размер глубины паза a = 10+0,36 мм не может быть выдержан, т.к. на его колебание непосредственно влияет погрешность размера b = 50-0,62 мм, выдерживаемого на предыдущей операции. Очевидно, что на операционном эскизе фрезерования паза в этом случае следует поставить технологический размер С, точность которого не зависит от предыдущей операции, а конструкторский размер а = 10+0,36 мм целесообразно с эскиза снять.
Расчет технологического размера С, а также нового технологического допуска размера b можно произвести исходя из размерной цепи.
C = b – a = 50 – 10 = 40 мм
Допуск размера «С» определяется из той же размерной цепи, в которой исходным размером является конструкторский размер, а =10+0,36, т.к. весь расчет производится на основании предпосылки, что размер «а» должен быть автоматически получен в пределах заданного конструкторского допуска при выполнении составляющих размеров цепи «b» и «с» в пределах установленных для них допусков. В соответствии с формулой: ITa = ITb – ITc, откуда ITc = ITa – ITb. Подставляя соответствующие значения, получаем ITc = 0,36 0,62 .
Так как с технологической точки зрения сложность выполнения размеров «b» и «с» одинакова, допуск размера «b» ужесточается до величины ITb = 0,18 мм равной половине допуска исходного размера а. В этом случае на технологический размер «с» можно назначить допуск, близкий установленному допуску размера «b».
Окончательный размер b назначается с допуском, равным ближайшему стандартному с сохранением установленного чертежом минусового отклонения поля допуска от номинала, т.е. b = 50-0,16 = 50h11.