

Крипильно-регулювальні роботи при технічному обслуговуванні машин. Класифікація кріпильних з'єднань за призначенням і умовами роботи
При виконанні технічних обслуговувань машин виникає потреба мати справу з такими найбільше поширеними видами з'єднань як роз'ємні та рухомо- роз'ємні.
До роз'ємних з'єднань належать такі, які можуть бути розібрані у випадку необхідності без особливих зусиль і без пошкоджень деталей, що до них належать. До цієї групи належать різьбові, шпонкові, шліцеві, конусні з'єднання, а також окремі з'єднання з нерухомими посадками.
Рухомо - роз'ємні з'єднання здійснюються за допомогою рухомих посадок по циліндричних, конічних, сферичних, гвинтових і плоских поверхнях різними способами.
Одним із технологічних прийомів при виконанні технічних обслуговувань, що забезпечують вихідні або допустимі параметри технічного стану спряжень є регулювання.
Регулювання - це встановлення і вирівнювання взаємодії частин і випробування (вузла, системи, механізму) машини
Для роботи придатні болти, гайки і шпильки лише з повною і чистою різзю, з неушкодженими головками. Допускається різь із зірваними двома крайніми нитками В різі на чавунних деталях болти і шпильки повинні бути вкручені на глибину не менше 0,8 діаметра. Різьба болта чи шпильки повинна виступати над гайкою на І...3 нитки. В отворах для шплінтів у болтах і шпильках не повинно бути вибоїн. Болти вставляють в отвір рукою або легкими ударами дерев'яного молотка. Застосовувати з цією метою стальний молоток не можна. Зазор між болтом і отвором не повинен бути більшим 0,5 мм на кожні 10 мм діаметра болта, а у відповідальних з'єднаннях -=0,1...0,2 мм на кожні 10 мм діаметра. Якщо болти центрують (наприклад, у з'єднаннях шатуна з кришкою), то зазор між центруючим пояском і отвором становить лише 0,02...0,04 мм.
Шпильки вставляють в тіло деталі за допомогою двох гайок, болта з гайкою чи спеціальним ключем. Якщо шпилька вставлена в тіло деталі нещільно, при простукуванні мідним молотком по ненарізаній її частині буде чути деренчання.
VІ
Номенклатура змащувально-дозаправних робіт. Строки заміни моторних і трансмісійних олив
В процесі експлуатації тракторів, самохідних машин і автомобілів рекомендується систематично з відповідною періодичністю перевіряти рівень масла в картерах агрегатів і за необхідністю дозаправляти, а по мірі старіння масла замінювати його повністю. Строки заміни масла регламентуються правилами технічного обслуговування. В деяких агрегатах (механізмах) трактора заміну масла виконують при проведенні ТО-2, а в усіх інших агрегатах — при ТО-3.
При другому технічному обслуговуванні масло замінюють у картері основного двигуна, в корпусах паливного насоса і регулятора частоти обертання вала двигуна, а в усіх інших агрегатах при ТО-3. У трансмісійно-ходовій частині масло замінюють при ТО-3.
В автомобілях масло в картері двигуна замінюють через певний кілометраж пробігу відповідно до рекомендацій заводу-виготівника.
Існує метод визначення строку заміни масла за показниками перевірки його стану у хімічній лабораторії. Перевірку якості моторного масла при відсутності хімічної лабораторії можна виконати простим способом. Для цього прогрівають двигун до температури 60...80 °С. Закріпляють лист фільтрувальної бумаги на планшеті і кладуть на розігріту головку двигуна. Після цього на бумагу з щупа наносять 3...5 крапель масла і через 10 хв заміряють діаметр утворених кілець (рисунок 1); максимальний зовнішній діаметр плями — D, внутрішній діаметр зовнішнього кільця плями — dy і зовнішній діаметр масляної плями — d2. Визначають середнє значення вказаних діаметрів для 3...4 плям.
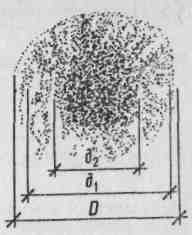
Рисунок 1 Характерні зони плям від каплі масла
на фільтровальному папері.
D – найбільший зовнішній діаметр,
d 1 – внутрішній діаметр зовнішнього кільця,
d 2 – діаметр найменшої зони плями.
За середніми значеннями Dcep, d1cep, d2cep визначають коефіцієнти придатності масла Кп і К3. Коефіцієнт придатності масла по забрудненню його механічними домішками:
Кз
=
![]() ,
,
Коефіцієнт придатності масла за наявністю присадок:
K![]() =
=![]() ,
,
Показники якості масла при різних коефіцієнтах К і К3 наведені у таблиці 2.
Цей спосіб перевірки якості масла дозволяє використовувати його більший період при нормальних умовах експлуатації машини, що дає додатковий економічний ефект.
