

1.6 Перечень наиболее эффективных способов механической обработки основных рабочих поверхностей типовых деталей, полученных в результате системного поиска решений на эвм, в сравнении с традиционными
При реализации вышеизложенного алгоритма на ЭВМ ЕС для определения трех наиболее эффективных схем формообразования, задавалась поверхность детали, как поверхность вращения (вала или отверстия),
Расположенного в системе координат Zo Xo Yo с осью вращения Оо Xo, алгебраическим выражением вида:
![]() (1.22)
(1.22)
В качестве режущей кромки брали ломанную линию (схематизация кромки проходного резца), которая была задана параметрическим уравнеинем точки в системе координат инструмента:
![]() (1.23)
(1.23)
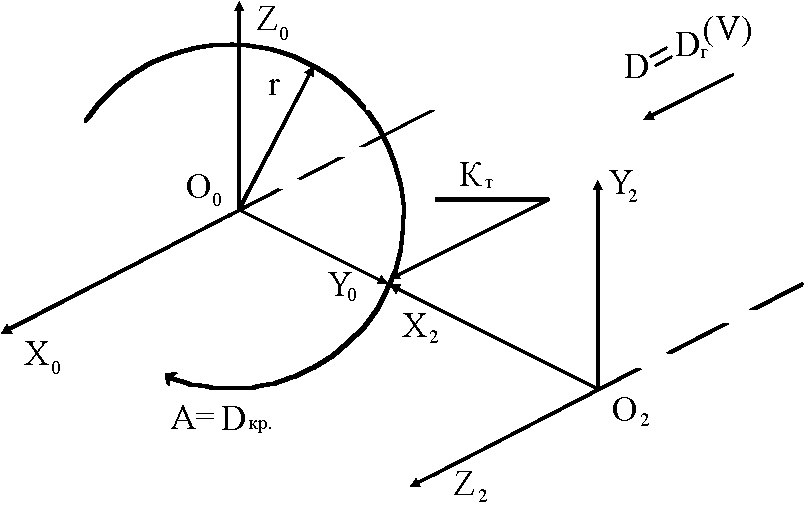
Геометрическая интерпритация трех наиболее производительных схем формообразования, найденных ЭВМ, по полученной печати параметров имеет следующий вид: схема А) ПР=100000 КТ, схема б) ПР=100000 КТ, схема в) ПР=100000 КТ.

А)
б)
в)
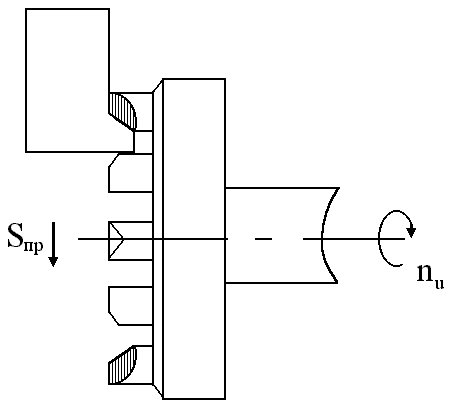
Рис.1.10
Из
рис.1.10 следует, что в схеме а) главное
движение резания вращения детали вокруг
оси ОО ZО;
подача вдоль оси ОО ХО || О2 Z2
есть вспомогательное движение - Ds.
