

3 Автоматизация и механизация производственных процессов
Более существенной является автоматизация непосредственно процесса нагрева слябов. В настоящее время на современных нагревательных печах устанавливают приборы, регистрирующие температуры рабочего пространства печи по зонам, температуру металла (слябов), состав атмосферы и давление газов. Все эти показания определяют теплотехническое состояние печи, возможности достижения высоких технико-экономических показателей её работы и соответствие требованиям технологического процесса прокатки слябов в профиль толстолистовой стали[14].
Нагрев металла определяет ритм подачи холодных слябов в печь и выдачу нагретых слябов из печи. Поэтому автоматическое включение в работу всех механизмов, обслуживающих печь, должно происходить от импульса, обусловленного температурой нагрева слябов на выдаче. Чаще всего ритм выдачи нагретых слябов определяется временем пребывания их в печи, обусловленным температурой продуктов горения в томильной зоне. При выполнении автоматического управления участком печей следует учесть возможности изменения ритма прокатки, а следовательно, интенсификации процесса нагрева. Для этих целей устанавливают регуляторы нагрева с характеристикой, зависящей от темпа прокатки. Регулятор учитывает также марку стали и толщину ( размеры ) слябов.
Температура нагреваемого сляба в любой точке должна быть одинаковой и выдерживаться в границах заданной оптимальной температуры с отклонением от неё не более чем на 0,5-1,0 %. Автоматизация работы нагревательных печей сводится к контролю и поддержанию температуры в зонах нагрева. При этом обычно остальные параметры нагрева заданы ( марка стали, размеры сляба, температура посадки и выдачи сляба и д.р. ). В основу схемы автоматизации печи принята температура в томильной зоне, так как при повышении темпа выдачи в эту зону поступает большее количество холодного металла и температура в ней снижается раньше, чем в сварочных зонах. Если же производительность печи уменьшается, то температура в томильной зоне повышается раньше и скорее, чем в других зонах. Но окончательную корректировку температуры по сечению сляба производят после осуществления прокатки в клети стана.
3.1 Функции и структура асу тп методической печи
Автоматизированная система управления технологическим процессом методической печи №3 и системы испарительного охлаждения (СИО) ЛПЦ-1 ОАО «АМЗ» включает в себя технические и программные средства управления. АСУ ТП предназначена для управления тепловым режимом печи, автоматизированного контроля и управления нагревом металла перед прокаткой в толкательной печи, а также для обеспечения эффективного функционирования печи и СИО, информационного обеспечения оперативно-технологического персонала и подготовки данных о технико-экономических показателях работы печи. Предлагаемая система состоит из трех уровней:
• нижний уровень - уровень датчиков, исполнительных и отсечных органов;
• средний уровень - уровень программируемого логического контроллера (ПЛК) (шкафы системы АСУ печи и СИО, локальные пульты управления агрегатами);
• верхний уровень - операторские рабочие станции на базе персональных компьютеров в помещении операторных печи и СИО. Автоматизированное управление СИО реализуется на базе контроллера SIMATIC S7-300 и рабочей станции в операторной СИО. Автоматизированное управление печью реализуется на базе контроллера SIMATIC S7-400 и двух взаимозаменяемых рабочих станций в операторной печи. АСУ печью и СИО связаны по сети Ethernet, для сбора информации по работе СИО и отображении её на рабочих станциях печи.
Нижний уровень. В качестве оборудования предлагаются преобразователи температуры (термометры сопротивления, термопары, пирометр), преобразователи давления и перепада давления, датчики конечных положений, исполнительные механизмы и отсечные клапана.
Средний уровень выполнен на базе контроллера печи Simatic S7-400,обеспечивающий сбор и автоматическую обработку информации о процессе, выработку управляющих воздействий и реализацию схем безопасности, а так же контроллера СИО Simatic S7-300.
