

2.3 Розрахунок основного технологічного устаткування
Дроблення
вапняку передбачається здійснювати на
молоткових дробарках. Виходячи із
проектної продуктивності молоткової
дробарки ДМРІЕ
 рівної 250
і годинної потреби вапняку 103,9
,
проектом передбачено установку двох
молоткових дробарок типу ДМРІЕ
і двох інерційних самоцентрувальних
грохотів типу ГІТ 51.
рівної 250
і годинної потреби вапняку 103,9
,
проектом передбачено установку двох
молоткових дробарок типу ДМРІЕ
і двох інерційних самоцентрувальних
грохотів типу ГІТ 51.
Дроблення
твердого палива передбачається
здійснювати на чотирохвалкових дробарках
ДЧГ
 .
Виходячи із проектної продуктивності
чотирохвалкових дробарки 30
і
годинної потреби в паливній суміші
64,91
,
проектом передбачено установку 3
чотирохвалкових дробарок типу ДЧГ
.
.
Виходячи із проектної продуктивності
чотирохвалкових дробарки 30
і
годинної потреби в паливній суміші
64,91
,
проектом передбачено установку 3
чотирохвалкових дробарок типу ДЧГ
.
Кількість бункерів шихтового відділення розрахуємо виходячи з нормативного запасу матеріалів. Запас матеріалів повинен забезпечувати безперебійну роботу агломашин протягом 8 часів. Розрахуємо кількість бункерів шихтового відділення для залізорудної суміші. Обсяг бункерів приймаємо рівним 100 м3. Коефіцієнт заповнення дорівнює 0,85
 ,
шт.
,
шт.
де
 – витрата і-го матеріалу за 1 годину,
– витрата і-го матеріалу за 1 годину,

 – щільність
і-го матеріалу,
– щільність
і-го матеріалу,

 – об'єм
бункера,
– об'єм
бункера,

 – ступінь
заповнення.
– ступінь
заповнення.
Отже кількість бункерів для концентрату дорівнює
 шт,
шт,
де 2,6 – щільність залізорудної суміші.
Розрахуємо кількість бункерів шихтового відділення для флюсової суміші
 шт,
шт,
де 1,47 – щільність флюсової суміші.
Розрахуємо кількість бункерів шихтового відділення для паливної суміші
 шт,
шт,
де 0,73 – щільність коксового дрібняку.
Проектом передбачено встановлення двох металевих бункерів для повернення, обсяг кожного бункера 100 м3. Таким чином шихтове відділення уявляє собою естакаду з двома рядами бункерів по 20 шт. в кожному ряді.
Із
шихтового відділення аглошихта надходить
у барабани змішувачі по двом шихтопотокам.
Годинний сумарний потік аглошихты
становить 961,484
,
навантаження на кожен шихтопотік –
467,255
.
Виходячи з наведених навантажень,
проектом передбачено установку двох
барабанів-змішувачів
 з максимальною продуктивністю до 850
,
а також двох барабанів-окомковувачів
типу
з максимальною продуктивністю до 850
,
а також двох барабанів-окомковувачів
типу
 з максимальною продуктивністю до 650
кожен.
з максимальною продуктивністю до 650
кожен.
2.4 Розробка технологічної схеми і схеми ланцюга апаратів
Розвантаження, складування, усереднення й забір сирих матеріалів, які використовуються для виробництва агломерату, виконується на рудному дворі аглофабрики відповідно до діючих на підприємстві інструкцій. Залізовмісна вторинна сировина (колошниковий пил, шлами, окалина, відсівання агломерату й окатишів, конвертерні шлаки, аспіраційний пил) направляється на рудний двір аглофабрики й заставляється в штабель концентрату. Застосовується схема усереднення з роздільним складуванням аглоруди, концентрату й конвертерного шлаку, що дозволяє поліпшити параметри однорідності аглошихти при неритмічності поставок матеріалів. Один зі штабелів матеріалу формується, інший –розробляється.
Рудний двір аглофабрики має дві естакади № 1и № 2 , кожна з яких обладнана стаціонарним роторним вагоноперекидачем, що призначений для розвантаження вагонів вантажопідйомністю 60, 93 и 125 тон. Розвантаження вагонів з матеріалами виробляються у дві приймальні бункери, розташованих нижче рівня голівки залізничних рейок. Із прийомних бункерів матеріал укладається на конвеєра 1 и 1а відповідно й транспортується до одноконсольного штабелеукладача Ш1КА-1000 (рис. 2.1). Матеріали подаються розвантажувальним візком конвеєра у лійку завантажувального пристрою, яка установлена на поворотній частині штабелеукладача.