Производительность, оценивается
![]() количеством точек, расположенных на
теоритически заданой поверхности детали
с постоянным шагом - К Т =
количеством точек, расположенных на
теоритически заданой поверхности детали
с постоянным шагом - К Т =
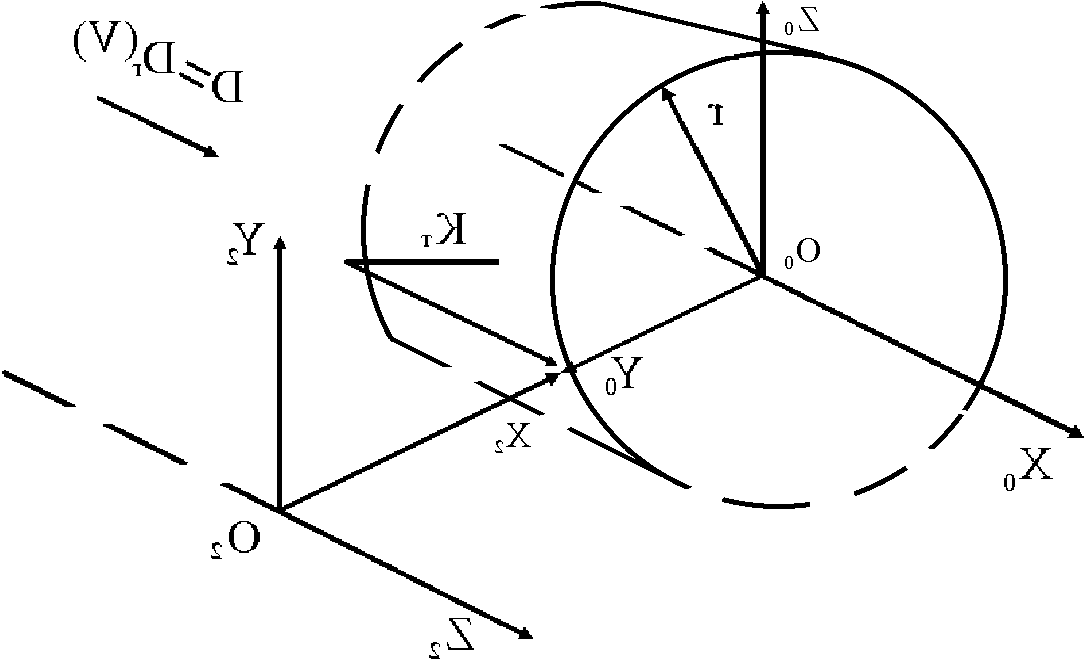
Такая же производительность у схемы б), у которой главное движение резания линейное движение D Г по оси O2 Z2 || ОО Х2 , а вращение А круговая подача, т.е. вращение детали вокруг своей оси.
Самая
низкая производительность у схемы в)
ПР ≈
![]() кт . Эта схема включает только одно
движение резания линейное перемещение
со скоростью резания вдоль O2
Z2
|| Оo
Х2 D
Г=
Dг
= ƒ(V).
кт . Эта схема включает только одно
движение резания линейное перемещение
со скоростью резания вдоль O2
Z2
|| Оo
Х2 D
Г=
Dг
= ƒ(V).
Анализ схем весьма прост. Схема а) легко трансформируется в способ точения:
б)
а).
 .
.
в)
Рис.1. 11
Схема б) в способ строгания с круговой подачей, выполняемой непрерывно. Схема в) в способ строгания без непрерывной подачи.