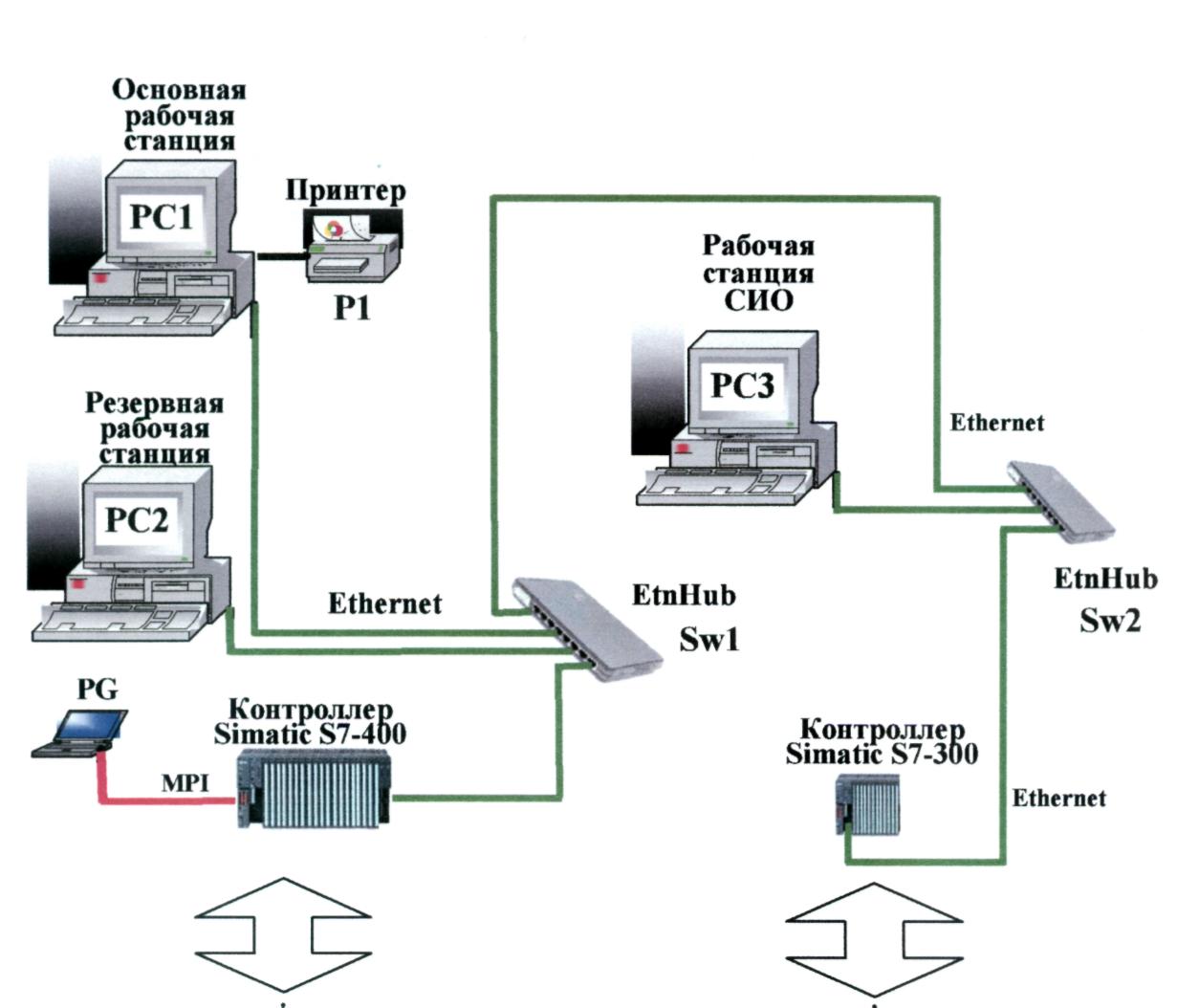
Структурная схема АСУ МП и СИО показана на рисунке 3.1. Структура среднего уровня распределена следующим образом. Центральный процессор печи связывается с распределённой периферией на базе ЕТ200S по PROFIBUS. Контроллер печи имеет связь по ETHERNET с рабочими станциями печи. Питание контроллеров осуществляется через источники бесперебойного питания. Для работы с контроллером предназначен программатор (PG) на базе Notebook с соответствующим ПО (Win+Step7+драйвера) и РС - адаптером USB-MPI/DP.