Таблиця 2. Показники якості картерного масла
Якість масла |
Коефіцієнт придатності масла К |
Забрудненість масла механічними домішками |
|
Колір ядра плям |
Коефіцієнт придатності
масла К |
||
Придатне до використання |
Менше 1,3 |
Світло-жовтий, світло-коричневий, темно-коричневий |
Не визначається |
Допускається короткочасне використання |
1,3 |
Сірий, темно-сірий, чорний. |
1,4 ,Більше 1,4 |
Необхідно замінити чи збагатити присадками |
Більше 1,3 |
Чорний, чорний з відблиском (мазеподібний) |
Менше 1,4 |
VІІ
Визначення оперативної трудомісткості операцій технічного обслуговування за нормативами
ТРУДОМІСТКІСТЬ ТЕХНІЧНОГО ОБСЛУГОВУВАННЯ – затрати праці на проведення одного технічного обслуговування даного виду. Трудомісткість технічного обслуговування встановлюються за нормами встановленими " Українським НДІ продуктивності агропромислового комплексу" та затвердженими "Міністерством аграрної політики та продовольства України"
Таблиця 3 Періодичність технічного обслуговування та нормативи
трудомісткості на їх проведення для комбайнів
Марка комбайна |
Періодичність, фіз. га |
Трудомісткість, люд. год. |
||||||
ТО-1 |
ТО-2 |
ПР |
КР |
ЩТО |
ТО-1 |
ТО-2 |
Разом |
|
КЗС-9-1 |
100 |
400 |
1600 |
3200 |
1,3 |
6,5 |
7,2 |
15,0 |
ДОН-1500 |
90 |
360 |
1440 |
2880 |
1,35 |
6,0 |
7,1 |
14,45 |
ЛАН |
90 |
360 |
1440 |
2880 |
1,35 |
6,0 |
7,1 |
14,45 |
СК-5М "Нива" |
60 |
240 |
960 |
1920 |
0,7 |
5,1 |
6,6 |
12,4 |
АТЕК-1300 |
70 |
280 |
1120 |
2240 |
0,8 |
5,1 |
6,6 |
12,5 |
ЕЗС-80 |
60 |
240 |
960 |
1920 |
0,7 |
5,1 |
6,6 |
12,4 |
РКМ 6-0,5 |
80 |
320 |
960 |
2880 |
0,5 |
2,7 |
7,2 |
10,4 |
КСКУ-6АС |
60 |
240 |
960 |
1920 |
0,5 |
3,6 |
7,0 |
11,1 |
Таблиця 4 Трудомісткість технічного обслуговування тракторів
Марка Трактора |
ЩТО |
ТО-1 |
ТО-2 |
ТО-3 |
СТО |
Усунення несправностей |
К-701 |
0.6 |
2.2 |
11.6 |
25.2 |
18.3 |
38,5 |
К-700А |
1.0 |
2.5 |
10.6 |
43.2 |
29.3 |
34,8 |
К-700 |
1.0 |
4.3 |
8.9 |
37.5 |
36.0 |
35,0 |
ХТЗ -170-21 |
0.22 |
1.2 |
6.2 |
37.9 |
4.9 |
33,2 |
ХТЗ-171-21 |
0.24 |
1.4 |
6.5 |
38.8 |
5.1 |
33,0 |
ХТЗ-172-21 |
0.26 |
1.7 |
6.9 |
40,5 |
3.4 |
34,4 |
Т-150К |
0.24 |
1.9 |
6.8 |
42.3 |
5.3 |
33,0 |
МТЗ-80, МТЗ-82 |
0.4 |
2.7 |
6.9 |
19.8 |
3.5 |
17,7 |
ЮМЗ-6Л/6М |
0.4 |
2.2 |
5.9 |
26.1 |
14.9 |
14,9 |
Т-40М/АМ |
0.4 |
2.0 |
6.8 |
18.0 |
19.8 |
10,5 |
Т-25АІ/А |
0.5 |
2.1 |
2.8 |
10.8 |
0.9 |
12,0 |
Т-16М |
0.5 |
0.9 |
2.7 |
7.7 |
1.8 |
9,5 |
ЮМЗ-80 |
0.4 |
2.2 |
5.9 |
26.1 |
14.9 |
17,5 |
ЮМЗ-82 |
0.4 |
2.7 |
6.9 |
19.8 |
3.5 |
17,7 |
Т-150 |
0.24 |
0.8 |
4.7 |
32.0 |
6.7 |
45,5 |
ХТЗ-153 |
0.22 |
0.79 |
4.8 |
32.5 |
6.9 |
40,4 |
ХТЗ-180 Р |
0.35 |
0.85 |
5.2 |
32.3 |
7.1 |
38,3 |
ДТ-75Н |
0.5 |
2.7 |
6.4 |
21.4 |
17.1 |
28,7 |
ДТ-75М |
0.5 |
2.3 |
8.5 |
20.0 |
25.0 |
27,3 |
Т-70С, Т-54В |
0.2 |
2.3 |
6.9 |
14.0 |
6.8 |
25,4 |
Т-4А |
0.5 |
1.7 |
5.7 |
31.8 |
16.5 |
44,5 |