

2. Гипс
Гипс — быстротвердеющее и быстросхватывающее-ся воздушное вяжущее. Гипсовые вяжущие вещества подразделяются на строительный и высокопрочный гипс и ангидритовое вяжущее Гипсовые вяжущие вещества изготовляют из гипсового камня представляющего собой в основном двуводный гипс CaS04x2H20 ангидрита CaSC>4 и некоторых отходов химической промышленности, содержащих преимущественно двуводный или безводный сульфат кальция. В природном гипсе обычно присутствуют примеси глины, песка, известняка и некоторых других веществ. Повышенное количество примесей снижает качество строительного гипса. Особенно недопустимо содержание примесей в сырье для производства формовочного, технического и медицинского гипса.
Строительный гипс получают термической обработкой природного гипса по реакции CaS04xH20 —* —>CaSO4x0,5H2O + 1,5Н20. Эта реакция протекает сравнительно быстро при температур 140-И90 °С.
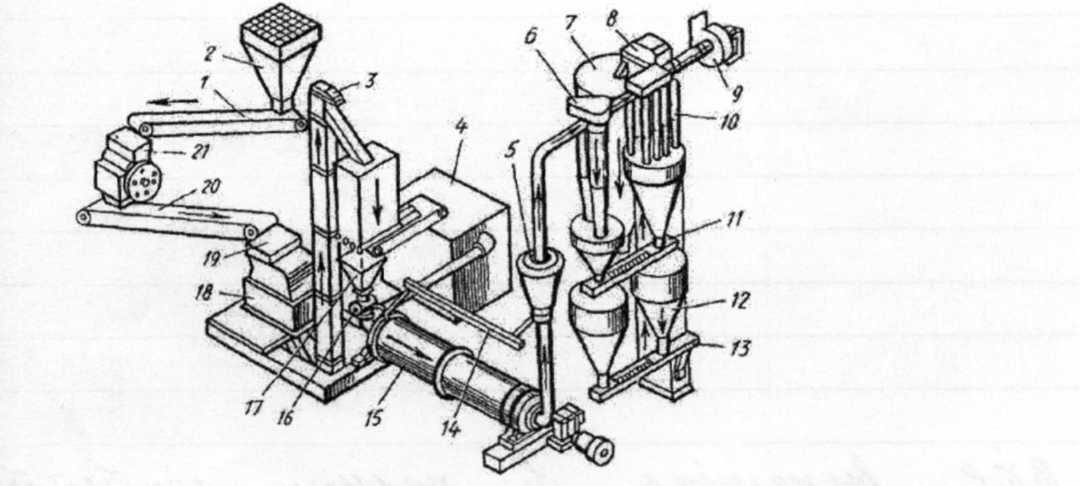
Известно несколько способов производства строительного гипса, различающихся методом обжига. Гипс можно обжигать в шахтных, кольцевых, камерных и вращающихся печах (рис. 2) с последующим измельчением продукта обжига; в варочных котлах с предварительным помолом гипсового камня; одновременно с помолом в одном аппарате (рис. 3). Наиболее совершенным способом получения строительного гипса является способ совмещенного помола и обжига гипсового камня, позволяющий широко механизировать производственный процесс.
Марки гипсовых
вяжущих (ГВ) различают в зависимости
от предела прочности на сжатие (осж)
половинок стандартных балочек
размером 40x40x160 мм в возрасте 2 ч после
их испытания на изгиб (аизг)
(табл. 5.1). Прочность гипсовой отливки в
воздушно-сухом состоянии увеличивается
примерно вдвое.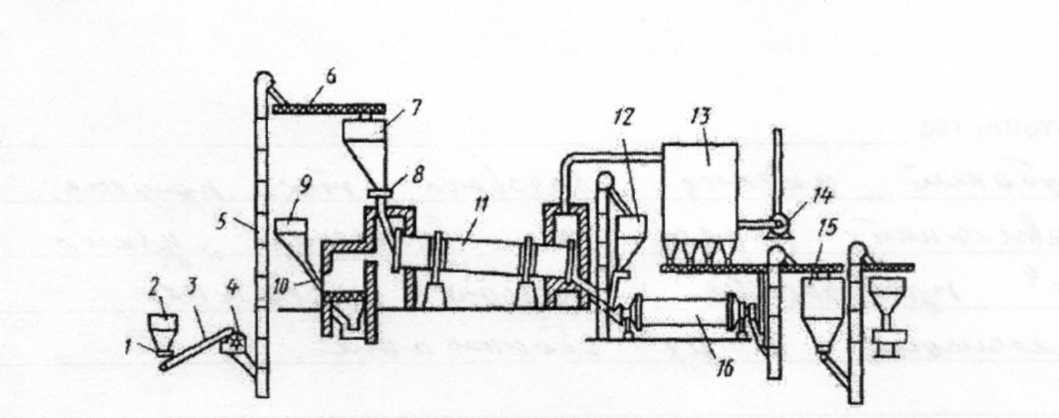
1 - лотковый питатель; 2 - бункер гипсового камни; 2 - ленточный транспортер; 4 - молотковая дробилка; 5 - элеватор; 6 - шнеки; 7 - бункер гипсового щебня; 8 - тарельчатые питатели; 9 - бункер угля; 10 - тонка; 11 - вращающаяся печь типа сушильного барабана; 12 - бункер обожженного щебня; 13 -пылеосадительная камера; 14 - вентилятор; 15 - бункер готового гипса; 16 - шаровая мельница Рис. 2 Схема производства строительного гипса с применением вращающихся печей:
1 - питатель; 2 - бункер; 3 - элеватор; 4 - подтопок; 5 - проходной сепаратор; 6, 10 - пылеосадительные устройства; 7 - бункер готовой продукции; 8 - элеватор; 9 - вентилятор; 11, 13 - винтовые конвейеры; 12 - бункер; 14 - аэрожелоб; 15 - трубная мельница; 16 - питатель; 17 - расходный бункер; 18 - молотковая дробилка; 19 - приемное устройство; 20 - питатель; 21 -щековая дробилка
Рис. 3 Схема совмещенного помола и обжига гипса:
Таблица 3. Марка гипсовых вяжущих в зависимости от
оИзг и асж
Марка |
0"изг |
|
Марка |
0"изг |
0~сж |
Г-2 |
1,2 |
2 |
Г-10 |
4,5 |
10 |
Г-3 |
• 1,8 |
з |
Г-13 |
5,5 |
13 |
Г-4 |
2 |
4 |
Г-16 |
6 |
16 |
Г-5 |
2,5 |
5 |
[Г-19 |
6,5 |
19 |
Г-6 |
3 |
6 |
1Г-11 |
7 |
22 |
Г-7 |
3,5 |
7 |
Г-25 |
8 |
25 |
В зависимости от сроков схватывания ГВ различают по индексам.
