

Инструмент для прокатки, прессования и волочения.
Прокатные валки – основной инструмент для прокатки.
1.1.Общие сведения о прокатных валках.
1.2.Линия привода валков.
1.3.Прокатные вальцы, используемые в художественном производстве.
Матрицы для прессования.
Волоки (фильеры) для волочения.
Прокатные валки – основной инструмент для прокатки.
1.1.Общие сведения о прокатных валках.
Одним из важнейших инструментов процесса прокатки является прокатный валок.
Валки прокатных станов имеют различную форму бочки, которая зависит от вида требуемого проката. На рис. 1 показаны основные части прокатного валка, имеющего гладкую и калиброванную бочки.

Рис. 1. Прокатные валки гладкие (а) и калиброванные (б).
1 – бочка, 2 – шейка, 3 – концевой участок.
Бочка – деформирующая часть валка;
Шейка – служит опорными участками для установки валка в подшипниковых узлах;
Концевые участки (трефы) – предназначены для соединения со шпинделями, передающими вращение от двигателя (см. далее) и могут иметь различную конфигурацию в зависимости от конструкции шпинделя.
Гладкие валки применяются для прокатки листовой стали и обжиме слитков на квад-ратную заготовку (блюм) или прямоугольную (сляб). Калиброванные валки имеют на ра-бочей поверхности бочки вырезы. Профиль выреза на боковой поверхности валка назы-вается ручьем. Ручей верхнего и нижнего валка образуют калибр. На каждой паре валков делают несколько калибров. Необходимый профиль из исходной заготовки получают пу-тем последовательного пропуска заготовки через серию калибров.
Материалы, используемые для валков прокатных станов.
Наибольшее применение получил серый чугун (СЧ) различных марок, так как он обладает необходимой прочностью и твердостью поверхности. Однако в последнее время все большее применение находит высокопрочный чугун (ВЧ). Высокие механические свойства этого чугуна достигают модифицированием его магнием, что приводит к получению включений графита в чугуне в виде зерен шаровидной (глобулярной) формы. При такой форме графита (по сравнению с пластинчатой формой в сером чугуне) значительно снижается концентрация напряжений по границам включений и свойства чугуна приближаются к свойствам углеродистой стали – он становится прочней и пластичней (!).
В России чаще всего для производства валков также используются стали, например, легированная сталь 75ХМ. Содержание углерода в ней не превышает 0.7-0,8%, кремния – 0,2-0,6, марганца – 0,2,-0,7, никеля – 0,5, хрома – 1,4-1,7, молибдена – 0,2-0,3. Эта сталь относится к категории качественных инструментальных, что говорит о массовой доле фосфора и серы не более 0,03%. Так же для производства валков используется сталь 90ХФ, содержащая ванадий и медь. Реже применяются стали марок 9Х1, 9Х2.
1.2.Линия привода валков.
Как уже выше было отмечено, валки должны получать вращение (крутящий момент) от какого-либо устройства. Линии привода валков делятся на:
с групповым приводом;
с индивидуальным приводом.
Различие между ними заключается в том, что в первом случае валки вращаются от одного двигателя, а во втором, каждый валок получает вращение от своего дваигателя. Понятно, что для симметричных видов прокатки групповой привод является основным.
На рис. 2 показан групповой привод для валков клети «дуо». Групповой привод включает себя электродвигатель, редуктор, муфту, шестеренную клеть и шпиндели по количеству приводных валков. Движение от одного двигателя распределяется (на данной схеме) на два шпинделя с помощью шестеренной клети, имеющей передаточное отношение равное единице. Шпиндели передают крутящий момент при отклонении от соосности до 10…12 º на приводные валки. Групповой привод применяется в основном на мелких станах. У подобного стана меньше электрооборудование и оно менее сложно.
На рис. 3 показан индивидуальный привод для клети «дуо». Эта схема является бо-
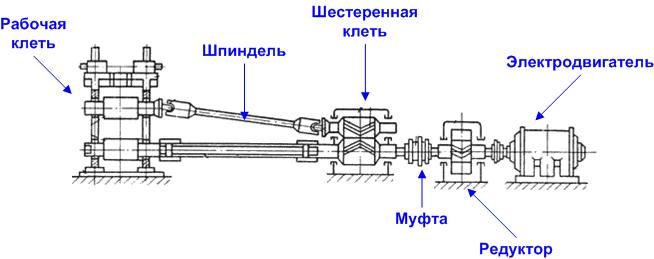
Рис. 2. Схема прокатного стана с групповым приводом.
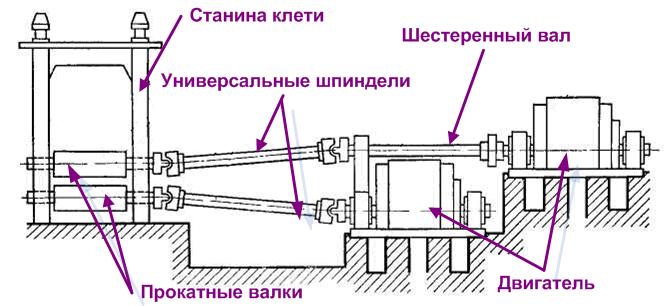
Рис. 3. Схема прокатного стана с индивидуальным приводом.
предпочтительной, так как каждый прокатный валок приводится в движение от своего электродвигателя. При этом имеется возможность увеличить мощность привода каждого валка и ускорения, а требование в точном подборе валков отпадает. Индивидуальный при-вод позволяет регулировать скорости каждого валка и поддерживать определенное соот-ношение между ними. Как правило, скорость нижнего валка выше по отношению к скоро-сти верхнего валка, что способствует лучшему прохождению металла по рольгангам.