Рисунок 2.1 – Одноконсольний штабелеукладач
З лійки матеріал надходить на стрічковий конвеєр консолі, що укладає його в штабель у процесі зворотно-поступального руху штабелеукладача уздовж штабеля.
Друга стадія усереднення шляхом пошарової вибірки матеріалу з торця штабеля здійснюється усереднювальними установками. Проектом передбачається установка двороторних усереднювачів У2Р-600 (рис. 2.2) у кількості 2 одиниць. При русі кареток уздовж моста усереднювача з торця штабеля зрізується шар матеріалу. Після зсипання матеріал підбирається ковшами роторів і через бункери, установлені на каретках, вивантажується на стрічкові конвеєра, які транспортують усереднений матеріал на конвеєра 2 і 2а. Від одного штабеля до іншому усереднювач й укладальник транспортується за допомогою передатного візка, що переміщається по рейковому шляху.
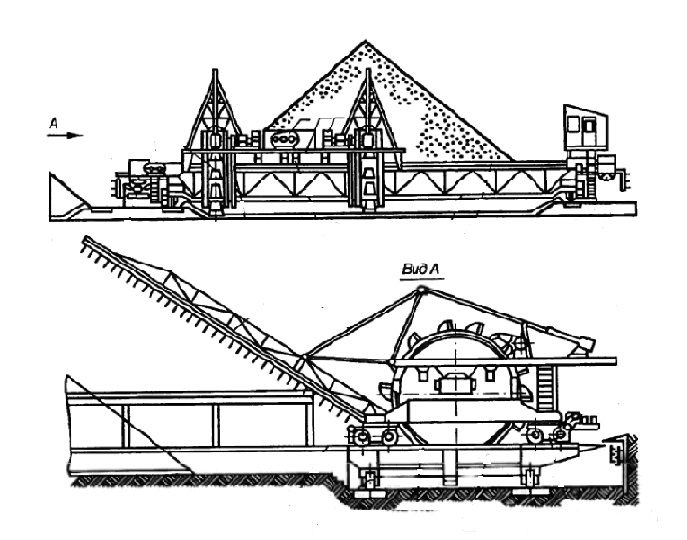
Рисунок 2.2 – Двороторний усереднювач
З рудного двору матеріал надходить у прийомне відділення. Дозування всіх компонентів шихти із прийомних бункерів здійснюється электровібраційними живильниками.
Для залізорудної сировини закріплено наступну кількість бункерів прийомного відділення по кожній шихтовій нитці (їх дві):
– під аглоруду по 4 бункери;
– під концентрат по 6 бункерів;
– під конвертерні шлаки по одному бункеру.
При зміні співвідношення аглоруди й концентрату відповідно змінюють і кількість бункерів, що виділювані під аглоруду й концентрат. Забір концентратної суміші й аглоруди роблять по черзі із всіх бункерів. По кожному шихтовому тракту в роботі одночасно повинне перебувати три бункери з концентратною сумішшю, один бункер із залізною рудою й один бункер з конвертерним шлаком. Під матеріали, що флюсують, закріплено наступну кількість бункерів прийомного відділення:
– під кальцитовий вапняк 5 бункерів;
– під доломитизований вапняк 2 бункери;
– під вапно 1 бункер.
Дозування компонентів флюсової суміші виробляється при видачі їх з бункерів прийомного відділення. По шихтовому тракту в роботі одночасно перебуває 2 бункери кальцитового вапняку й по одному бункеру доломитизованого вапняку. Забір матеріалів виробляється по черзі з усіх бункерів. Під тверде паливо закріплена наступна кількість бункерів прийомного відділення:
– під коксовий дріб'язок 5 бункерів;
– під антрацитовий штиб 3 бункери.
Дозування компонентів паливної суміші виробляється при видачі їх із прийомних бункерів. По шихтовому тракту в роботі одночасно перебуває 2 бункери коксового дріб'язку й 1 бункер антрацитового штибу. Забір матеріалів виробляється по черзі із всіх бункерів.
