

91. Восстановление гильз цилиндров автотракторных двигателей
Гильзы цилиндров изнашиваются, в основном, в зоне перемещения поршневых колец («зеркала гильзы»). Максимальная величина износа приходится на участок расположения верхнего компрессионного кольца при положении поршня в верхней«мертвой» точке (ВМТ). Рабочая поверхность цилиндра в поперечном сечении приобретает форму овала с большой осью в плоскости качения шатуна, а по высоте –форму конуса, обращенного вершиной вниз.
При небольших износах гильзы восстанавливают путем их растачивания на уве-личенный ремонтный размер с последующим хонингованием. С этой целью для гильз цилиндров тракторных двигателей установлен обычно один ремонтный раз-
мер (увеличенный на 0,7 мм). Для цилиндров автомобильных двигателей принято большее число ремонтных размеров с интервалом 0,2…0,5 мм. Промышленностью выпускаются ремонтные поршни и кольца, соответствующие принятым ремонтнымразмерам гильз.Гильзы цилиндров, изношенные более последнего ремонтного размера, восста-навливают различными способами: гильзованием (запрессовка в цилиндр специаль-ной тонкостенной гильзы), пластинированием (запрессовка свернутой в кольцо
стальной ленты), осталиванием, термоциклированием (термопластическим обжати-ем), индукционной центробежной наплавкой и другими методами наращивания изношенных поверхностей. Восстановленные гильзы цилиндров растачивают и хонингуют под номинальный размер.
Установка для растачивания гильз цилиндров
1) Проводится микрометражное измерение внутреннего диаметра гильз ци-
линдров. Диаметр каждой гильзы измеряется в двух взаимно-перпендикулярных
плоскостях (А, В) и четырех сечениях. Первое сечение принимается по верхней
кромке цилиндра, второе – в месте максимального износа (для тракторных гильз на
расстоянии 20..25 мм от верхней кромки, автомобильных – 5…10 мм). Данные заме-
ров заносятся в микрометражную карту (таблица 7.1).
2) По данным измерений находится место максимального износа, по которо-
му определяется расчетный размер для расточки (Драсч):
Драсч = Дмакс. + ( а + в ) мм,
где Дмакс. – диаметр гильзы в месте максимального износа, мм;
а, в – припуски на расточку и хонингование (на диаметр), соответственно, мм.
Для чугунных гильз рекомендуется принимать а = 0,05…0,10 мм, в = 0,02…0,08
мм.
3) Из альбомов технических требований на капитальный ремонт двигателя
принимается стандартный ремонтный размер (Дрем) для расточки гильз цилиндров,
равный Драсч. или ближайший больший. Растачивание гильз цилиндров
1) Перед расточкой установка предварительно крепится на блок двигателя
над растачиваемой гильзой при помощи переходных опор и стяжного болта через
соседний цилиндр (см. рисунок 3).
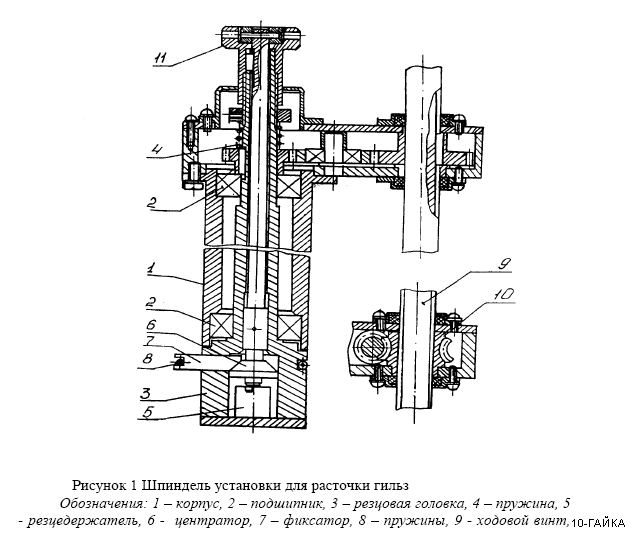
2) Проводится центровка шпинделя. Для этого необходимо вращением по ча-
совой стрелке завернуть гайку 11 (см. рисунок 1) и нажимом на конец центратора 6
опустить его до отказа.
В отверстия головки шпинделя установить три фиксатора 7 одного из
комплектов в зависимости от диаметра растачиваемого цилиндра, затем в канавки
фиксаторов установить кольцевую пружину 8.
Ручной подачей опустить шпиндель в растачиваемый цилиндр до ввода фик-
саторов в его верхнюю (неизношенную) часть. Вращением гайки 11 против часовой
стрелки поднять центратор 6 до упора фиксаторов 7 в стенки цилиндра, после чего
установку окончательно закрепить на блоке. Крепление установки производить
осторожно, чтобы не сбить центровку. Затем освободить фиксаторы опусканием
центратора как указано выше и поднять шпиндель в первоначальное положение.
Установка для хонингования гильз цилиндров
Хонингование гильз цилиндров
1) Перед хонингованием в гильзу вводится хонголовка и установка крепится
на блок двигателя над обрабатываемой гильзой при помощи переходных опор и
стяжного болта через соседний цилиндр (см. рисунок 3).
2) В зависимости от диаметра отверстия и материала гильзы по справочным
таблицам подбираются необходимые параметры хонинговальных брусков для чер-
новой и чистовой обработки (см. приложение А).
3) При помощи стопорных колец устанавливается ход хонинговальной голов-
ки с таким расчетом, чтобы выход брусков за пределы обрабатываемого отверстия
в верхнем и нижнем положениях был не более 1/3 длины бруска во избежание об-
разования корсетной формы гильзы и не менее 1/4 длины во избежание бочкообраз-
ности.
4) На хонголовку устанавливается комплект колодок для черновой обработки,
производится настройка по диаметру, включается питание станка и производится
черновое хонингование гильзы цилиндров до снятия 0,7…0,8 общего припуска.
5) После черновой обработки устанавливается комплект колодок для чисто-
вой обработки и производится чистовое хонингование гильзы цилиндров до получе-
ния необходимого размера.
6) Оценивается качество обработки гильз цилиндров путем контрольного из-
мерения полученных размеров и сравнивания поверхности с эталонами шероховато-
сти (см. приложение Б).
Примечание: В процессе хонингования необходимо зону обработки обильно
смачивать керосином.
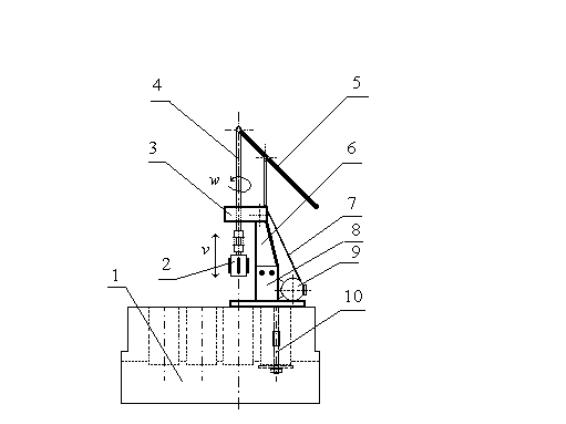
Рисунок 2 Установка для хонингования гильз
Обозначения: 1 – блок гильз цилиндров, 2 – хонинговальная головка, 3 –
редуктор шпинделя, 4 – шпиндель, 5 – система рычагов, 6 - стойка, 7 – ременная
передача, 8 –– пульт управления, 9 - электродвигатель, 10 – стяжной болт.