

УДК 621.74.04 (075)
Орловский Э.П., Журавлёва Л.Н. Литейное производство: Учебное пособие. - М: ГОУ ВПО МГТУ «СТАНКИН», 2009 - 83с.
В учебном пособии приводятся сведения по основным, наиболее широко применяемым, технологическим процессам литья, даны их область применения, достоинства и недостатки.
Пособие предназначено для обеспечения необходимого уровня подготовки студентов всех специальностей, изучающих курс «Технологические процессы в машиностроении», а также может быть полезно студентам, изучающим курс «Технологические процессы литья и сварки».
Илл. 31. Табл. 1, Библ. 20 назв.
ГОУ ВПО МГТУ «СТАНКИН», 2009
СОДЕРЖАНИЕ Стр.
ВВЕДЕНИЕ……………………………………………………………………………5
ЧАСТЬ ПЕРВАЯ. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ……………………………..5
1.ОБЩАЯ ХАРАКТЕРИСТИКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ЛИТЬЯ……5
1.1.Сущность процесса литья ……………………………………..6
1.2.Схема литейного производства ……………………………………..7
1.3.Классификация литейных форм ……………………………………..8
1.4.Классификация процессов литья …………………………………….13
1.5.Чертеж отливки …………………………………….13
2.ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЛИТЬЯ В ПЕСЧАНО-ГЛИНИСТЫЕ ФОРМЫ..17
2.1.Устройство песчаной формы…. …………………………………………………….17
2.2.Схема технологического процесса ……………………………………23
2.3.Технологическая оснастка ……………………………………23
2.4.Плавка металла, заливка форм, затвердевание и охлаждение
отливки в форме………………………………………………………………..…………26
2.5.Технологический процесс изготовления песчано-глинистой формы..……….26
2.5.1.Изготовление формовочных и стержневых смесей…………………………..26
2.5.2.Изготовление песчаных стержней.. ……………………………………28
2.5.3.Изготовление песчано-глинистых полуформ и сборка формы………………28
2.5.3.1. Способы уплотнения песчано-глинистых форм….. ……………………….30
2.6.Выбивка отливок из формы ………………………………….33
2.7.Финишная обработка ……………………………………33
2.8.Достоинства и недостатки процесса литья в песчано-глинистые формы……34
3.СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ ……………………………………38
3.1.Литье по выплавляемым моделям ……………………………………38
3.2.Литье в оболочковые формы ……………………………………44
3.3.Литье в металлические формы (в кокиль) ……………………………………49
3.4.Литье под давлением.. ……………………………………53
3.5.Центробежное литье ……………………………………58
ЧАСТЬ ВТОРАЯ. ЛАБОРАТОРНЫЙ ПРАКТИКУМ…………………………………64
ЛАБОРАТОРНАЯ РАБОТА №1. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ…64
1.ПОРЯДОК ВЫПОЛНЕНИЯ ЛАБОРАТОРНОЙ РАБОТЫ………………………...64
2.РЕКОМЕНДАЦИИ ПО РАЗРАБОТКЕ ЧЕРТЕЖА ОТЛИВКИ
И ЭСКИЗОВ ЛИТЕЙНЫХ ФОРМ ДЛЯ РАЗЛИЧНЫХ СПОСОБОВ ЛИТЬЯ………66
2.1. Разработка чертежа отливки………………………………………………………66
2.2.Разработка эскиза песчано-глинистой формы…………………………………..66
2.3.Определение расположения отливки в форме………………………………….66
2.4.Определение количества и геометрической формы литейных стержней….67
2.5. Расположение отливок в форме…………………………………………………..67
2.6.Разработка схемы литниковой системы………………………………………….68
2.7.Эскизы форм для специальных видов литья…………………………………….71
2.7.1.Форма для литья по выплавляемым моделям………………………………..71
2.7.2.Оболочковая форма……………………………………………………………….71
2.7.3.Металлическая форма (кокиль)………………………………………………….71
2.7.4.Форма для литья под давлением………………………………………………..71
2.7.5.Форма для центробежного литья………………………………………………..72
3.ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ ОТЧЕТА ПО
ЛАБОРАТОРНОЙ РАБОТЕ………………………………………………………………75
4.КОНТРОЛЬНЫЕ ВОПРОСЫ……………………………………………………………76
ПРИЛОЖЕНИЕ 1. Пример выполнения отчета по
лабораторной работе…………………………………………………………………..77
СПИСОК ЛИТЕРАТУРЫ………………………………………………………………82
Введение
Настоящее методическое пособие предназначено для обеспечения необходимого уровня теоретической подготовки студентов при изучении курса "Технологические процессы в машиностроении" и, в частности, технологических процессов литья.
