

4 . Производство литейного чугуна
Литейный чугун плавят в вагранках пламенных, электродуговых и индукционных печах. Благодаря простоте конструкции наибольшее распространение получила вагранка, схема которой приведена на рис. 3.
Принцип работы вагранки состоит в следующем. После очередного ремонта шахту печи сначала загружают коксом на высоту, примерно равную внутреннему диаметру вагранки над уровнем фурм. Затем загружают металлическую шихту (литейный и передельный чугун, возврат собственного производства, стальной лом, ферросплавы и т. д.), кокс, и флюс, необходимый для формирования шлака. В качестве флюса используют известняк. Первую порцию кокса разжигают, после чего через фурмы подают воздушное дутье. Металл по мере расплавления собирается в копильнике и периодически выпускается из него. По мере оплавления металла систематически производят загрузку шихты. Современные вагранки имеют производительность 2,5-50,0 т/ч жидкого чугуна. Для снижения расхода кокса дутье подогревают до 350 - 550 °С.
Глава 2
МЕТАЛЛУРГИЯ СТАЛИ
Сталь - это сплав железа с углеродом, который содержит менее 2 % углерода (обычно не более 1,3 %). Постоянными примесями в стали являются марганец, кремний, фосфор и сера. Кроме углеродистых, в машиностроении и строительстве широко применяют легированные стали, в состав которых для улучшения тех или иных свойств дополнительно вводят хром, никель, молибден и другие элементы.
Исходными металлическими материалами для получения стали служат передельный чугун, стальной лом и ферросплавы. Чугун по сравнению со сталью содержит большее количество углерода и примесей. Поэтому основная задача передела чугуна в сталь состоит в удалении избытка углерода и примесей с помощью окислительных процессов, протекающих в сталеплавильных агрегатах. Основными способами производства стали являются кислородно-конвертерный, мартеновский и электродуговой.
1. Кислородно-конвертерное произсодство стали
Сталь в конвертерах выплавляют бессемеровским, томасовским и кислородно-конвертерным способами. Недостатками первых двух способов является низкое качество стали из-за повышенной концентрации азота и ограниченность сырьевой базы. Последнее обусловлено необходимостью использования только специальных сортов чугуна (бессемеровского или томасовского) со строго регламентированным содержанием кремния, серы и фосфора. Оба способа имеют ограниченное применение. В Советском Союзе бессемеровскую и томасовскую сталь почти не производят.
В основе конвертерных процессов лежит обработка жидкого чугуна газообразными окислителями без подвода извне дополнительного тепла. Процесс выплавки стали осуществляется только за счет химической теплоты экзотермических реакций окисления примесей с учетом физической теплоты жидкого чугуна. Продувка чугуна производится сверху или через днище в специальных агрегатах - конвертерах. Конвертерную плавку характеризует высокая производительность за счет большой реакционной поверхности металл-окислитель и высокой скорости окисления примесей.
Применение технически чистого кислорода (не менее 99,5 % О2) для продувки чугуна позволило за счет снижения содержания азота улучшить качество кислородно-конвертерной стали. Первые промышленные конвертеры на кислородном дутье начали работать в 50-х гг. В последующие годы этот способ получил распространение и в ряде стран стал ведущим в сталеплавильном производстве. В СССР в настоящее время используются кислородные конвертеры емкостью 100-400 т. Объем выплавляемой кислородно-конвертерной стали составляет около 35 % от общего объема ее производства.
Схема
кислородного конвертера представлена
на рис. 4. Корпус конвертера 1
изготавливают из стальных сваренных
встык листов толщиной до 100 мм. Корпус
имеет среднюю цилиндрическую часть,
глухое дно и симметричную сужающуюся
горловину 2.
У
основания горловины расположено
сталевыпускное отверстие 3.
