

3. Розробка управляючої программи
3.1 Розрахунок контуру деталі
Під час механічної обробки необхідно отримати деталь зображену на рис 3.1
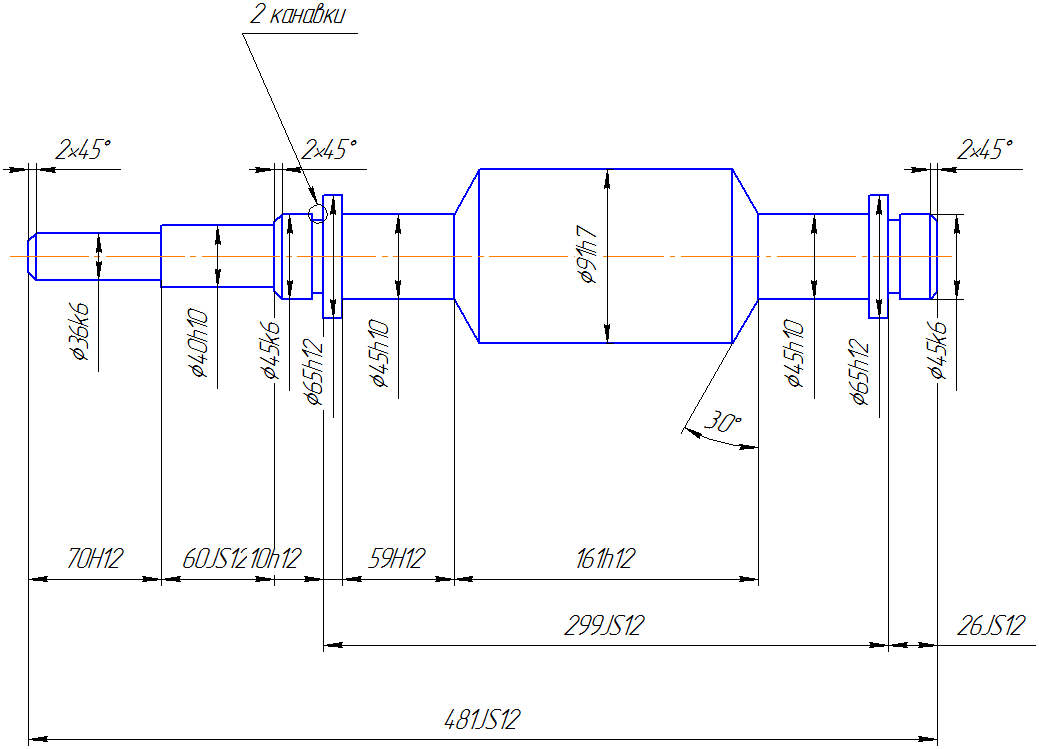
Рисунок 3.1 – Креслення деталі
Номери точок зображені на рис 3.2 та рис 3.3, а результати розрахунку наведені в табл. 3.1
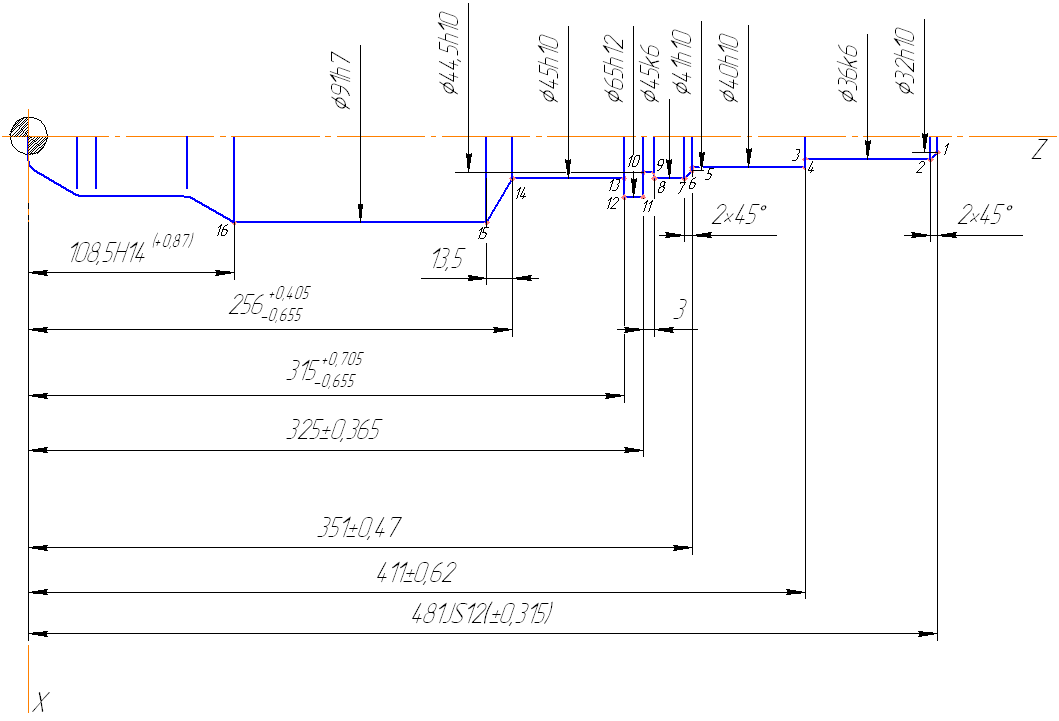
Рисунок 3.2 – Схема розрахунку точок деталі на першому установі
Виконуємо розрахунок технологічних розмірів на схемі розрахунку точок контуру деталі на першому установі
А)
256 = 26Js12 + 10h12
+ 10h12 + 59H12
+ 59H12 + 161h12
+ 161h12
es = 0,105 + 0,300 = +0,405
ei = -0,105 – 0,150 – 0,400 = -0,655
Б) 315 = 26Js12 + 10h12 + 59H12 + 161h12 + 59H12
es = 0,105 + 0,300 + 0,300 = +0,705
ei = -0,105 – 0,150 – 0,400 = -0,655
В)
325 = 299Js12 + 26Js12
+ 26Js12
es = 0,260 + 0,105 = +0,365
ei = -0,260 – 0,105 = -0,365
Г) 351 = 299Js12 + 26Js12 + 26Js12
es = 0,260 + 0,105 + 0,105 = +0,470
ei = -0,260 – 0,105 – 0,105 = -0,470
Д)
411 = 299Js12
+ 26Js12
+ 26Js12
+ 60Js12
es = 0,260 + 0,105 + 0,105 + 0,150 = +0,620
ei = -0,260 – 0,105 – 0,105 – 0,150 = -0,620

Рисунок 3.3 – Схема розрахунку точок деталі на 2 установі
Виконуємо розрахунок технологічних розмірів на схемі розрахунку точок контуру деталі на другому установі
Е) 386 = 70H12 + 60Js12 + 26Js12 + 299Js12 – 59H12 – 10h12
es = 0,300 + 0,150 + 0,260 – 0,300 = +0,515
ei = -0,315 + 0,105 + 0,150 = -0,365
Ё)
445 = 481Js – 26Js12
– 10h12
– 26Js12
– 10h12
es = 0,315 – 0,105 = +0,210
ei = -0,315 + 0,105 + 0,150 = -0,060
Ж) 455 = 481Js – 26Js12
es = 0,315 – 0,105 = +0,210
ei = -0,315 + 0,105 = -0,210
а)
б)
в)
г)
д)
е)
ё)
ж)
Рисунок 3.4 – Схеми розмірних ланцюгів
Таблиця 3.1 – Розрахунок точок контуру деталі
Номер точки |