В методическом пособии дана общая характеристика технологических процессов литья, классификация литейных форм и процессов литья, устройство песчаной формы, описаны особенности ручной и машинной формовки, приведены основные технологические данные по наиболее широко применяемым специальным видам литья - по выплавляемым моделям, в оболочковые формы, в металлические формы, под давлением, центробежного.
ЧАСТЬ ПЕРВАЯ. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
1. Общая характеристика технологического процесса литья
Литейное производство - один из наиболее универсальных и рациональных способов производства заготовок и деталей в машиностроении. Доля литых заготовок в конструкциях машин составляет от 20 до 90% по массе.
Литьё вошло в жизнь человека 5 тысячелетий назад и, по-видимому, ещё долго останется в его практике, постоянно совершенствуясь и развиваясь. Археологические находки свидетельствуют о высоком уровне получения отливок в Киевской Руси. Мастера тех времён умело отливали бронзовые зеркала и котлы, ювелирные изделия, топоры, наконечники копий и стрел, предметы церковного обихода. Вершина древнего русского литейного мастерства была достигнута " литцами " колоколов и пушек. Первые колокола на Руси появляются в X веке. Из 12 крупнейших колоколов разных стран половина-русские (рис 1.1), из них три - уникальные: Московский Царь - колокол (205 т.), Успенский (190 т.), Алексеевский (130 т.).
История литья пушек в России богата непревзойдёнными достижениями умельцев и мастеров. Бронза русских пушек XVI - XVII вв. содержала от 7 до 10, 9% олова, что соответствует составу " пушечной " бронзы по современным технологиям. Более 40 т. весит знаменитая Царь - пушка (XVI в.). Для неё предназначались ядра массой около 1 т.
Уникальны по художественному совершенству и литейному мастерству памятник Петру I "Медный всадник" в Санкт - Петербурге, памятник А. С. Пушкину в Москве, колокол - памятник " Тысячелетие России " в Новгороде, литые чугунные узоры оград и решёток, художественное литьё Каслинского чугунолитейного завода[1].
Огромных успехов достигли русские и советские литейщики в области машиностроения. Современное литейное производство - это комплекс технологических процессов получения литых заготовок и деталей, масса которых составляет от нескольких грамм до 300 т., а габаритные размеры - от нескольких миллиметров до 20 метров. Многие способы литья позволяют управлять процессом кристаллизации металла, получать отливки с уникальными свойствами и микроструктурой.
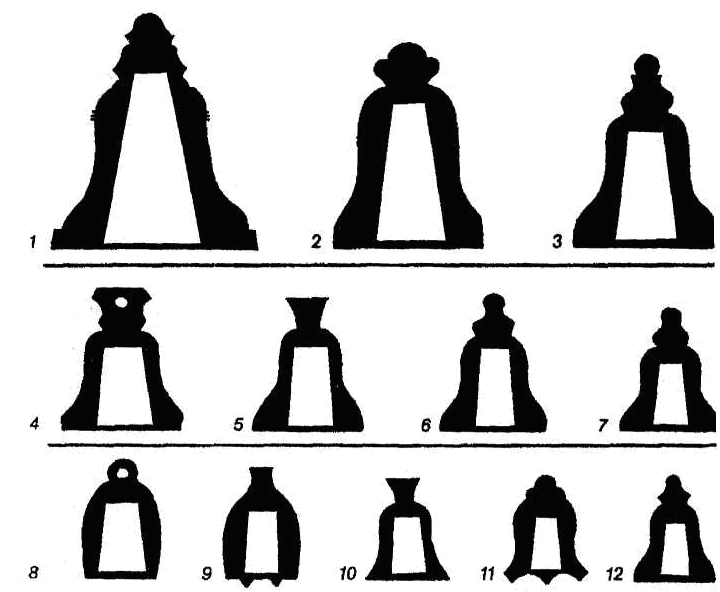
Рис.1.1. Крупнейшие колокола разных стран [1]:
1 - Московский Царь-колокол (вес 205 т), 2 - Успенский (вес 190 т) 3 - Алексеевский (вес 130 т), 4 - Бирманский (вес 80 т), 5 - Японский (вес 75 т), 6 - Успенский (1817г., вес 65 т), 7 - Святой Иван (вес 57 т), 8 - Корейский (вес 50 т), 9 - Корейский (силла, вес 48 т), 10 - Маха Ганди (вес 42 т). 11 - Пекинский (вес 40 т), 12 - Годуновский (вес 36 т)