Раздел III. Литейное производство
В соответствии с современной терминологией литье есть способ изготовления заготовки или изделия заполнением полости заданной конфигурации жидким металлом с последующим его затвердеванием. Заготовку или изделие, получаемые методом литья, называют отливкой.
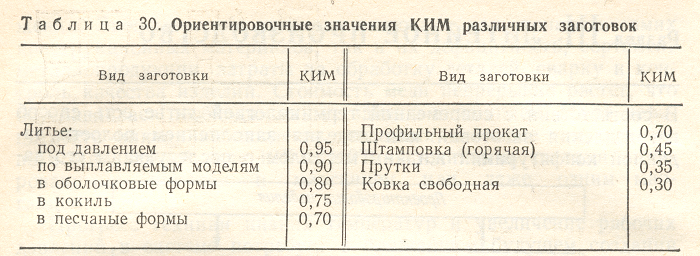
Литейное производство - основная заготовительная база всех направлений машиностроения, приборостроения и ряда других отраслей народного хозяйства. Во многих случаях литье - единственно возможный способ получения заготовок сложной формы. Литые заготовки являются наиболее дешевыми, а зачастую и имеют минимальный припуск на механическую обработку. Эффективность литейного производства может характеризовать коэффициент использования металла (КИМ) - отношение масс детали и заготовки, - приведенный в табл. 30 для отливок, полученных различными способами, в сравнении с другими видами заготовок.
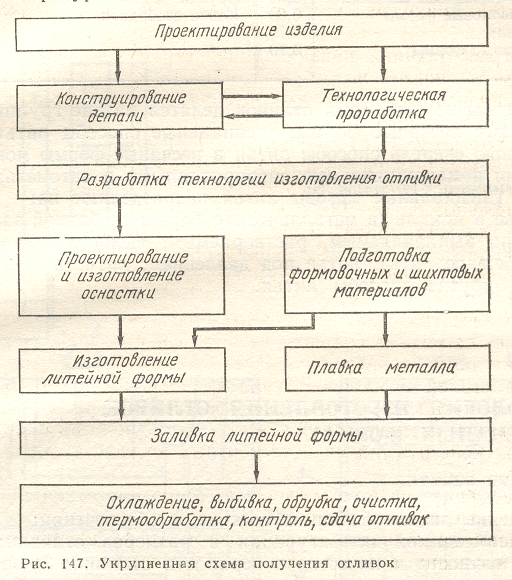
Большинство отливок получают в соответствии со схемой, приведенной на рис. 147.
Способы изготовления отливок делятся на две группы: литье в обычные песчаные формы; специальные способы литья.
В свою очередь способы литья в песчаные формы могут быть ручными и машинными (механизированными и автоматизированными). Специальные методы литья подразделяют на:
литье в кокиль (в металлические формы свободной заливкой); литье по выплавляемым, растворяемым, выжигаемым моделям; центробежное литье; литье под давлением; литье в оболочковые формы; другие способы литья.
Глава 1
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ПЕСЧАНЫХ ФОРМАХ
1. Общие понятия
Назначение литейной формы состоит в обеспечении: 1) необходимой конфигурации и размеров отливки; 2) заданной точности и качества поверхности отливки; 3) определенной скорости охлаждения залитого металла, способствующей формированию требуемой структуры сплава и качества отливок.