Такое
расположение летки способствует лучшему
отделению стали от шлака и уменьшает
опасность восстановления фосфора при
сливе металла. Рабочее пространство
конвертера футеровано смолодоломитовыми
огнеупорами, а сталевыпускное отверстие
- магнезитовыми блоками. Конвертер может
поворачиваться в вертикальной
плоскости благодаря опорному поясу 4
с
цапфами, расположенными в подшипниках
опор. Одна или обе цапфы являются
приводными. Кислород обычно подается
сверху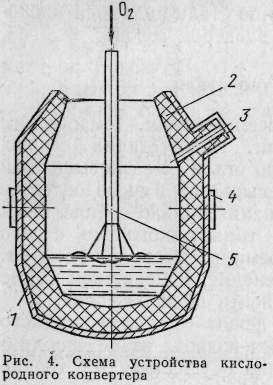 через водоохлаждаемую фурму 5. Подача
сверху обусловлена образованием
высокотемпературной реакционной
зоны в месте вдувания кислорода в
металл и необходимостью сохранения
футеровки днища конвертера. Фурма
способна перемещаться вверх - вниз.
При подаче дутья она находится на
расстоянии 300-800 мм от поверхности ванны.
Кислород подается под давлением 0,8-1,0
МПа. Его расход зависит от емкости
конвертера и интенсивности продувки
и составляет 2,5-4 м3/т
металл в 1 мин. Длительность плавки в
современном кислородном конвертере
составляет 35-50 мин.
через водоохлаждаемую фурму 5. Подача
сверху обусловлена образованием
высокотемпературной реакционной
зоны в месте вдувания кислорода в
металл и необходимостью сохранения
футеровки днища конвертера. Фурма
способна перемещаться вверх - вниз.
При подаче дутья она находится на
расстоянии 300-800 мм от поверхности ванны.
Кислород подается под давлением 0,8-1,0
МПа. Его расход зависит от емкости
конвертера и интенсивности продувки
и составляет 2,5-4 м3/т
металл в 1 мин. Длительность плавки в
современном кислородном конвертере
составляет 35-50 мин.
Исходными материалами конвертерной плавки являются жидкий чугун, лом - металлическая часть шихты и шлакообразующие, окислители - неметаллическая часть. Перед загрузкой конвертер наклоняют. Сначала загружают металлический лом (20-30 % от массы плавки). Затем заливают чугун, конвертер приводят в вертикальное положение, опускают кислородную форму и начинают продувку кислородом. Одновременно с началом продувки по мере ее проведения по специальному желобу загружают известь, железную руду и флюсы (боксит, плавиковый шпат).
Проникая в металл, вдуваемый кислород прежде всего взаимодействует с железом, составляющим основную массу залитого чугуна:
2Fe + 02 = 2FeO + Q.
Образующаяся FeO частично переходит в шлак, частично растворяется в металле и окисляет примеси, содержащиеся в чугуне:
2FeO + Si = 2Fe + SiO2 + Q1
FeO + Mn = Fe + MnO + Q2,
5FeO + 2P = 5Fe + P2O5+ Q3
Эти реакции, особенно окисление кремния, идут с выделением большого количества теплоты. Через 2-4 мин после начала продувки кремний полностью окисляется.
С понижением содержания кремния и марганца и повышением температуры металла возрастает скорость окисления углерода как за счет взаимодействия с FeO
FeO + С = Fe + СО - Q,
так и прямого воздействия газообразного кислорода. Выделяющиеся пузыри СО улучшают перемешивание металла и шлака.
Одновременно с окислением примесей образуется шлак. Скорость шлакообразования зависит от скорости растворения извести. В начале продувки шлак содержит много кремнезема и FeO и имеет низкую основность (CaO/SiO2 <1). По ходу продувки известь растворяется, основность шлака растет и к концу плавки CaO/SiO2 ≈ 3. Общее количество шлака составляет обычно 10- 15 % от массы металла. Активный основной шлак способствует более полному удалению из металла вредных примесей - фосфора и серы.
