

2. Свойства и применение сталей при низких температурах
Стали, работающие в условиях низких температур, должны обеспечивать необходимую прочность в сочетании с высокой вязкостью и пластичностью, обладать малой чувствительностью к концентраторам напряжений и низкой склонностью к хрупкому разрушению. Учитывая технологию изготовления изделий, работающих при низких температурах, такие стали должны обладать хорошей свариваемостью.
Ранее отмечалось, что при низкой температуре прочностные характеристики растут, а вязкость и пластичность падают. Поэтому при выборе стали для работы в этих условиях определяющими показателями будут прочность при высокой температуре эксплуатации (обычно комнатной), а вязкость и пластичность — при низкой температуре.
Механические свойства и работоспособность сталей, работающих при низких температурах, зависят от многих факторов. К ним прежде всего относятся тип кристаллической решетки, размер зерна и состояние его границ, содержание легирующих элементов и примесей, форма, размер, состав и количество неметаллических включений. Насыщение металла водородом увеличивает хрупкость стали. Сварка способствует росту зерна и дополнительному наводораживанию, что увеличивает хладноломкость сварных соединений. Кроме того, нагрев при сварке может способствовать фазовым превращениям и выделению примесей по границам зерен, что также повышает хрупкость стали.
Вязкость стали при низких температурах зависит от технологии выплавки. При использовании вакуумирования, обработки жидкими шлаками, электрошлакового переплава вязкость растет. Это связано с уменьшением количества неметаллических включений, понижением концентрации вредных примесей и газов. Рациональная организация раскисления и введение малых добавок ниобия, ванадия и титана способствуют измельчению зерна, повышению прочности и вязкости стали.
2.1. Влияние легирующих элементов на хладостойкость сталей климатического холода
Легирующие элементы оказывают влияние на размеры зерен, состояние их границ, количество, форму и распределение фаз в стали.
Механические свойства и хладноломкость стали определяются прежде всего тремя механизмами упрочнения: 1) измельчением зерна; 2) упрочнением феррита атомами легирующих элементов и примесей, образующими твердые растворы внедрения и замещения; 3) упрочнением выделениями частиц второй фазы различной степени дисперсности. Этот вид упрочнения называется дисперсионным. Влияние легирующих элементов на свойства стали обусловлено их воздействием на эти три основные механизма упрочнения.
Эффективное упрочнение достигается за счет введения углерода, образующего твердые растворы внедрения. Однако его растворимость в феррите сравнительно невелика, что приводит к снижению упрочняющего эффекта. Высокая прочность мартенсита закалки сопровождается снижением вязкости и необходимостью проведения отпуска. При отпуске образуются карбиды, мартенсит обедняется углеродом и снижается действие твердорастворного механизма упрочнения. При этом, хотя и реализуется третий механизм упрочнения - дисперсными частицами второй фазы, образуются довольно крупные частицы цементитного типа в ферритной матрице. Эти частицы более тверды и хрупки, чем ферритная матрица, и при нагружении на поверхности раздела создается объемнонапряженное состояние, приводящее к образованию микротрещин. Принято считать, что увеличение в стали содержания углерода на каждые 0,1 % повышает порог хладноломкости на 20 градусов.
Снижение содержания углерода предотвращает образование при сварке в зоне термического влияния хрупких закалочных мартенситных структур. В свариваемых хладостойких сталях содержание углерода должно быть ниже 0,2 % и в структуре должно быть мало перлита (малоперлитные стали).
Введение в углеродистую сталь марганца до 2 % и кремния до 0,8 % упрочняет ферритную матрицу благодаря образованию твердого раствора замещения. Легирование марганцем измельчает зерно и увеличивает вязкость феррита, что повышает величину работы распространения трещины при низких температурах.
Легирование стали небольшими добавками титана, ниобия и ванадия до 0,1 - 0,15 % позволяет получать мелкодисперсные выделения второй фазы типа VC, TiC, Nb (CN), V (CN), эффективно упрочняющие матрицу. Эти же элементы участвуют в упрочнении по первому механизму. Они способствуют измельчению зерна и снижают склонность стали к его росту. На границах зерен образуются дисперсные частицы карбидов и карбонитридов ниобия, титана и ванадия, тормозящие рост зерен при нагревании. Увеличение содержания этих элементов более 0,15 % значительно меньше сказывается на увеличении прочности, но одновременно повышает склонность стали к хрупкому разрушению.
Для повышения хладостойкости и свариваемости строительных сталей применяют малоперлитные стали с низким содержанием углерода с микролегированием сильными карбидообразующими элементами.
Кроме того, используют стали, легированные азотом в сочетании с различными сильными нитридообразующими элементами. В качестве таких элементов чаще всего применяют ванадий, алюминий, ниобий и титан. Выделение азота из твердого раствора в виде нитридов уменьшает его охрупчивающее действие. Это позволяет увеличить прочность стали и, способствуя измельчению зерна, не ухудшает хладостойкость стали.
