

6.2. Совместимость с рабочей средой
Использование материалов в любой конструкции возможно только в случае их совместимости с рабочей средой.
Коррозия, коррозионная усталость, коррозия под напряжением, водородное охрупчивание и т. д. могут вызвать повреждения в металле и привести конструкцию к хрупкому разрушению. Сочетание низких температур и радиоактивного облучения, имеющее место в условиях пузырьковых камер и физических установок, из-за изменения механических свойств материалов также может создать проблему совместимости.
Для криогенных конструкций особенно важную роль играет химическое воздействие низкокипящих продуктов на свойства конструкционных сталей и сплавов. Особую сложность проблема совместимости приобретает при выборе материалов для работы в контакте с жидким или газообразным кислородом и другими менее распространенными окислителями на основе фтора, используемыми в жидкостных ракетных двигателях. Известно, что такие химически активные металлы, как титан и его сплавы, магниевые сплавы, алюминиевые сплавы при ударном нагружении, могут самопроизвольно загораться при контакте с кислородом.
Основными отборочными испытаниями на совместимость с жидким кислородом являются испытания на ударное сжатие и на прокол падающим бойком находящейся под давлением диафрагмы. У титановых сплавов в обеих случаях возникает активная реакция, алюминиевые сплавы активно реагируют с кислородом только при ударном нагружении, а медные и никелевые сплавы, а также нержавеющие стали не вступают в реакцию при обоих видах испытаний. Алюминиевые сплавы можно рассматривать как совместимые с жидким кислородом, что обуславливает их довольно широкое применение в качестве материала для изготовления стационарных и транспортных кислородных резервуаров.
Материалы толщиной до 5 мм для изготовления оборудования, работающего с газообразным кислородом, имеют следующие значения предельного давления кислорода и скорости газового потока, при которых возможно их горение при комнатной температуре.
Давление кислорода, МПа при, скорости потока, м/с 0 До 0,5 Свыше 0,5
стали углеродистые и легированные 0,64 0,64 0,64
чугун 3,20 0,80 0,40
коррозионностойкие стали типа 30X13,
12Х18Н10Т 16,0 4,00 2,00
алюминиевые сплавы АМг, АМц, АД1 3,20 0,64 0,40
медь, никель и их сплавы 42,00 42,00 42,00
При контакте с жидким кислородом вероятность загорания ниже, чем в случае газообразного кислорода.
В тех криогенных установках, в которых вакуум используется в качестве изоляции, важно знать величину газовыделения металлов в вакууме в процессе длительной эксплуатации. Обеспечение вакуума в таких конструкциях является условием их нормальной работоспособности.
6.3. Физические свойства
При проектировании некоторых видов низкотемпературного оборудования критериями выбора материалов могут быть их физические свойства.
Важность плотности как физической характеристики материала обусловлена использованием установок в таких отраслях техники, как судостроение, транспортное машиностроение и особенно авиационная и ракетно-космическая техника. Для таких объемов одним из решающих условий применения того или иного мате риала является минимизация массы.
В случаях минимизации массы критерием пригодности материалов является их высокая удельная прочность, определяемая по отношению прочности к плотности. При этом более тяжелые, но более прочные сплавы типа мартенситностареющих сталей или титана, могут успешно конкурировать с алюминиевыми сплавами.
При эксплуатации холодильного и криогенного оборудования существенную роль играет количество теплоты, которое необходимо отвести при захолаживании объекта. Количество отводимой теплоты особенно важно в случае, когда оборудование подвергается большому числу циклов нагрева и охлаждения.
Известно, что при высоких температурах теплоемкость металлов и других кристаллических тел почти не меняется и близка к постоянному значению. С понижением температуры теплоемкость начинает быстро падать. При криогенных температурах даже малые количества теплоты существенно меняют температуру материала.
Термическое расширение является одним из наиболее важных свойств конструкционных материалов, применяемых в криогенной технике. Показателями термического расширения материалов являются температурные коэффициенты объемного и линейного расширения.
Температурный коэффициент расширения определяется характером межатомных взаимодействий в материале. При абсолютном нуле расстояние между атомами неизменно. С увеличением температуры амплитуда колебаний атомов растет, расстояние между атомами увеличивается и материал расширяется, т. е. происходит увеличение объема тела.
Температурная зависимость коэффициента линейного расширения приведена на рис. 145.
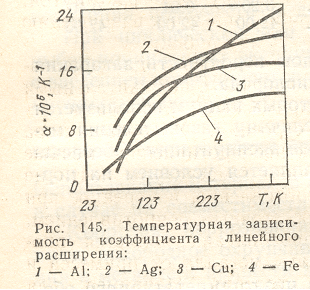
Величина и имеет довольно высокое значение при повышенных и умеренных температурах, с понижением температуры резко падает и принимает весьма низкие значения уже при температурах жидкого азота. Ниже этих температур большинство метал.лов почти перестает сжиматься.
Некоторые типичные ошибки (рис. 146) при проектировании криогенных емкостей могут привести к их разрушению ввиду различий температурных коэффициентов двух деталей.
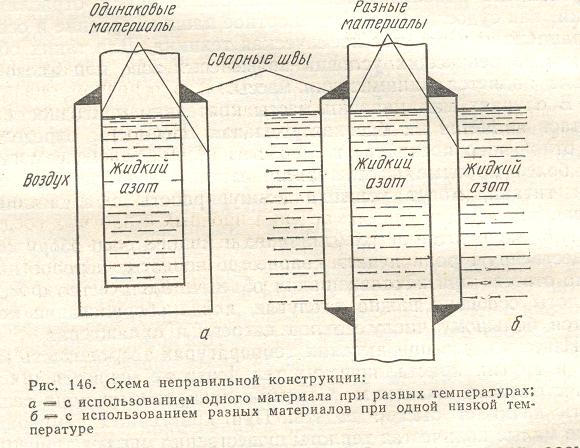
В первом случае два вставленных один в другой коаксиальных сосуда, соединенные верхними кромками и имеющие зазор для теплоизоляции, изготовлены из одного и того же материала. Внутренний сосуд, контактирующий с криогенной жидкостью, сжимается относительно внешнего, более теплого сосуда, что приводит к развитию напряжений и может быть причиной разрушения.
Во втором случае рассмотрены коаксиальные трубки из различных материалов, соединенные на концах и находящиеся в одинаковых температурных условиях. Учитывая различие температурных коэффициентов расширения материалов при охлаждении, одна из трубок окажется сжатой, а другая - растянутой. Повторные термические циклы могут либо привести к разрушению соединения, либо к выпучиванию одной из трубок.
Сопротивление прохождению электрического тока обусловлено рассеянием электронов при столкновении с положительными ионами кристаллической решетки, примесными атомами и несовершенствами кристаллического строения. У большинства металлов при 20 К удельное электросопротивление меньше 10-10 Ом ∙ м и с дальнейшим понижением температуры почти не меняется. Таким образом, электросопротивление, измеренное при температурах ниже 20 К, является остаточным сопротивлением. Определение остаточного электросопротивления является простым и точным методом оценки чистоты металла от примесей и совершенства его кристаллического строения. Например, для меди обычной очистки отношение сопротивления при комнатной к сопротивлению при криогенной температуре может составлять 100. При лучшей очистке меди это отношение может возрасти до 200.