Таблица 4 Характеристика гипсовых вяжущих по срокам схватывания_
Вид ГВ |
Индекс |
Сроки схватывания, мин |
Быстротвердеющие |
А |
2...15 |
Нормальнотвердеющие |
Б |
6...30 |
Медленнотвердеющие |
В |
Не менее 20 |
В зависимости от степени помола различают ГВ грубого помола при максимальном остатке на сите с сеткой № 02 — 23 %, среднего помола — до 14 % и тонкого помола — до 2%.
ГВ, применяемые для изготовления строительных изделий и производства строительных работ, должны быть марки не ниже Г-5 и при просеивании через сито с сеткой № 02 иметь остаток не более 12 %. Для изготовления гипсовых строительных изделий рекомендуются ГВ марок Г-2...Г-7 всех сроков схватывания и степени помола; для тонкостенных изделий и декоративных деталей - тех же марок, кроме медленнотвердеющих ГВ грубого помола; для производства штукатурных работ, заделки швов и специальных целей - Г-2 - Г-25 нормального и медленного твердения, среднего и тонкого помола.
Строительный гипс получают нагреванием природного гипса при нормальном давлении. При этих условиях образуется (3-модификация полуводного гипса, обладающая повышенной водопотребностью при затворении (водой 60-5-80%). По этой причине затвердевший гипсовый камень имеет высокую пористость и низкую прочность. При нагревании же двуводного гипса под давлением получают полуводный гипс в виде а-модификации (a-CaSC>4 х0,5Н2О), которая образуется в форме коротких плотных кристаллов с несколько большей плотностью и имеет значительно меньшую водопотребность при затворении (40-=-45 % воды), что позволяет получать затвердевший гипсовый камень с большими плотностью и прочностью.
Высокопрочным называют гипс, полученный при термической обработке двуводного гипса, насыщенного паром под давлением не более 0,13 МПа, что соответствует температуре пара 124 °С с последующей сушкой.
Марку высокопрочного гипса определяют на образцах из гипсового теста нормальной густоты, испытанных в возрасте 7 сут в сухом состоянии. По пределу прочности при сжатии высокопрочный гипс имеет марки: 200, 250, 300, 350, 400, 450 и 500.
Разработан также автоклавный способ получения высокопрочного вяжущего марок 600-5-700, которое названо супергипсом. Он состоит из а-модификации полуводного гипса и характеризуется следующими показателями: нормальная водопотребность - 24-5-26 %; начало схватывания -5-5-8 мин; конец схватывания - 9-5-12 мин.
В отличие от ряда других вяжущих веществ гипс при твердении увеличивается в объеме примерно на 1 %, что является ценным его свойством при изготовлении строительных деталей отливкой в формы. Строительный и высокопрочный гипсы не являются водостойкими материалами. Однако защищенный от атмосферных осадков и сырости затвердевший гипсовый камень вполне долговечен. Водостойкость гипса можно повысить добавкой некоторых веществ, например при совместном посоле гипса с доменными гранулированными шлаками и известью.
Для замедления схватывания гипсовых вяжущих применяют в основном добавки органического происхождения, а также отходы кожевенной промышленности -сливные и гидропрессовые отработанные дубильные растворы.