Избыток свободного оксида кальция связывает фосфор в прочное соединение - фосфат кальция:
Р2О5 + 4СаО = (СаО)4Р205.
В высокоосновном шлаке сера связывается в сульфид кальция: FeS + СаО = CaS + FeO.
После окончания продувки и получения заданного содержания углерода конвертер поворачивают в горизонтальное положение, берут пробу и выпускают металл в ковш.
В последние годы начинают широко использовать выплавку стали с продувкой чугуна кислородом снизу через фурмы, установленные в днище конвертера. Фурмы представляют собой две концентрически расположенные трубки: по внутренней подается кислород, а в щель между внутренней и внешней - защитный газ, в качестве которого обычно используют метан или пропан. Защитный газ предотвращает ранний контакт кислорода с жидким металлом, защищает фурму и околофурменное пространство от сгорания. Число фурм в днище может составлять более 20 шт. и колеблется в зависимости от вместимости конвертера. Днища имеют меньшую стойкость, чем стены конвертера, поэтому их изготовляют съемными.
Во избежание заполнения фурм жидким металлом и выхода их из строя перед установкой конвертера в вертикальное положение через фурмы пускают дутье, используя для этой цели какой-либо инертный газ (обычно аргон).
При донной продувке по сравнению с верхней продувкой резко возрастает интенсивность перемешивания металла, площадь контактной поверхности газ - металл. Благодаря этому увеличивается скорость обезуглероживания чугуна, интенсифицируются процессы удаления вредных примесей и газов.
Раскисление стали в ковше - обязательная завершающая операция. Окислительный характер плавки приводит к высокой концентрации FeO в металле, вызывающей в стали красноломкость при горячей деформации и ухудшение механических свойств. Раскислением называется процесс восстановления железа из FeO. Раскисление производят марганцем, кремнием и алюминием по реакциям:
FeO + Mn = Fe + MnO,
2FeO + Si = 2Fe + SiO2,
3FeO + 2A1 = 3Fe + Al2O3.
Кремний и марганец вводят в виде соответствующих ферросплавов, алюминий - в чистом виде. Марганец, кремний и алюминий называют раскислителями стали. В зависимости от степени раскисленности различают кипящие, полуспокойные и спокойные стали.
Кипящие стали раскисляют только ферромарганцем. В таких сталях частично остается растворенный FeO и при кристаллизации продолжает идти процесс кипения по реакции:
FeO + С = Fe + CO.
Газовые пузыри остаются в теле затвердевшего слитка и завариваются при последующей прокатке. Кипящая сталь дает наиболее высокий выход годного металла, наименьшие отходы, благодаря чему она обладает самой низкой стоимостью.
Спокойную сталь раскисляют комплексно ферромарганцем, ферросилицием и алюминием. В металле нет растворенного FeO, процесс кипения прекращается, сталь «успокаивается». Спокойная сталь - наиболее дорогая сталь, значительная часть стального слитка идет в отходы.
Полуспокойную сталь раскисляют ферромарганцем и уменьшенным количеством ферросилиция. По качеству и стоимости они занимают промежуточное положение между кипящей и спокойной сталями.
Качество стали определяется содержанием в ней вредных примесей, газов и неметаллических включений. По качеству кислородно-конвертерная сталь не уступает мартеновской, а в ряде случаев ее превосходит.
Благодаря меньшим затратам на передел на 20-30 % при сопоставимой стоимости шихты себестоимость кислородно-конвертерной стали ниже мартеновской. Конвертерный процесс легче поддается комплексной механизации и автоматизации. Строительство кислородно-конвертерного цеха одинаковой производительности с мартеновским требует меньших капитальных затрат.
Перечисленные преимущества кислородно-конвертерной стали позволяют в ряде развитых стран полностью (Япония) или в основном (США, ФРГ, Великобритания) заменить мартеновские печи кислородными конвертерами. В отечественной металлургии также происходит постепенное вытеснение мартеновского процесса кислородно-конвертерным.