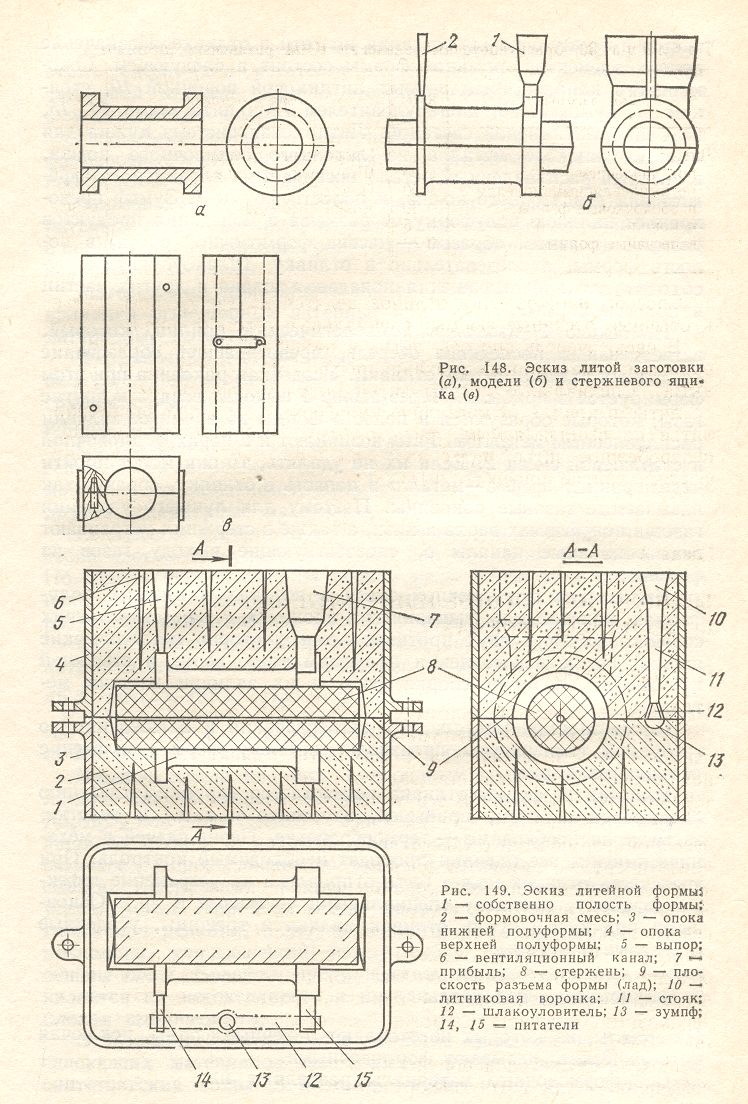
Эскиз отливки показан на (рис. 148, а). Для изготовления песчаной формы этой отливки необходимо иметь модельный комплект и другую литейную оснастку. Модельный комплект включает в себя всю оснастку для получения полости формы. В рассматриваемом случае он состоит из модели (рис. 148, б), стержневого ящика (рис. 148, в), моделей элементов литниковой системы (на рис. 148 не показаны), прибыли 1 и выпора 2. При необходимости модельный комплект должен включать также шаблоны для контроля размеров и конфигурации формы. Имея всю необходимую оснастку, можно изготовить литейную форму (рис. 149). Модель служит для получения отпечатка в форме 1, стержневой
ящик — для изготовления стержня 8, который устанавливается в форму с целью создания полости в отливке. Назначение других элементов литейной формы состоит в следующем. Совокупность каналов, создаваемых литниковой воронкой 10, стояком 11, зумпфом 18, шлакоуловителем 12 и питателями 14, 15, называют литниковой системой. Литниковая система нужна для подвода жидкого металла из литейного заливочного ковша, в который расплавленный металл поступает из плавильного агрегата или раздаточного ковша, к полости формы 1. Зумпф предохраняет нижнюю полуформу от размыва и попадания продуктов размыва (главным образом - частиц формовочной смеси) в полость формы, а следовательно в отливку. Шлакоуловитель необходим для предотвращения попадания шлака и других частиц в полость формы.
Прибылью 7 называют технологический прилив, который, затвердевая в последнюю очередь, предотвращает образование усадочных раковин в теле отливки. Усадочная раковина при этом формируется в прибыли. Через выпор 5 выходит воздух и другие газы, которые образуются в полости формы во время ее заливки расплавленным металлом. Газы возникают и в порах формовочной и стержневой смеси 2. Если их не удалять, то они могут пройти через границу «форма — металл» и попасть в отливку, образуя так называемые газовые раковины. Поэтому для лучшего удаления газов в полуформах верха и низа, а также в стержнях устраивают вентиляционные каналы 6, способствующие выходу газов из формы.
Уплотнение формовочной смеси в верхних и нижних полуформах, как правило, выполняют в опоках 3, 4, представляющих собой открытые с двух противоположных сторон металлические ящики. После изготовления полуформ низа, верха и стержней производят операции сборки форм и их заливки жидким металлом.
После заливки металла, его затвердевания и охлаждения до требуемой температуры производят выбивку форм (извлечение отливки из формы).
Выбитая из формы отливка подвергается обрубке (отделению литниковой системы, прибылей, заусенцев и т. д.) и очистке, затем, если необходимо — термообработке. Перед сдачей в механический цех все отливки проходят необходимый контроль. При этом часть отливок может быть отправлена на устранение дефектов (заварку, пропитку специальными составами и др.). Основными причинами брака отливок являются трещины, усадочные и газовые раковины.