По данным многих исследований, все схемы имеют интерес и используются в производстве в виде операций: точения и растачивания - способ а); долбления с одновременной круговой подачей - схема б) и с циклической подачей на 1 двойной ход схема в). Наибольшее распространение схемы б) и в) получили при протягивании отверстий прогрессивным методом удаления припуска.
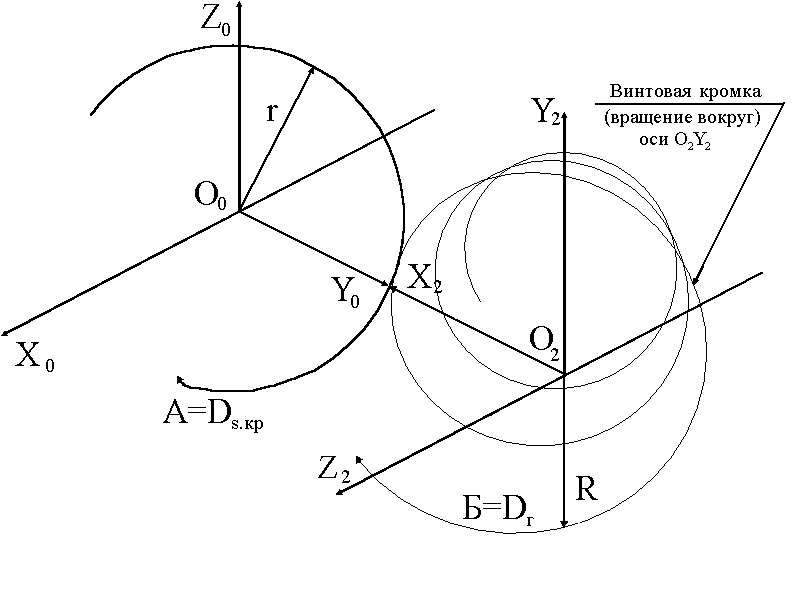
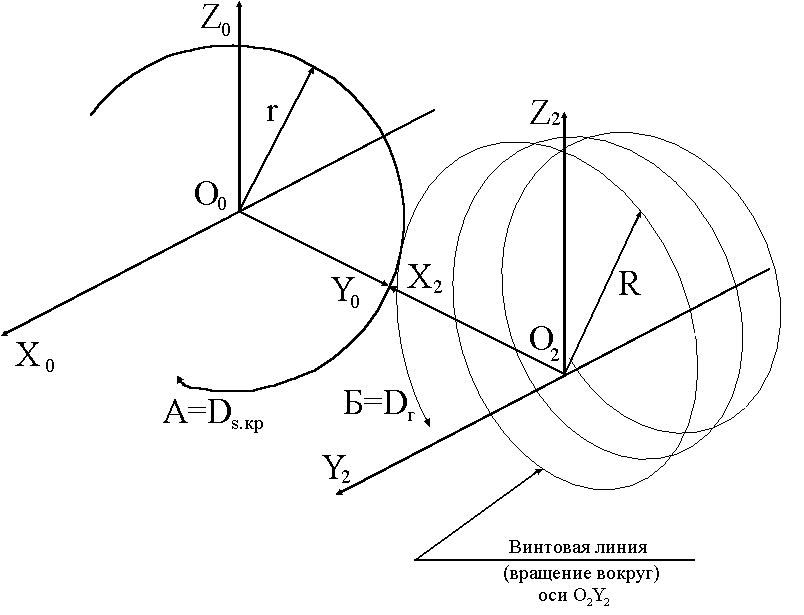
При задании режущей кромки как винтовой линии ЭВМ позволила так же определить три кинематические наиболее производительные схемы:
а)
б)
в)
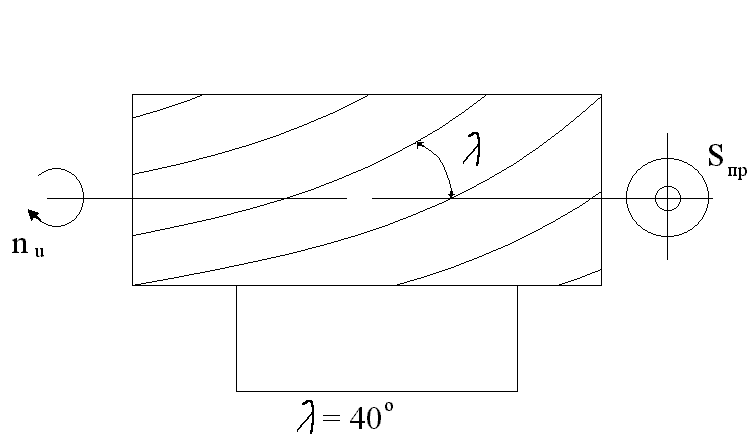
Рис. 1.11
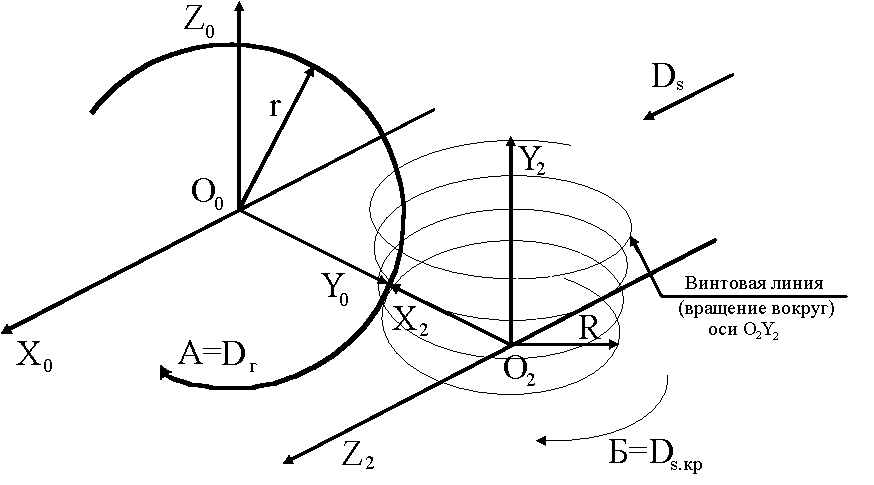
На
Рис. 1.11 схема а) формообразования
винтовой режущей кромкой на поверхности
вращения вокруг оси О2 Y2
с радиусом R
имеет главное движение резания - вращения
поверхности вокруг собственной оси - А
и две подачи: вдоль оси Оо Хо || О2 Z2
![]() О2 Y2
- оси вращения линии режущей кромки как
винтовой цилиндра:
О2 Y2
- оси вращения линии режущей кромки как
винтовой цилиндра:
![]()
-подачи
- Ds
и круговой подачи
B
= Ds
кр самовращение винта кромки
(Пр = 8*![]() кт).
