

Рассмотрим главные углы сверла
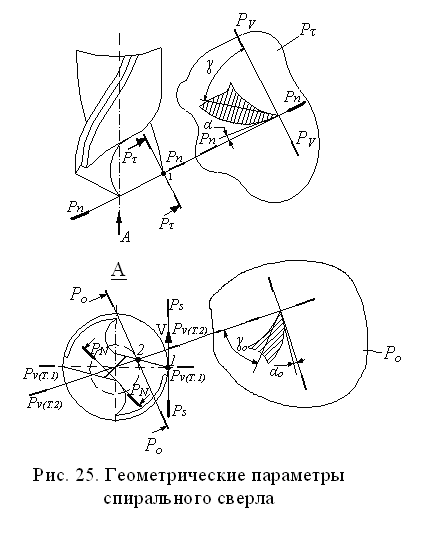
Рис.10 Геометрические параметры сверла
-передний
угол, измеряется в главной секущей
плоскости и является переменной величиной
по длине режущей кромки. Передний угол
– угол, заключенный между касательной
к передней поверхности в рассматриваемой
точке режущей кромки и плоскостью
резания. В отличие от резцов передний
угол на чертежах сверл не проставляют,
так как форму и положение передней
поверхности определяют шаг и угол
наклона винтовой канавки. На рис. 11
показана развертка винтовой линии на
плоскость. Передний угол в плоскости
параллельной оси сверла ох
равен углу наклона в интовой
линии х.
интовой
линии х.
Рис.11 Развёртка винтовой линии
канавки сверла на плоскость
Из рис.11 следует:
![]() ,
,
где Н – шаг винтовой линии. Шаг винтовой линии является величиной постоянной и независящей от диаметра сверла и равен:
 .
.
Подставляя величину Н в выражение для определения угла γо получим:

Отсюда следует, что для спиральных сверл с увеличением диаметра (по длине режущей кромки) угол 0 возрастет. Передний угол в главной секущей плоскости определяется как
![]()
и так же будет увеличиваться к периферии сверла.
- главный задний угол измеряется в главной секущей плоскости, но при существующих средствах его измерения и контроля он задается в плоскости параллельной оси сверла. Главный задний угол αо - это угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной к образующей цилиндра, образующегося при вращении данной точки вокруг оси сверла. Для определения главного угла в главной секущей плоскости делают перерасчет по формуле:
![]() .
.
Главный задний угол образуется путем заточки сверла по задней поверхности. Угол специально уменьшают к периферии (путем заточки сверла) для обеспечения равнопрочного режущего клина (=сonst) по всей длине режущей кромки.
Рассмотрим геометрию резца на поперечной кромке. Для этого рассмотрим поперечную кромку плоскостью PN – PN (рис.12), перпендикулярную к ней.
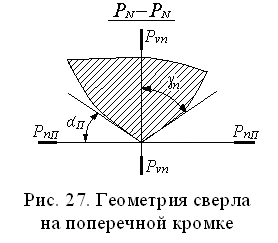
Как
видно из рис.12 передний угол на поперечной
кромке
![]() является отрицательным, поэтому
поперечная кромка не режет, а сминает
металл.
является отрицательным, поэтому
поперечная кромка не режет, а сминает
металл.
Рис.12 Геометрия сверла
на поперечной кромке
Геометрические параметры и конструкция цилиндрической фрезы представлены на рис.13.
К конструктивным элементам фрезы относятся: длина L и диаметр D фрезы, количество зубьев, форма стружечной канавки.
Геометрические параметры фрезы: угол наклона винтовой канавки , передний угол , главный задний угол .
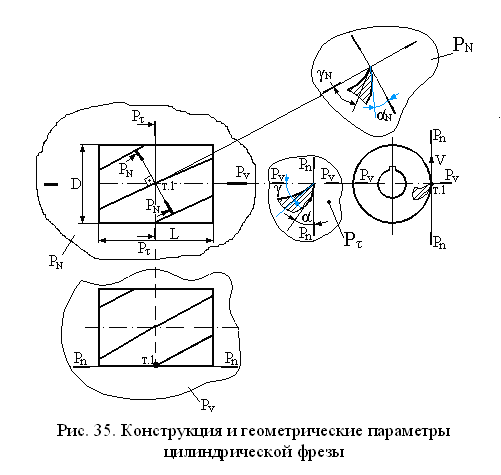
Рис.13 Конструкция и геометрические параметры
цилиндрической фрезы
Для удобства заточки и контроля переднего угла его лучше задавать в плоскости PN, проходящей перпендикулярно главной режущей кромке фрезы.
N – угол между касательной к передней поверхности и нормалью к плоскости, касательной к цилиндрической поверхности фрезы.
Между
передним углом
![]() ,
главным задним углом
,
главным задним углом
![]() и углами в плоскости РN
и углами в плоскости РN
![]() и
и
![]() имеется следующие соотношения:
имеется следующие соотношения:
![]()
![]() .
.
ИЗМЕНЕНИЕ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Изменение углов резца в зависимости от положения его вершины относительно оси центров
Как уже было сказано выше, изменение углов резца при установке его на станок рассматривают в статической системе координат.
Рассмотрим
случай, когда вершина резца расположена
ниже оси центров на величину h
(рис.14), а углы l
и j
равны нулю. При расположении вершины
резца по центру заготовки передний и
главный задний углы соответственно
равны
![]() и
и
![]() .
Если вершину резца опустить ниже оси
заготовки на величину h,
то статическая система координат
повернется на угол μ и углы будут
соответственно равны
.
Если вершину резца опустить ниже оси
заготовки на величину h,
то статическая система координат
повернется на угол μ и углы будут
соответственно равны
![]() и
и
![]() .
.
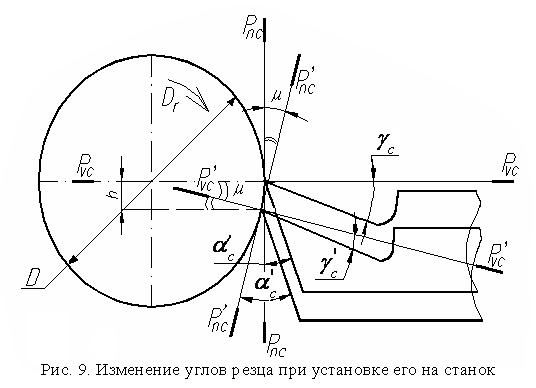
Рис.14 Изменение углов резца при установке его на станок
Из
рисунка видно, что угол
![]() уменьшился, а угол
уменьшился, а угол
![]() увеличился на величину угла μ.
Соответственно углы
и
будут равны:
увеличился на величину угла μ.
Соответственно углы
и
будут равны:
Если
угол
![]() будет отличен от нуля (j¹0),
угол
будет отличен от нуля (j¹0),
угол
![]() можно найти как
можно найти как
![]() Тогда
Тогда
 .
.
Если вершина резца будет расположена выше оси центров, знаки в формулах для определения углов и меняются на противоположные.
Кинематическое изменение углов резца