

3. Методы и средства намагничивания объектов контроля
3.1. Постановка задачи
Магнитная дефектоскопия (МД) – частный случай магнитного НК, осуществляющий обнаружение дефектов в виде нарушений сплошности в ОК из ферромагнитных материалов путем регистрации магнитных полей рассеяния вблизи дефектов. Низкий порог чувствительности этого способа требует соблюдения определенных условий контроля:
для реализации потенциальных возможностей способа,
для правильной трактовки результатов.
Порог чувствительности магнитной дефектоскопии самый низкий среди всех видов НК, поэтому этот вид контроля применяют в самых ответственных случаях. Порог чувствительности – минимальный размер дефекта заданной формы, при котором отношение сигнал/помеха равно двум или дефект уверенно обнаруживается оператором.
Для правильной реализации МД необходимо выполнение трех условий:
подготовка поверхности ОК;
выбор направления и способа намагничивания;
выбор первичных преобразователей для регистрации полей рассеяния.
В частности, при магнитопорошковой дефектоскопии эти условия сводятся к выбору способа нанесения магнитного порошка (суспензии) на поверхность ОК и осмотру его поверхности. По окончании контроля ОК размагничивают.
Принцип
МД (рис. 35) основан на том, что для
бездефектного
ферромагнитного ОК, не имеющего резких
изменений сечения и помещенного в
однородное магнитное поле, магнитный
поток практически полностью проходит
через ОК, не выходя за его пределы.
Небольшая часть магнитного потока
![]() может проходить в воздухе, но магнитная
индукция
может проходить в воздухе, но магнитная
индукция
![]() в
воздухе в
раз
меньше индукции
в
воздухе в
раз
меньше индукции
![]() в
ферромагнетике (рис. 35-а).
При
этом отсутствуют какие-либо
локальные изменения индукции вблизи
поверхности ОК.
в
ферромагнетике (рис. 35-а).
При
этом отсутствуют какие-либо
локальные изменения индукции вблизи
поверхности ОК.
|
Рис. 35. Принцип магнитной дефектоскопии |
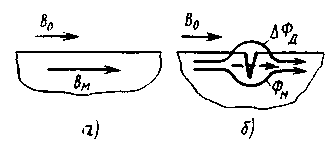
При
нарушении сплошности
(трещина) в ОК, рис. 35-б, магнитный поток
перераспределяется. Если трещина
ортогональна направлению магнитной
индукции, на пути магнитного потока
в ферромагнетике возникает препятствие
в виде воздушного промежутка шириной
![]() .
Магнитное
сопротивление трещины
.
Магнитное
сопротивление трещины
![]() даже
при малом раскрыве (1…10
мкм) намного больше, чем на участке
такой же длины в ферромагнетике, т.к.
его величина обратно пропорциональна
.
Поэтому магнитный поток через трещину
уменьшится. При этом возникнет поток
даже
при малом раскрыве (1…10
мкм) намного больше, чем на участке
такой же длины в ферромагнетике, т.к.
его величина обратно пропорциональна
.
Поэтому магнитный поток через трещину
уменьшится. При этом возникнет поток
![]() ,
выходящий из ОК в воздух над трещиной,
и поток
,
выходящий из ОК в воздух над трещиной,
и поток
![]() ,
огибающий трещину снизу.
,
огибающий трещину снизу.
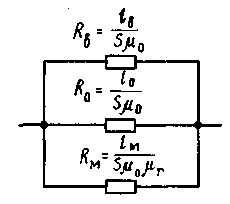
Электрическая
схема замещения дефектного участка
магнитной цепи показана на рис. 36.
Соотношения между магнитными
сопротивлениями определяются длиной
пути
для магнитного потока и магнитной
проницаемостью
среды. В материалах с очень большой
магнитное сопротивление участка,
огибающего тещину снизу
![]() ,
очень мало. Поэтому весь магнитный
поток пойдет под трещиной, а выходящего
из ОК потока
в зоне трещины практически не будет,
что указывает на низкую чувствительность
магнитного метода при НК ферромагнетиков
с очень большой магнитной проницаемостью.
