

Сводная ведомость объемов арматурных работ по изготовлению пространственных каркасов доборных лотков л25д-1
№ п/п |
Наименование арматурного каркаса |
Эскиз каркаса или элемента |
Количество арматурных элементов в каркасе, шт |
Потребное количество арматурных каркасов или элементов в сутки, шт., м.п., т. |
Вид технологических операций. |
Суточная потребность в операции, шт., м.п., т. |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
1 |
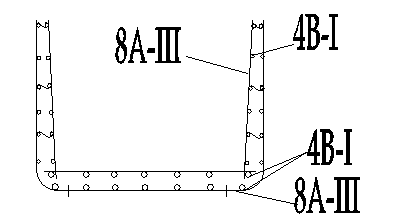
Объемный каркас лотка |
|
1 |
80 шт. |
Сварка объемного каркаса |
80 шт. |
2 |
Сетка С-1 |
|
1 |
80 шт. |
Гибка сеток |
80∙2=160 гибов |
3 |
Сетка С-1 |
|
1 |
80 шт. |
Сварка сетки С-1 внахлестку 150 мм из 2х сеток |
80∙2,16:4= 43,2 м.п. |
4 |
Сетка С-2 |
|
1 |
80 шт. |
Сварка сеток |
80∙1,4= 112 м.п. |
5 |
Сетка С-3 |
|
2 |
160 шт. |
Сварка сеток |
160∙1,3= 208 м.п. |
6 |
Шпильки |
|
6 |
480 шт. |
Гибка шпилек |
480 шт. |
7 |
Петли |
|
4 |
320 шт. |
Гибка петель |
320 шт. |






Ведомость подбора оборудования для арматурных работ
№ п/п |
Вид операции |
Единицы измерения, шт., м.п., т. |
Суммар ная суточная потре- бность в операции |
Диаметры соединяе- мых стержней, мм. |
Необходимое оборудование |
|||
Марка машины или станка |
Суточная производи-тельность шт., м.п., т. |
Расчетное коли- чество машин, шт. |
Приня тое коли чество машин шт. |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Для лотка |
||||||||
1 |
Сварка объемного каркаса |
шт. |
80 |
8 AIII 6 AIII 4 B I |
Кондуктор сварочный с 2 клещами К-243В |
12 каркасов/ час 12∙8=96 каркасов |
80/96=0,83 |
1 |
2 |
Гибка сетки С-1 |
Гибка |
160 |
8 AIII 4 BI |
Станок для сгибания сварных сеток СМЖ-353 в исполнении II |
30 гибов в час 30∙8=240 гибов в смену |
160/240=0,67 |
1 |
3 |
Сварка плоских сеток |
м.п |
27+70+130= 227 |
8 AIII 6 AIII 4 B I |
Многоточечная сварочная машина АТМС 14*75-9 |
3 м/мин 180∙2=360 м/мин 360∙8= 2880м/см |
227/2880=0.08 |
1 |
4 |
Изготовление петель и шпилек |
шт. |
480+320=800 |
10 AI 6 AI |
СМЖ-212 |
300 эл/ч 300∙8=2400 эл/см |
800/2400=0,33 |
1 |
Для колонны |
||||||||
1 |
Комплектация пространственного каркаса закладны ми деталями |
шт. |
140 |
25 АIII |
Аппарат дуговой сварки со сварочным трансформатором ТД-500 |
12 каркасов/ час 12∙8=96 каркасов |
140/96=1,46 |
2 |
2 |
Сварка объемных каркасов |
шт. |
140 |
25 AIII 6 AIII 8 AI |