Верхний уровень представляет собой рабочее место оператора, и выполнен на базе двух взаимозаменяемых и автономных рабочих станций на базе ПК(WinXP) с установленной на них SCADA-системой (WinCC), LCD монитора, источника бесперебойного питания и принтера. Обе рабочие станции равнозначны и позволяют контролировать состояние и управлять объектом с любой из них.
Верхний уровень СИО так же имеет свою рабочую станцию на базе ПК(WinXP) с установленной на них SCADA-системой (WinCC), LCD монитора и источника бесперебойного питания. Все комплектно поставляемые рабочие станции имеют необходимые лицензии на установленное программное обеспечение. АСУ МП позволяет работать в двух режимах - дистанционном и автоматическом.

|
Датчики |
Исполнительные механизмы |
Датчики |
Методическая печь |
СИО |
||
 Исполнительные
механизмы
Исполнительные
механизмы
Рисунок 3.1 - Структурная схема АСУ МП и СИО
Функции, выполняемые системой АСУ МП
Контуры регулирования и управления выполнены согласно функциональным схемам автоматизации. Функции системы реализуются пятью основными подсистемами:
1 подсистема автоматики газовой безопасности;
2 подсистема теплового режима печи;
3 подсистема автоматического управления температурным режимом нагрева заготовок;
4 локальная подсистема общего контроля, учета и визуализации;
5 подсистема удалённой связи.
Подсистема теплового режима печи
Подсистема обеспечивает контроль и регулирование технологических параметров, а также сигнализацию отклонений параметров и аварийную защиту. Подсистема выполняет следующие функции:
- контроль и регулирование температуры в отапливаемых зонах печи;
- корректирование соотношения «газ/воздух»;
- контроль температуры в методической зоне печи;
- контроль расхода газа на зоны печи;
- контроль давления и температуры газа на печь;
- контроль наличия факела и отсечка газа на горелках (кроме горелок №№21,22);
- контроль минимального давления воздуха, минимального разрежения перед дымовой трубой, максимального и минимального давления газа и его отсечка на зоны печи;
- контроль содержания О2 в дымовых газах;
- контроль температуры дыма на выходе из печи;
- контроль и регулирование температуры дыма перед рекуператором;
- контроль температуры дыма после рекуператора;
- контроль и регулирование давления в рабочем пространстве печи;
- контроль температуры воздуха на печь до и после рекуператора;
- контроль температуры воздуха на зоны печи;
- контроль давления воздуха на печь;
- контроль расхода, температуры и давления мазута на печь;
- контроль давления мазута на зоны печи;
- регулирование подачи мазута на зоны печи;
- отсечка мазута на зоны печи;
- контроль давления питательной воды;
- контроль расхода питательной воды;
- контроль уровня в барабане-сепараторе;
- регулирование уровня в барабане-сепараторе;
- контроль давления пара после барабана-сепаратора;
- контроль расхода циркуляционной воды в системе охлаждения;
Подсистема автоматического управления температурным режимом нагрева заготовок
Подсистема предназначена для автоматической коррекции работы и стабилизации теплового режима печи в зависимости от конкретных условий работы. Подсистема выполняет следующие функции: 1) автоматическое изменение заданий температуры по зонам печи в зависимости от марки и размера заготовки; 2) автоматическое управление температурным режимом печи при простоях (снижение тепловой нагрузки, поддержка минимально необходимой нагрузки, вывод печи на рабочий режим); 3) ведение базы данных текущих параметров технологического процесса и состояния печи.
Подсистема автоматического управления температурным режимом включает в себя Систему Управляемого Снижения Тепловой Нагрузки (СУСТН).Во время длительного простоя, СУСТН, реализованная в составе микропроцессорной АСУ МП, способна автоматически понижать тепловые нагрузки в сварочных зонах печи. СУСТН автоматически определяет наличие простоя и начинает снижение тепловой нагрузки в зоне. Далее при возобновлении работы СУСТН автоматически восстанавливает первоначальный температурный режим в зонах печи.