Флюсова суміш конвеєром подається до корпусу дроблення вапняку. Дроблення вапняку від фракції 0–20 мм здійснюють на 2 молоткових дробарках продуктивністю по 250 кожна. Розсів вапняку на фракції від 0 до 3 мм, від 3 мм до 10 мм і на фракцію крупністю більше 10 мм здійснюється на інерційних самоцентрувальних грохотах ГІТ 51. Вапняк фракції від 0 до 3 мм надходить у шихтове відділення, фракцію більше 3 мм подають на повторне дроблення. Зміст фракції 0-3 мм повинен становити не менш 94 %.
Паливна суміш транспортним конвеєром подається до корпуса здрібнювання палива. Дроблення твердого палива здійснюється на 3 чотирохвалкових дробарках продуктивністю по 30 кожна, дві з яких постійно перебувають у роботі. Коксовий дріб'язок, що надходить в агломераційний цех повинен містити не більше 16 % золи й не більше 22 % вологи (ТУ У 322-00190443-011-96). Антрацитовий штиб повинен містити золи не більше 20 %, сірки не більше 2,0 %, вологи не більше 9,0 % (ТУ У 10.1-23472138-127-2004).
Дозування компонентів готової аглошихты з бункерів шихтового відділення здійснюється электровібраційними живильниками. Загальна витрата шихти повинен відповідати фактичній продуктивності агломашин. Під компоненти аглошихты закріплена наступна кількість бункерів по кожному із двох шихтових трактів:
– під залізорудну суміш по 12 бункерів ємністю 100 м3;
– під флюсову суміш 4 та 3 бункери відповідно ємністю 100 м3;
– під паливну суміш 2 та 3 бункери відповідно ємністю 100 м3;
– під повернення по 1 бункеру ємністю 100 м3.
Призначення змішування шихти – одержання однорідної суміші всіх шихтових матеріалів. Змішування шихтових матеріалів здійснюється у дві стадії – у первинних і вторинних барабанах змішувачах (окомковувачах). Первинне змішування здійснюється у двох барабанах змішувачах . При змішуванні забезпечується водоспадний режим руху матеріалу. На другій стадії змішування матеріали надходять у барабани окомковувачі типу , де відбувається їхнє остаточне зволоження й окомковування. При окомковуванні забезпечується режим перекату матеріалу. Проектом передбачене підведення пари в барабани окомковувачі для підігріву аглошихты. Зволоження виробляється технічною водою з урахуванням конденсації вологи з пари.
Шихта з барабанів окомковувачів видається на челнокові розподільники, які рівномірно завантажують її в проміжні бункери над агломашинами. Укладання постелі здійснюється за допомогою живильника постелі (рис 2.3), що встановлюється в головній частині агломашин і складається з бункера 1, секторного затвора 2, лотка 3, черв'ячного редуктора 4 і тензодатчиків 5.
Живильник шихти (рис. 2.4) розташований у головній частині агломашин після живильника постелі й складається з бункера із затвором 1, барабана 2 із приводом, пристрою 3, шибера шихти 4, гладилок 5 і тензодатчиків 6.