Кондуктор сварочный с клещами К-243В |
9 каркасов/ч 9∙8=72 кар/см |
140/72=1,94 |
2 |
3 |
Сварка плоских каркасов |
м.п. |
963,2 |
25 AIII 6 AIII |
МТМК-3х100 |
180 м/ч 1440 м/см |
963,2/1440= 0,67
|
1 |
4 |
Стыковая сварка стержней |
стыки |
214 |
25 AIII |
МС-1602 |
40 ст/ч 320 ст/см |
214/320= 0,67 |
1 |
5 |
Правка и резка |
м.п. |
392+84+94,2+ 1960= 2530,2 |
8 AI |
СМЖ-192 |
1800 м/ч 14400 м/см |
2530,2/ 14400=0,176 |
1 |
6 |
Правка и резка |
м.п. |
1568+56=1624 |
6 AIII 10 AIII |
ИО-35Е |
2400 м/ч 19200 м/см |
1624/19200 |
1 |
7 |
Резка прутков |
резы |
280+280+2240/5+ 5600/5+ 140= 2268 |
25 AIII 22 AIII 6 AIII 10 AIII |
СМЖ-322 |
600 р/ч 4800 р/см |
2268/4800= 0,47 |
1 |
8 |
Резка пластин |
рез |
140+140=280 |
Δ=12мм Δ=16мм
|
НБ-633 |
120 р/ч 960 р/см |
280/960=0,3
|
1 |
9 |
Сварка сеток в блок |
блок |
140 |
8 AI 10 AIII |
МТПП-75 |
18 блок/ч 144 блок/см |
140/144= 0,97 |
1 |
10 |
Приварка недостающих прутков |
точки |
2∙5∙140=1400 |
8 АI |
МТ-1206 |
70 точек/мин 33600 точек/см |
1400/33600=0,04 |
1 |
11 |
Сварка сеток С-1’ |
м.п. |
196 |
8 АI |
МТМК-3х100 |
3 м/мин 1440 м/см |
196/1440= 0,14 |
1 |
12 |
Сварка каркаса консоли |
точек |
800 |
22 AIII 10 AIII |
МТ-1606 |
4200 точек/ч 33600 точек/см |
800/33600= 0,02 |
1 |
13 |
Изготовление петель и анкеров |
шт. |
280+280= 560 |
16 AI 6 AI |
СМЖ 212 |
450 шт/ч 3600 шт/см |
560/3600= 0,16
|
1 |
14 |
Сверление отверстий в пластинах |
отв. |
1120 |
- |
Сверлильный станок |
70 отв/ч 560 отв/см |
1120/560=2
|
2 |
15 |
Пескоструйная обработка |
м 2 |
8,3 м2 23,22 м2 |
δ=16 мм δ=12 мм |
Аппарат пескоструйной обработки |
32 м2/см |
31,52/32= 0,985 |
1 |
16 |
маталлизация |
м2 |
3,87 23,22 м2 |
δ=16 мм δ=12 мм |
ЭМ-1 |
32 м2/см |
31,52/32= 0,985 |
1 |
17 |
Приварка анкеров под слоем флюса |
точек |
400 |
6 AI |
АДФ-2001 |
200∙8=1600 |
400/1600= 0,25 |
1 |
Требуемое оборудование в цеху
№ п/п |
Наименование оборудования |
Кол-во |
1 |
Аппарат дуговой сварки со сварочным трансформатором ТД-500 |
2 |
2 |
Сварочный кондуктор с клещами К-243В |
3 |
3 |
МТМК 3×100 |
2 |
4 |
МТПП-75 |
1 |
5 |
МС-1602 |
1 |
6 |
СМЖ-192 |
1 |
7 |
ИО-35Е |
1 |
8 |
НБ-633 |
1 |
9 |
АДФ 2001 |
1 |
10 |
МТ-1606 |
1 |
11 |
СМЖ-322 |
1 |
12 |
СМЖ-212 |
2 |
13 |
Пескоструйный пистолет |
1 |
14 |
ЭМ-1 |
1 |
15 |
Сверлильный станок |
2 |
16 |
СМЖ-353 II |
1 |
17 |
АТМС 14*75-9 |
1 |
18 |
МТ-1206 |
1 |