Локальная подсистема общего контроля, учета и визуализации
Подсистема выполняет функции учета, диагностики, анализа и представления всей
и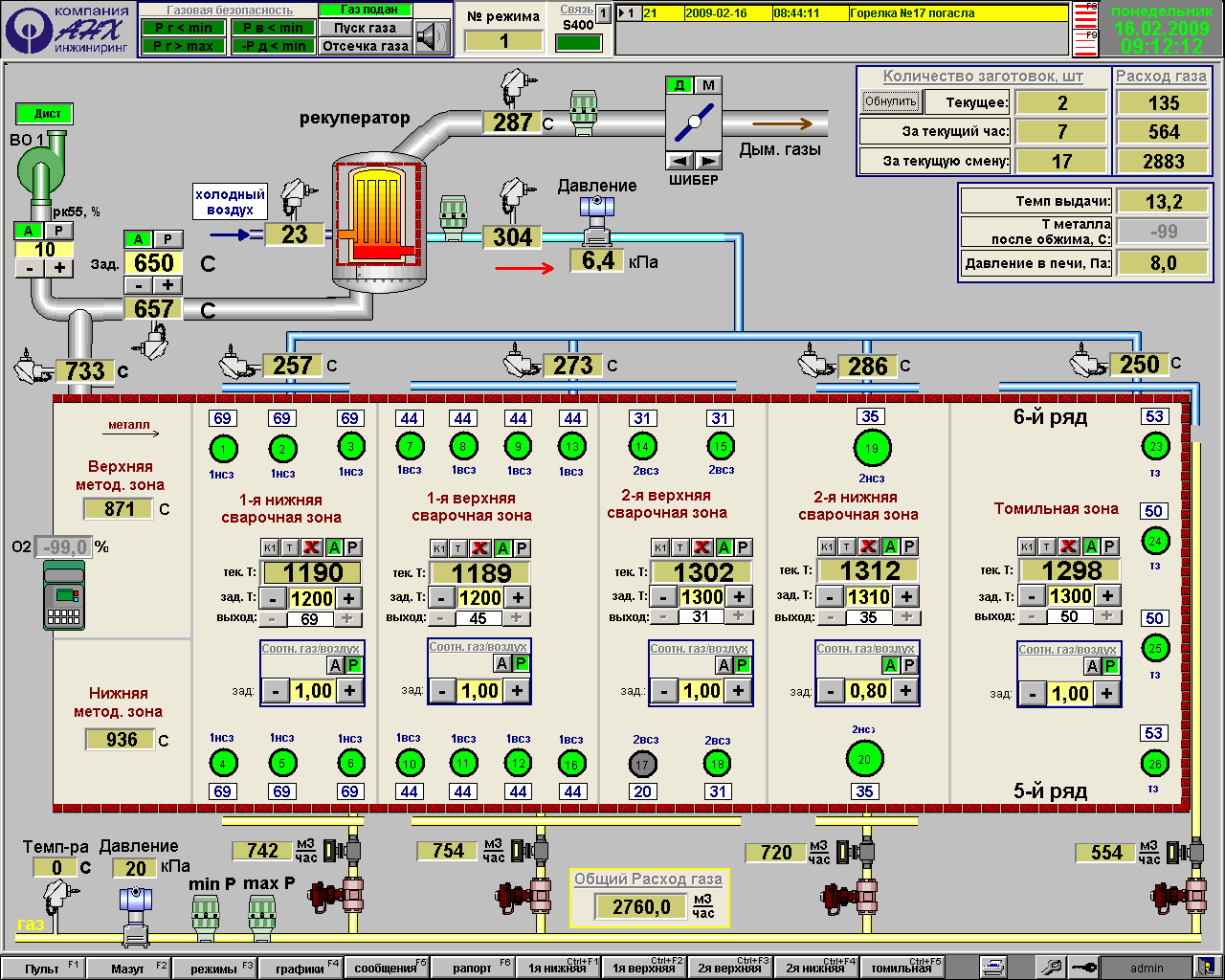 нформации
об управлении (рисунок 3.2):
нформации
об управлении (рисунок 3.2):
Рисунок 3.2 - Панель управления методической печью
- общий контроль и учет энергоносителей;
- визуализацию на экране дисплея в графической и табличной формах текущих данных о температурах, расходах воздуха и газа по зонам, и в общем на печь, а также других технологических параметров по печи (рисунок 3.2);
- протоколирование, выдачу сообщений и внешней сигнализации о нарушениях технологического регламента;
- архивирование и отображение архивной информации о работе печи (сохранение истории работы печи и доступ к ним для получения данных о нагреве отдельных партий или за определенный период времени) и действиях оператора;
- диагностику работоспособности системы.
