

Вопрос 97
Расточка шатунов и вкладышей автотракторных двигателей.
Ремонт верхних головок шатунов и их втулок :
-выпрессовывают изношенные втулки, если они не пригодны под увеличенные размеры поршневых пальцев или ослаблена посадка;
-проверять техническое состояние под втулки и в зависимости от диаметра, состояние отверстия шатуны передают на сборку или расточку. Овальность и конусность допускается без ремонта до 0,05 мм;
-растачивают отверстие верхней головки шатуна на станке УРБ-ВПМ.
-в подготовленное отверстие запрессовывают ремонтную втулку и растачивают ее под номинальный размер. Запрессованную втулку располагают симметрично относительной верхней головки шатуна.
- расточку втулок верхних головок ведут при 975 об/мин шпинделя ,овальность и конусность не более 0,01 мм.
Для увеличения износостойкости втулку после расточки можно раскатывать. В этом случае износостойкость увеличивается в 50%.
Расточка шатунных вкладышей , бывших в употреблении.
Расточку производят: -промывают их диз топливом в ванне для расконсервации детали при температуре от 70 до 80 град в теч 3-5 мин с последующей промывкой в горячей воде.
- на поверхности антифрикционного слоя не должно быть задиров глубиной более 0,3 мм.
-измеряют вкладыши по толщине и подбирают их для расточки в соответствии с допол. ремонтными размерами.
-
для расточки шатунных вкладышей
применяются станок УРБ-ВПМ. Собранный
шатун ставят на призму каретки , а нижнюю
ее головку опирают на выдвижной шток и
фиксируют. 1-резец,2-микрометр,3-резцовая
головка,4-установочная призма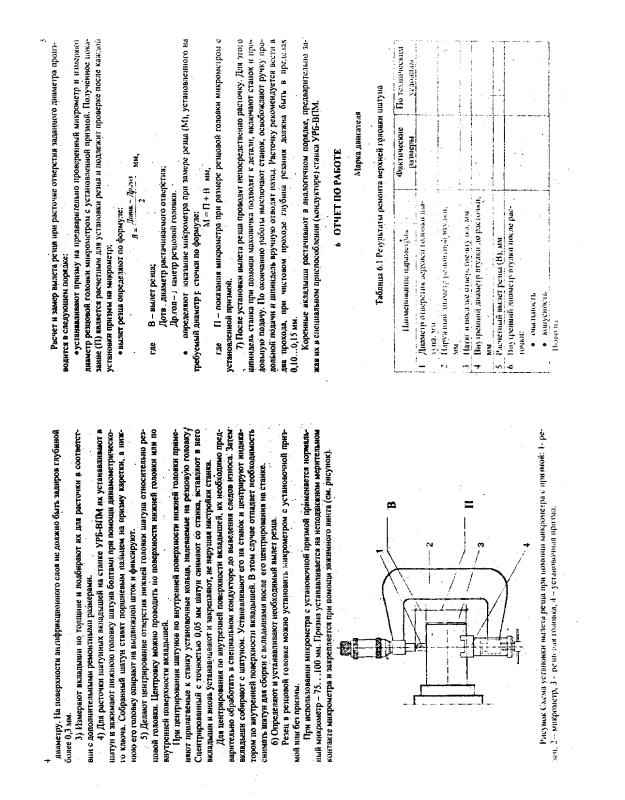
Вопрос 98
5.2 Ремонт корпуса и крышки
При наличии трещин в стенках или обломах лапок крепления корпус
выбраковывают.
Задиры, забоины на поверхностях обнаруживают внешним осмотром. Износ
посадочных мест измеряют линейными приборами. Поврежденные места зачищают шабером и шлифовальной шкуркой.
Износ резьбы в отверстиях определяют внешним осмотром и проверяют
новым винтом. Дефекты устраняют путем нарезания новой резьбы.
Износ контактов прерывателя обнаруживают внешним осмотром.
Допустимая толщина контакта 0,6 мм. Изношенные контакты удаляют и
припаивают новый вольфрамовый контакт.
Обгорание контактов устраняют зачисткой поверхности контакта стеклянной шкуркой зернистостью 140…170 с последующей протиркой замшей, смоченной в бензине.
Высота пяточки подушки рычага прерывателя должна быть не менее 3 мм.
Изношенную подушку удаляют – спиливают заклепки крепления ее к рычагу и заменят новой.
5.3 Ремонт ротора
Ротор выбраковывают при выпадении листов трансформаторной стали.
Изношенную шпоночную канавку заваривают, а затем нарезают новую. Износ шеек вала устраняют накаткой или осталиванием с последующим шлифованием под номинальный размер. Шейки шлифуют, установив ротор в центрах станка. Перед механической обработкой ротор размагничивают. Шероховатость поверхности должна быть не ниже Ra 0,4, а биение шеек вала относительно оси вала не более 0,05 мм.
Биение вала контролируют индикатором часового типа, установив его в
универсальный штатив 12 СТ. Погнутый вал устанавливают опорами в призмы и правят ударами молотка с медными байками. После оправки ротор намагничивают.
Изношенный кулачок шлифуют на станке типа 3М 882 с сохранением
требуемого профиля, диаметр кулачка контролируют микрометром.
Намагниченность ротора измеряют магнитометром типа МД-4.