Рисунок 2.3 – Живильник постелі

Рисунок 2.4 – Живильник шихти
Запалювання шихти здійснюється горном із прямим запалюванням. Горн прямого запалювання (рис. 2.5) являє собою прямокутну камеру й складається зі зводу 1, каркаса 2, вогнетривкої кладки 3, газоповітропроводів 4 і пальників 5. Запалювання з додатковим нагріванням здійснюється в три послідовні й безперервні у часі стадії:
– попереднє нагрівання шарую шихти;
– запалювання;
– додаткове нагрівання шару шихти.
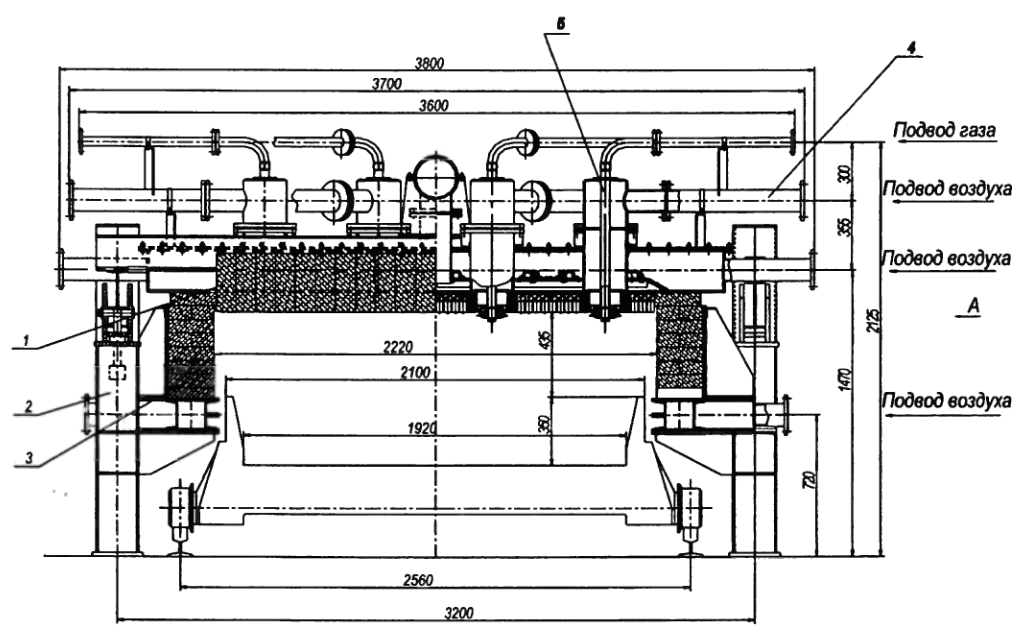
Рисунок 2.5 – Горн прямого запалювання
Спікання шихти ведеться на колосникових ґратах агломашин при просмоктуванні повітря за рахунок розвитку високих температур при горінні вуглецю в шарі шихти.
Охолодження агломерату пропонується здійснювати на прямолінійних охолоджувачах. Продуктивність кожної з агломашин дорівнює 100,75 . Тому за кожною з агломашин по технологічному ланцюгу передбачається встановити прямолінійний охолоджувач типу ОП–315 з максимальною продуктивністю 370 .
Дроблення
охолоджуваного агломерату здійснюється
на двовалковій зубчатій дробарці типу
ДДЗ
 з максимальною продуктивністю 400
.
Кількість встановлених дробарок
відповідає кількості агломашин.
з максимальною продуктивністю 400
.
Кількість встановлених дробарок
відповідає кількості агломашин.
Грохочення
холодного агломерату передбачається
здійснювати на двох вібраціонних
грохотах типу ГСТ 81
 з максимальною продуктивністю від 400
до 500
.
Подачу агломерату в доменний цех
передбачається здійснювати за допомогою
транспортного конвеєру.
з максимальною продуктивністю від 400
до 500
.
Подачу агломерату в доменний цех
передбачається здійснювати за допомогою
транспортного конвеєру.