Контроль и регулирование температуры в зонах печи
Контроль и регулирование температуры осуществляется по показаниям зональных термопар, установленных в рабочем пространстве печи. Соотношение «газ-воздух» поддерживается регуляторами соотношения прямого действия фирмы KromSchroder. Каждая горелка печи снабжена таким регулятором соотношением. Регулятор соотношения управляется давлением воздухом перед горелкой. Он регулирует выходное давление газа в соотношении примерно 1:1 к управляющему давлению воздуха. Мощность горелки изменяется с помощью заслонки с исполнительным механизмом, расположенной на воздухе (воздух ведущий, газ - ведомый).
Сигналы от зональных термопар поступают на контроллер. При отклонении температуры от заданного значения контроллер выдает сигнал на изменение положения регулирующих заслонок перед горелками на воздухе.
Основные контролируемые и регулируемые параметры АСУ ТП МП
Основные контролируемые и регулируемые параметры АСУ ТП методической печи и СИО представлены в таблице 3.1.
Таблица 3.1 - Основные контролируемые и регулируемые параметры АСУ ТП МП
Наименование параметра |
Кон-троь |
Регули-рование |
Примечание |
1 Температура в отапливаемых зонах печи |
+ |
+ |
|
2 Температура в методической зоне печи |
+ |
+ |
|
3 Соотношение «газ-воздух» |
+ |
+ |
|
4 Расход газа на зоны печи |
+ |
+ |
|
5 Давление в рабочем пространстве печи |
+ |
+ |
|
6 Содержание О2 в дымовых газах |
+ |
- |
|
Продолжение таблицы 3.1 |
|||
7 Температура природного газа на печь |
+ |
- |
Для определения расхода природного газа на печь |
8 Давление природного газа на печь |
+ |
- |
Для определения расхода природного газа на печь |
9 Температура дыма на выходе из печи |
+ |
- |
|
10 Температура дыма перед рекуператором |
+ |
- |
|
11 Температура дыма после рекуператора |
+ |
- |
|
12 Температура холодного воздуха перед рекуператором |
|
|
|
13 Температура холодного воздуха после рекуператора |
+ |
- |
|
14 Температура воздуха на зоны печи |
+ |
+ |
|
15 Давление горячего воздуха напечь |
+ |
- |
|
16 Контроль пламени горелок |
+ |
- |
|
17 Падение давления природного газа |
+ |
- |
Автоматика газовой безопасности |
18 Превышение давления природного газа |
+ |
- |
Автоматика газовой безопасности |
19 Падение давления воздуха |
+ |
- |
Автоматика газовой безопасности |
20 Падение разрежения перед дымовой трубой |
+ |
- |
Автоматика газовой безопасности |
21 Расход мазута на печь |
+ |
- |
|
22 Температура мазута на печь |
+ |
- |
|
23 Давление мазута на печь |
+ |
- |
|
24 Давление мазута на зоны печи |
+ |
- |
|
25 Расход мазута на зоны печи |
+ |
+ |
|
26 Давление питательной воды |
+ |
- |
|
27 Расход питательной воды |
+ |
- |
|
28 Уровень в барабане-сепараторе |
+ |
+ |
|
29 Давление пара после барабана-сепаратора |
+ |
- |
|
30 Расход циркуляционной воды в системе охлаждения |
+ |
- |
|