На б) главным движением резания является
движение вращения винта режущей кромки
вокруг собственной оси.B
= Dг.
Движение вращения обрабатываемой
поверхности вокруг собственной оси
является движением круговой подачи А
= Ds
кр.
кт).
На б) главным движением резания является
движение вращения винта режущей кромки
вокруг собственной оси.B
= Dг.
Движение вращения обрабатываемой
поверхности вокруг собственной оси
является движением круговой подачи А
= Ds
кр.
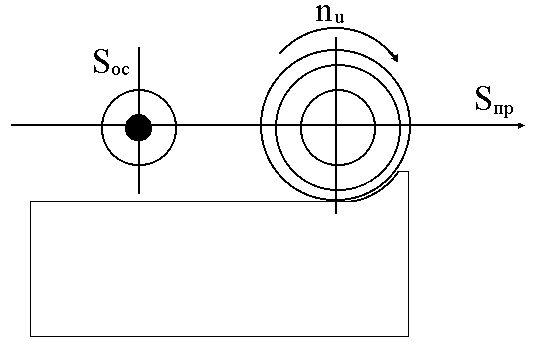
На в) главным движением резания является движение B = Dг, но оно в отличие от схемы находится в плоскости перпендикулярной плоскости вектора А и основанном на трех движениях А = Ds кр,
B = Dг = ƒ(V) и Ds пр
Поскольку схемы а) и в) имеют одинаковые расположения винта инструмента, а схема б) повернутое на 180° от указанных той геометрическая интерпретация способов так же очевидна:
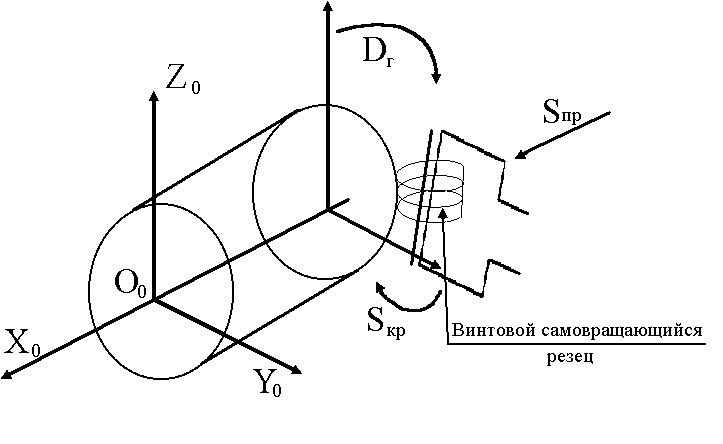
а)
б )
)
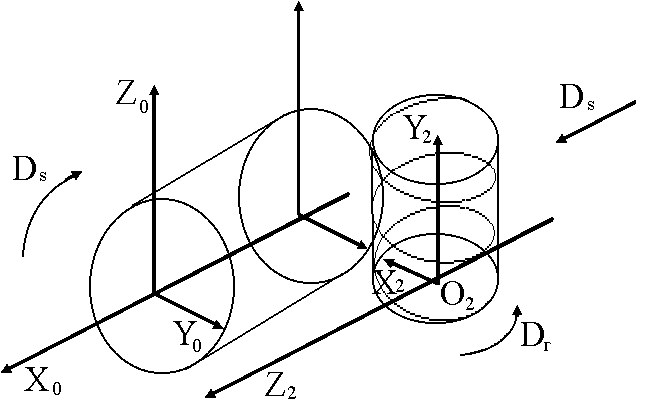
в)
Рис.1. 12
Изображенные на рис.1.12 схемы соответствуют: а) - схема точения самовращающимися резцами с винтовой режущей кромкой, на данный способ получена Ав. св. СССР 1976 г. При придставлениии поверхности детали как наружной поверхности вращения ЭВМ предлагает схему фрезерования по методу обкатки с продольной подачей как наиболее производительную по кинематическому критерию. На нее также получено авторское св. СССР.