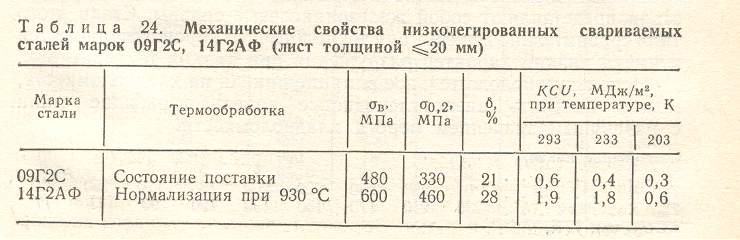
К сталям этой группы относятся стали марок 09Г2, 09Г2С, 09Г2СД, 15Г2СФ, 14Г2СФ, 14Г2АФ и др. Из-за дефицитности никеля его применение в сталях этого типа ограничено.
Механические свойства при 293 К, а также значения ударной вязкости при 233 и 203 К листового проката толщиной 10 - 25 мм из двух марок стали этой группы приведены в табл. 24.
Хром несколько повышает прочность стали и при содержании до 1 % увеличивает ее вязкость. Увеличение концентрации хрома более 1,5 % приводит к повышению порога хладноломкости.
Прочность стали может быть повышена при легировании медью за счет упрочнения твердого раствора, дополнительного измельчения зерна, а при более высоких концентрациях до 0,8 % за счет дисперсионного упрочнения. Одновременно может быть снижена критическая температура хрупкости. Однако стали с медью пока не получили широкого распространения из-за опасности возникновения красноломкости.
Из всех легирующих элементов в наибольшей степени никель понижает хладноломкость стали. Никель и железо полностью растворимы друг в друге, имеют близкое кристаллическое строение решеток. Никель не является карбидообразующим элементом, он находится в твердом растворе в феррите или аустените. Никель упрочняет феррит и одновременно увеличивает его вязкость. Никель увеличивает прокаливаемость стали, измельчает зерно, а также снижает концентрацию примесей на дислокациях и уменьшает блокирование дислокаций примесными атомами внедрения.
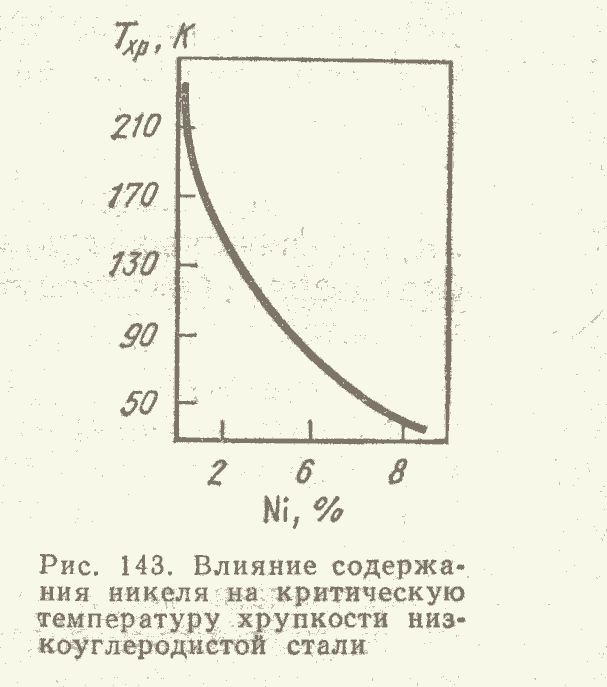
На рис. 143 приведена зависимость критической температуры хрупкости от содержания никеля в стали. Введение 1 % никеля снижает порог хладноломкости примерно на 20˚.
Введение молибдена до 0,5% существенно снижает порог хладноломкости. Молибден оказывает сдерживающее влияние на диффузионную подвижность фосфора и уменьшает отпускную хрупкость. Действие никеля на хладноломкость особенно эффективно в сочетании с молибденом.
Резко отрицательное действие на хладноломкость оказывают фосфор, сера, растворенные газы: кислород, азот, водород,
С увеличением содержания серы растет количество сульфидных включений, играющих роль концентраторов напряжений. Так, увеличение содержания серы в литой стали 25Л от 0,02 до 0,05 % более чем в два раза снижает ударную вязкость при 233 К. Повышение содержания серы на 0,01 % увеличивает порог хладноломкости примерно на 15 градусов.
Охрупчивающее влияние фосфора сказывается в обогащении им межзеренных границ благодаря сильной ликвации, а также благодаря образованию концентраторов напряжений - фосфидной эвтектики. При увеличении содержания углерода охрупчивающее влияние фосфора возрастает. Повышение содержания фосфора на 0,01 % для литой стали 35Л увеличивает критическую температуру хрупкости примерно на 20˚. Вредное влияние фосфора может быть существенно подавлено за счет легирования молибденом.
Глубокая десульфация и дефосфорация являются необходимыми условиями обеспечения высокой сопротивляемости хрупкому разрушению.
Отрицательное влияние вредных примесей уменьшается при введении редкоземельных металлов, а также кальция и циркония. Добавки РЗМ оказывают положительное действие на хладостойкость и снижают отпускную хрупкость конструкционных сталей. При этом PЗM, ЩЗМ не входят в твердый раствор и не загрязняют границ зерен, а полностью переходят в неметаллические включения, связывая вредные примеси.