,
очень мало. Поэтому весь магнитный
поток пойдет под трещиной, а выходящего
из ОК потока
в зоне трещины практически не будет,
что указывает на низкую чувствительность
магнитного метода при НК ферромагнетиков
с очень большой магнитной проницаемостью.
|
|
Рис. 36. Электрическая схема замещения участка магнитной цепи объекта с трещиной |
Рис. 37. Изменение магнитного состояния объекта в области дефекта |
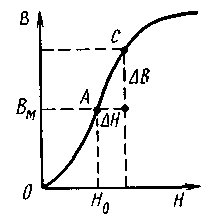
Рассмотрим динамику магнитного состояния ОК в области дефекта при его намагничивании. Если ОК однородно намагничен, то его магнитному состоянию вдали от дефекта соответствует точка А на кривой намагничивания (рис. 37). Появление трещин сопровождается перераспределением магнитного потока, в результате значения и под трещиной возрастают, изменив магнитное состояние ОК (переход по кривой намагничивания в точку С). Магнитная индукция увеличивается на .
С
уменьшением дифференциальной магнитной
проницаемости
![]() снижается доля магнитного потока под
дефектом и возрастает его величина над
дефектом. Малую магнитную проницаемость
можно обеспечить работой в слабых
полях, но при этом мала индукция. Вместе
с тем для большого магнитного потока
над дефектом необходимо обеспечить в
материале ОК достаточно высокую
индукцию. Оптимизация
режима намагничивания
при магнитной дефектоскопии является
сложной
задачей.
Ее решению посвящено много исследований,
т.к. оптимальное намагничивание усиливает
поле рассеяния, что важно для его
регистрации.
снижается доля магнитного потока под
дефектом и возрастает его величина над
дефектом. Малую магнитную проницаемость
можно обеспечить работой в слабых
полях, но при этом мала индукция. Вместе
с тем для большого магнитного потока
над дефектом необходимо обеспечить в
материале ОК достаточно высокую
индукцию. Оптимизация
режима намагничивания
при магнитной дефектоскопии является
сложной
задачей.
Ее решению посвящено много исследований,
т.к. оптимальное намагничивание усиливает
поле рассеяния, что важно для его
регистрации.
Для регистрации магнитных полей рассеяния дефектов используют разные типы первичных измерительных преобразователей, но наибольшее применение здесь нашли магнитные порошки, обеспечивающие наивысшую среди всех видов НК чувствительность. Поэтому вначале остановимся на магнитопорошковой дефектоскопии (МПД).
Магнитопорошковая дефектоскопия включает следующие основные этапы:
подготовка поверхностей деталей;
намагничивание деталей;
обработка сухим порошком или суспензией;
осмотр деталей и разбраковка.
Дополнительным этапом считают размагничивание, который обеспечивает приведение ОК в состояние, пригодное для дальнейшего использования.
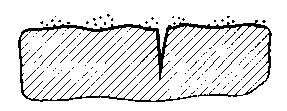
Перед осмотром ОК должен быть очищен от окалины, грязи, смазки. Назначение первого этапа: если хотим обнаружить дефекты малого размера, то размеры неровности поверхности не должны превышать ожидаемых размеров дефекта. Наивысшая чувствительность МПД достигается при чистоте обработки поверхности по 6...7-му классам. Рост шероховатости снижает чувствительность, поскольку магнитный порошок оседает на неровностях поверхности, см. рис. 38. Выявление дефектов шириной 2...3 мкм оказывается невозможным уже при 5-м классе обработки.
|
Рис. 38. Фон магнитного порошка на неровностях поверхности |
Неоправданный рост класса обработки вступает в противоречие с другим фактором. Шлифованные поверхности (начиная с 9-го класса шероховатости) трудно осматривать из-за бликов. Поэтому детали со шлифованной поверхностью рекомендуется осматривать в рассеянном свете или покрывать очень тонким слоем краски.