При задании обработанной поверхности как плоскости Xo = 0 ; Yo = Zo = - ∞ до +∞
Vp = f (nu)
V
a)
Рис.1.13 (начало)

в)
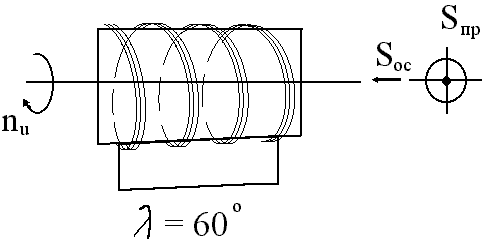
Рис.1.13 (продолжение)
Vp = f (nu ,Soc)
c)
Рис.1.13 (окончание)
При представлении обрабатываемой поверхности, у которой образующей в системе координат ZoYoXo в плоскости ZoOoYo является эвольвента заданная натуральным уравнением:


или
![]()
П
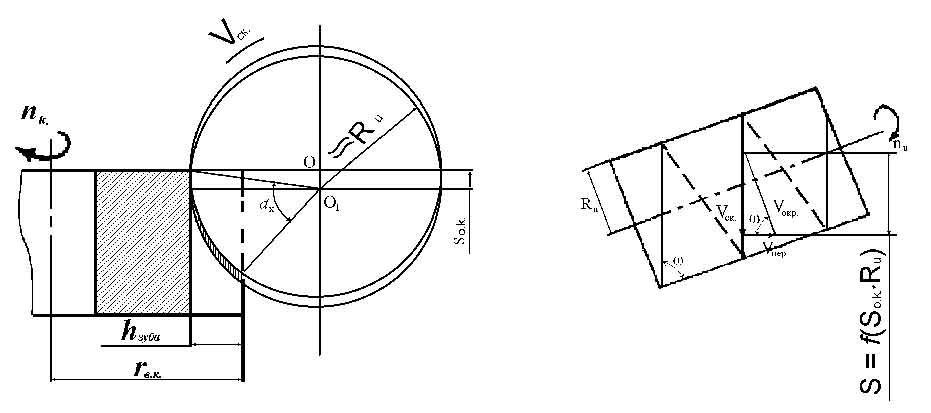
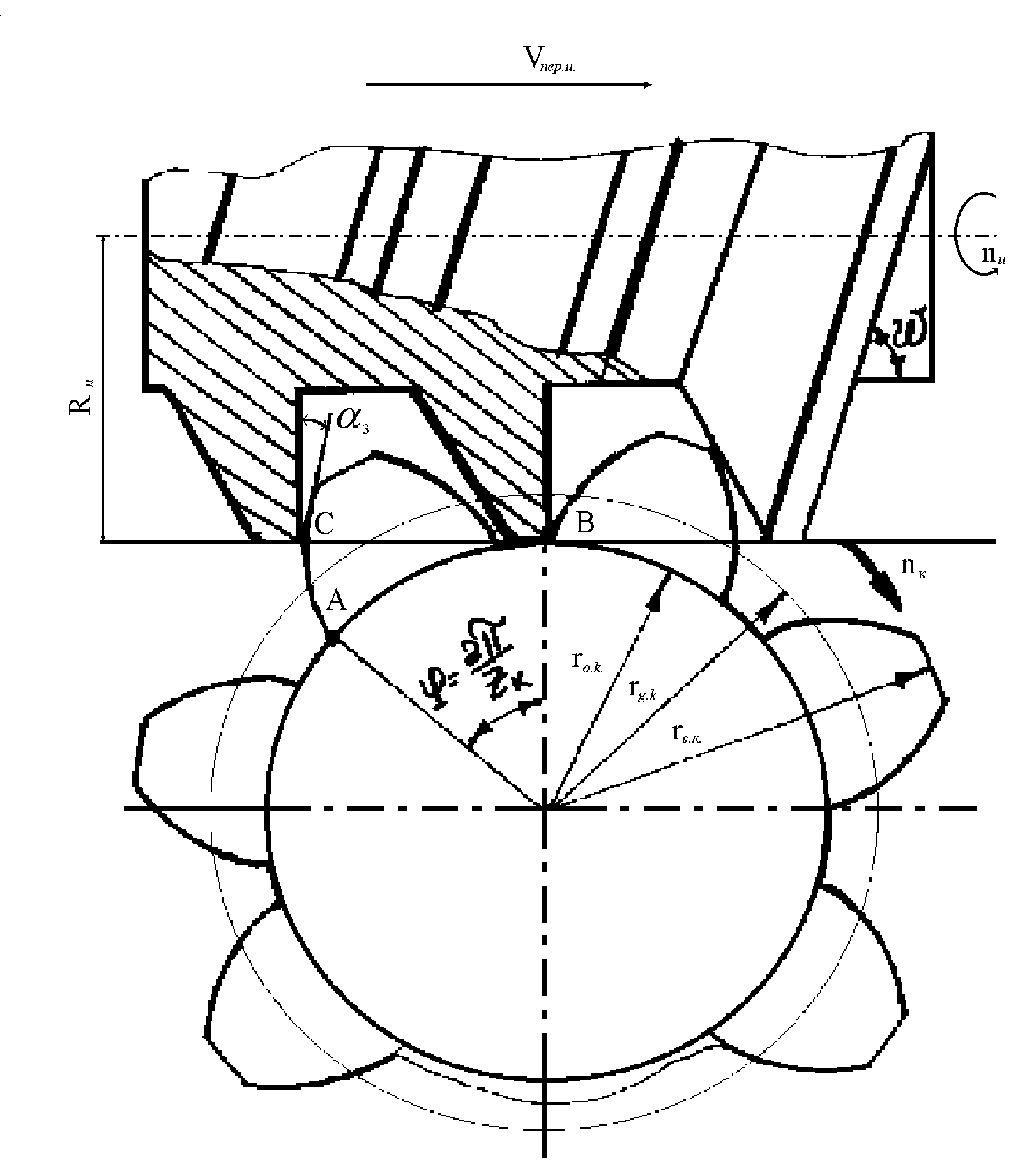
Рис1.14 Кинематическая схема формообразования эвольвентой поверхности точкой винтовой линии.
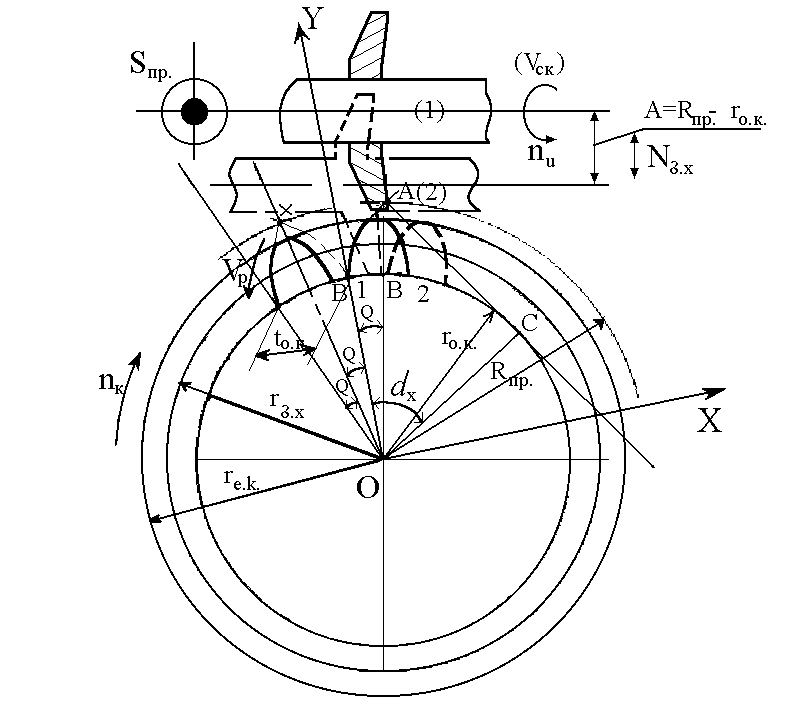
Рис. 1.15
ρ
= АО = ro.к.
![]() t
o.к.
= π*m*cos20°
t
o.к.
= π*m*cos20°
АС
= r
o.к.
[![]() -1],
если: r
o.к.*
-1],
если: r
o.к.*
![]() .
