

Тема: Виробнича потужність Задача 1
Визначте виробничу потужність механічної дільниці підприємства, що випускає комплекти деталей, за умови, що провідною групою обладнання є шліфувальна. Вихідні дані:
Група обладнання |
Кількість верстатів |
Загальна норма часу на комплект |
Коефіцієнт виконання норм,% |
Токарна |
9 |
270 |
105 |
Револьверна |
11 |
170 |
108 |
Шліфувальна |
7 |
190 |
103 |
Розробити заходи з ліквідації «вузького місця» враховуючи, що токарні операції (можуть виконуватись на револьверній групі обладнання).
Рішення про значення показників, які характеризують режим роботи підприємства, прийняти самостійно.
Розв’язання: 1. Визначаємо виробничу потужність механічної дільниці. Виробнича потужність підприємства визначається по потужності провідних підрозділів з урахуванням заходів щодо ліквідації "вузьких місць". У такому випадку провідною групою обладнання є шліфувальна. Отже, виробнича потужність дільниці визначається за формулою:
Вп д = (Фплобл *m / t) *kв де Фплобл л - плановий фонд часу роботи одиниці обладнання (приймемо за 4000 год.), т - кількість обладнання, шт.; t - трудомісткість виробу на даному обладнанні, нормо-год.; кв - коефіцієнт виконання норм, %. Вп д = (4000*7/190)*1,03 = 152 комплекти.
Розробимо заходи з ліквідації "вузького місця". Для ліквідації "вузького місця" необхідно використовувати резерви револьверної групи обладнання (графік 1), а саме: перевести певну кількість верстатів револьверної групи на виконання токарних операцій. Визначимо потужності по токарній та револьверній групі обладнання.
Вп m=(4000*9/270)*1.05= 140комплектів,
Вп m=(4000*11/170)*1.08= 280комплектів.
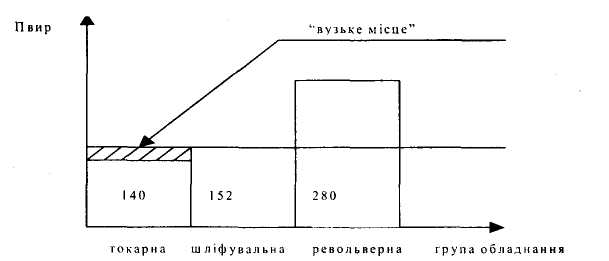 Рис.
1. Графік комплектів, що виробляються
групами обладнання
З
розрахунків та графіка видно, що для
ліквідації "вузького місця"
необхідно збільшити потужність токарної
групи на 12 комплектів (152-140). Кількість
верстатів, які необхідно перевести з
револьверної операції на токарну,
знайдемо за
рівнянням:
12=4000*m*1,08/170,
12*170=4320т
2040=4320т
т=2cm.
Відповідь:
виробнича потужність виробничої дільниці
дорівнює -152 комплекти. Кількість
верстатів, які необхідно перевести з
револьверної операції на токарну -
2.
Рис.
1. Графік комплектів, що виробляються
групами обладнання
З
розрахунків та графіка видно, що для
ліквідації "вузького місця"
необхідно збільшити потужність токарної
групи на 12 комплектів (152-140). Кількість
верстатів, які необхідно перевести з
револьверної операції на токарну,
знайдемо за
рівнянням:
12=4000*m*1,08/170,
12*170=4320т
2040=4320т
т=2cm.
Відповідь:
виробнича потужність виробничої дільниці
дорівнює -152 комплекти. Кількість
верстатів, які необхідно перевести з
револьверної операції на токарну -
2.
Задача 2
Корисна площа складальної дільниці 200 м2, виріб займає площу 3,5 м2, робоча зона – 30% його площі. тривалість виробничого циклу складання виробу – 12 змін, значення режимного фонду часу роботи дільниці визначити самостійно.
Визначте виробничу потужність складальної дільниці.
Розв’язання:
Режим роботи підприємства приймаємо у такому вигляді:
а) кількість робочих днів (Кр.д.) дорівнює 250 днів;
б) кількість змін у робочий день (Кзм) дорівнює 2. Тоді ефективний фонд часу розраховується за формулою:
Феф.д = Кр.д.*Кзм,
де Феф.д – ефективний фонд часу використання площі дільниці (змін).
Феф.д = 250*2 = 500.
Знайдемо площу, зайняту під робочу зону одного виробу за формулою:
Sр.з. = Sвир.*ПЧр.з./100, де
Sр.з. – площа під робочу зону одного виробу (м2);
Sвир. – площа, яку займає один виріб, що складається (м2);
ПЧр.з. – частка робочої зони від площі, зайнятої одним виробом (%).
Отримаємо:
Sр.з. = 3,5м2*30%/100% = 1,05м2.
З отриманих розрахунків знаходимо потужність складальної дільниці за формулою:
Пвир. = Sкор.*Феф.д./Тскл*(Sвир+Sр.з.), де
Sкор. – корисна площа складальної дільниці (м2);
Тскл – тривалість виробничого циклу складання виробу (змін).
Отримаємо:
Пвир. = 200м2*500змін/12змін*(3,5м2+1,05м2) = 1831,5 виробів
(приймаємо за 1832 вироби).
Відповідь: виходячи з заданого режиму роботи дільниці, виробнича потужність складальної дільниці складає 1832 виробів на рік.