

Кафедра: Технологическое проектирование
КУРСОВОЙ ПРОЕКТ
По дисциплине: «Технология литейного и сварочного производства»
На тему: Разработать технологию изготовления отливки «Рычаг»
Руководитель
Студент
РЕФЕРАТ
ЛИТЕЙНАЯ ФОРМА, ФОРМОВКА, ОПОКА, ЛИТНИКОВО-ПИТАЮЩАЯ СИСТЕМА, МОДЕЛЬНАЯ ОСНАСТКА, АЛЬФА-СЕТ, МОДЕЛЬНАЯ ПЛИТА.
Цель работы: Разработать технологию изготовления отливки “Рычаг”. Рассчитать припуски на механическую обработку. Выбрать тип литниково-питающей системы и рассчитать все элементы ЛПС. Спроектировать модельную оснастку.
Содержание
ВВЕДЕНИЕ 4
Анализ конструкции литой детали 5
Выбор материала отливки 6
Обоснование способа получения отливки 7
Оценка технологичности литой детали. Определение группы сложности 8
Выбор положения отливки в форме 14
Число и конструкция стержней 15
Определение количества отливок в форме. Определение размеров опок 16
Назначение припусков на механическую обработку, определение формовочных уклонов 17
Выбор типа литниково-питающей системы. Расчет всех элементов ЛПС 19
Разработка конструкции модельной оснастки. Конструкция стержневого ящика 23
Технологический процесс изготовления форм и стержней. 26
Метод изготовления форм и стержней. Выбор технологического оборудования. 26
Состав формовочных и стержневых смесей, свойства смесей 32
Приготовление формовочных и стержневых смесей 33
Упрочнение форм и стержней 34
Заливка форм: определение температуры заливки; выбор ковша 35
Расчет продолжительности затвердевания и выдержки отливки в форме 36
Заключительные операции 37
Контроль качества отливок 39
Список литературы 41
Введение
Значение литейного производства в народном хозяйстве чрезвычайно велико; почти все машины и приборы имеют литейные детали.
Литье является одним из старейших способов, которым еще в древности пользовались для производства металлических изделий: в начале из меди и бронзы, а затем из чугуна, а позже из стали и других сплавов.
Основными процессами литейного производства являются: плавка металла, изготовление форм, заливка металла и охлаждение, выбивка, очистка, обрубка отливок, термическая обработка и контроль качества обработки.
Основной способ изготовления отливок - литье в песчаные формы, в который получают около 80% отливок. Однако точность и шероховатость поверхности отливок, полученных в песчаных формах, во многих случаях не удовлетворяют требованиям современного машиностроения.
Литейное производство позволяет получить заготовки сложной конфигурации с минимальными припусками на обработку резанием и с хорошими механическими свойствами. Технологический процесс изготовления механизирован и автоматизирован, что снижает стоимость литых заготовок. Достижения современной науки во многих случаях позволяют коренным образом изменить технологический процесс, резко увеличить новые высокопроизводительные машины и автоматы. Что в конечном счете помогает улучшить качество продукции и повысить эффективность производства.
Анализ конструкции литой детали
Деталь «Рычаг» представляет собой цилиндр, от боковой поверхности которого отходят две «полочки», заканчивающиеся скруглением радиусом 55 мм, с другой стороны два выступа, скругленные радиусом 40мм. Цилиндр имеет сквозное отверстие диаметром 120 мм. Толщина «полочек» составляет 25 мм, расстояние между ними 110 мм. На «полочках» имеются отверстия диаметром 40 мм - на верхней, и диаметром 55 мм – на нижней, расположенные симметрично. На выступах имеется по 2 отверстия диаметром 35мм, расстояние между которыми 90 мм. Расстояние между выступами 10 мм. Габаритные размеры детали 455×200×180 мм. Литая деталь «Рычаг» представлена на рисунке 1.
Литая деталь «Рычаг»
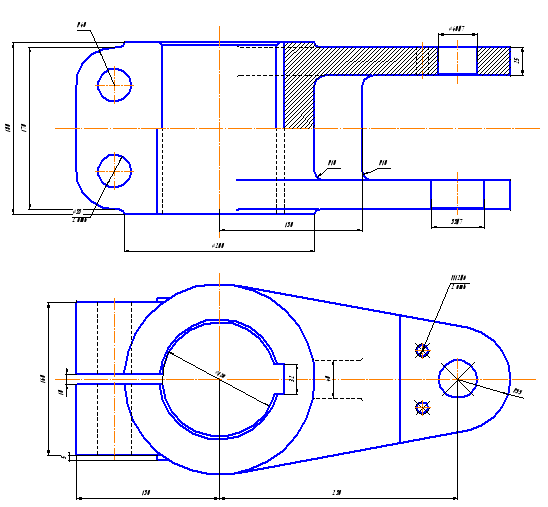
Рис. 1.