= π*m*cos20°≥h
зуба
.
= π*m*cos20°≥h
зуба
 --
условие формообразования Q
=
- arctg(
)
--
условие формообразования Q
=
- arctg(
)
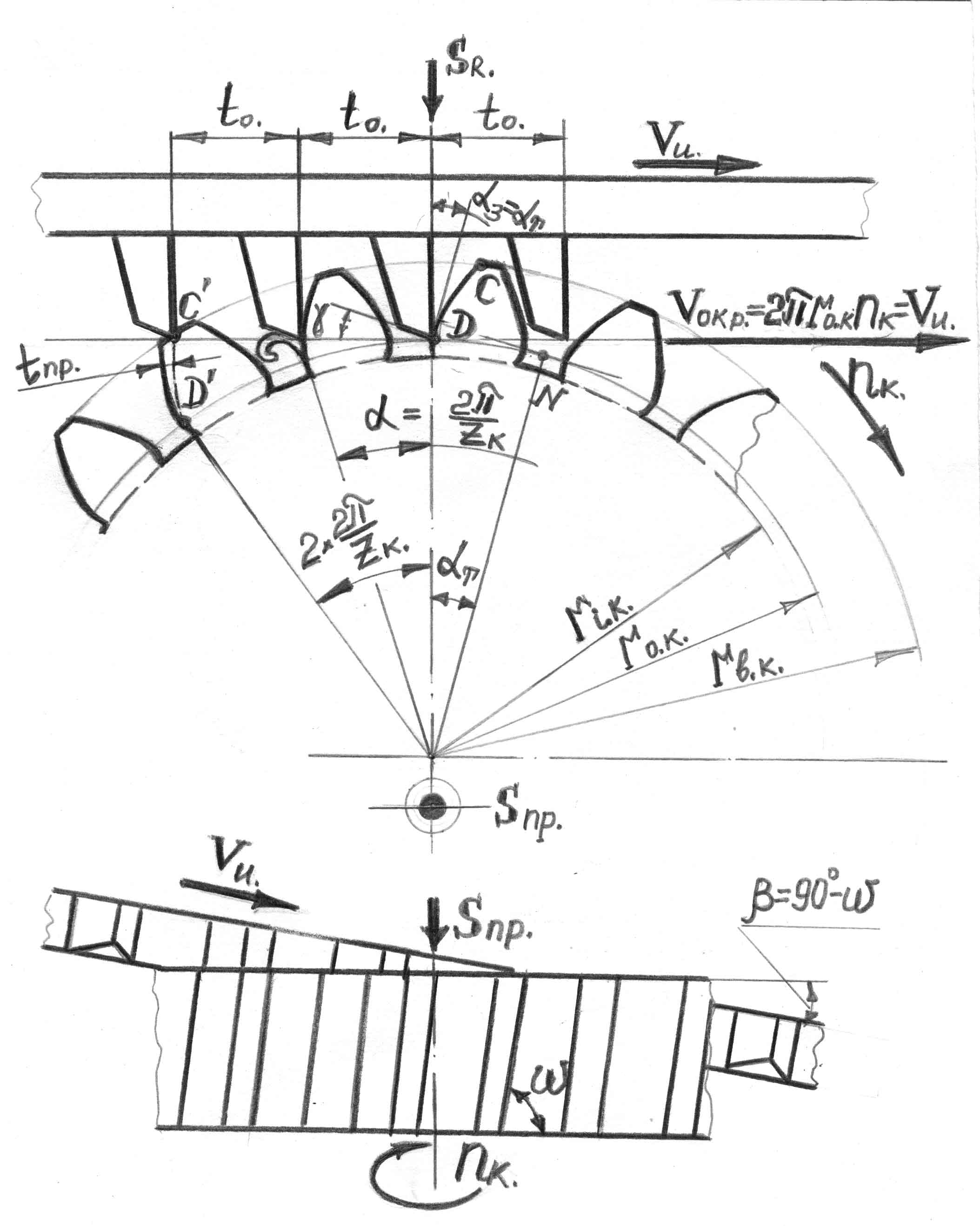
Рис.1.16
Приведенные схемы формообразования защищены авторскими свидетельствами и патентами РФ. Таким образом, алгоритм позволяет решать задачу поиска новых способов механической обработки системно и на уровне изобретений [24,39,46,66,67,68,72,75,76,].