d, мм |
Поле допуску |
es, мкм |
ei, мкм |
мм |
l, мм |
Поле допуску |
es, мкм |
ei, мкм |
мм |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
1 |
32 |
h10 |
0 |
-100 |
31,99 |
481 |
Js12 |
+315 |
-315 |
481 |
2 |
36 |
k6 |
+18 |
+2 |
36,01 |
- |
- |
- |
- |
- |
3 |
36 |
k6 |
+18 |
+2 |
36,01 |
411 |
- |
+620 |
-620 |
411 |
4 |
40 |
h10 |
0 |
-100 |
39,99 |
411 |
- |
+620 |
-620 |
411 |
5 |
40 |
h10 |
0 |
-100 |
39,99 |
351 |
- |
+470 |
-470 |
351 |
6 |
41 |
h10 |
0 |
-100 |
40,99 |
351 |
- |
+470 |
-470 |
351 |
7 |
45 |
k6 |
+18 |
+2 |
45,01 |
- |
- |
- |
- |
- |
8 |
45 |
k6 |
+18 |
+2 |
45,01 |
328 |
- |
- |
- |
- |
9 |
44,5 |
h10 |
0 |
-100 |
44,49 |
328 |
- |
- |
- |
- |
10 |
44,5 |
h10 |
0 |
-100 |
44,49 |
325 |
- |
+365 |
-365 |
325 |
11 |
65 |
h12 |
0 |
-300 |
64,99 |
325 |
- |
+365 |
-365 |
325 |
12 |
65 |
h12 |
0 |
-300 |
64,99 |
315 |
- |
+705 |
-655 |
315 |
13 |
45 |
h10 |
0 |
-100 |
44,99 |
315 |
- |
+705 |
-655 |
315 |
14 |
45 |
h10 |
0 |
-100 |
44,99 |
256 |
- |
+405 |
-655 |
255,9 |
15 |
91 |
h7 |
0 |
-35 |
90,99 |
242,5 |
- |
- |
- |
- |
16 |
91 |
h7 |
0 |
-35 |
90,99 |
108,5 |
H14 |
+870 |
0 |
108,9 |
17 |
41 |
h10 |
0 |
-100 |
40,99 |
481 |
Js12 |
+315 |
-315 |
481 |
18 |
45 |
k6 |
+18 |
+2 |
45,01 |
- |
- |
- |
- |
- |
19 |
45 |
k6 |
+18 |
+2 |
45,01 |
458 |
- |
- |
- |
- |
20 |
44,5 |
h10 |
0 |
-100 |
44,49 |
458 |
- |
- |
- |
- |
21 |
44,5 |
h10 |
0 |
-100 |
44,49 |
455 |
- |
+210 |
-210 |
455 |
22 |
65 |
h12 |
0 |
-300 |
64,99 |
455 |
- |
+210 |
-210 |
455 |
23 |
65 |
h12 |
0 |
-300 |
64,99 |
445 |
- |
+210 |
-60 |
445 |
24 |
45 |
h10 |
0 |
-100 |
44,99 |
445 |
- |
+210 |
-60 |
445 |
25 |
45 |
h10 |
0 |
-100 |
44,99 |
386 |
- |
+515 |
-365 |
386 |
 ,
, ,
,