

2.2.4. Диагностирование двигателя по токсичности
и дымности
На состояние окружающей среды оказывают влияние различные неисправности двигателя и автомобиля в целом: износы цилиндропоршневой группы; неисправности систем питания, зажигания и охлаждения; система выпуска отработавших газов; пробуксовка сцепления, неправильная регулировка тормозных механизмов и др.
Несмотря на то что состав отработавших газов (ОГ) зависит от технического состояния, основная задача диагностирования — недопущение работы на линии автомобилей с повышенным содержанием вредных компонентов.
Общее количество различных химических соединений, присутствующих в ОГ двигателей, составляет свыше двухсот наименований, а особенно вредными для окружающей среды являются соединения свинца, окись углерода СО, окислы азота NOx, углеводороды С„Нт, серные соединения и альдегиды.
Для определения объемных долей компонентов ОГ бензиновых двигателей могут использоваться абсорбциометрический, тер моконду то метрический, оптический, термохимический и другие методы.
Наибольшее распространение получили анализаторы оптического типа, так как они позволяют оценивать основные токсичные компоненты: СО, С02, С„Нт. Принцип их действия основан на различном поглощении лучистой энергии различными газами. Отработанные газы через заборник 1 (рис. 2.10), устанавливаемый в выхлопной трубе автомобиля, под действием диафрагменного насоса 5 проходят через конденсатоотдели- тель 2 и фильтрующие элементы 4, попадают в рабочую камеру 6 и далее в атмосферу.
Два источника инфракрасного излучения, 8 и 9, через обтюратор 11 (револьверная диафрагма), приводимый во вращение от электродвигателя 10, создают равные прерывистые потоки инфракрасного излучения, проходящие через рабочую 6 и сравнительную камеру 7. Сравнительная камера заполнена воздухом (или азотом), который не поглощает это излучение. В рабочей камере 6 ОГ поглощают из общего спектра инфракрасное излучение с определенной длиной волны. Окись углерода (СО),
Рис.
2.10. Принципиальная схема
инфракрасного оптического газоанал
изатора:
1 — заборник;
2 — конденсатоотделитель;
3 — фильтр тонкой очистки; 4
— защитный фильтр; 5 — диафрагменный
насос;
6 — рабочая камера; 7 —
камера сравнения;
8,9 — инфракрасные
излучатели с параболическими
зеркалами;
10 — электродвигатель;
11 — обтюратор;
12 — приемник излучения;
13 — диафрагменный
конденсатор;
14 — усилитель;
15 — ре- • гистрирующий
прибор
например, поглощает лучи с длиной волны 4,7 мкм, С02 — 4,3 мкм и т.д. В приемник 12, разделенный пополам диафраг- менным конденсатором 13, в разные полости поступают два инфракрасных потока различной интенсивности. В результате в полостях повышается температура и соответственно давление. Под действием разности давлений конденсатор прогибается и изменяет свою емкость, которая преобразуется в электрические сигналы, усиливается усилителем 14 и индицируется прибором 15. Прибор позволяет определять процентное содержание СО. Более современные модернизированные приборы имеют две одинаковые измерительные схемы, через которые проходят ОГ и измеряются соответственно СО, С02 и т.д.
Качество ОГ дизельных двигателей оценивают по дымности. Газообразные продукты сгорания моторных топлив, за исключением окислов азота, прозрачны и бесцветны. Поэтому изменение 4* прозрачности и цвета ОГ свидетельствует о нарушении процесса сгорания и неисправностях двигателя и его систем. Причем основным источником дымности является наличие в ОГ сажистых частиц.
В настоящее время распространены дымомеры с фильтрацией ОГ и поглощением светового потока. В дымомерах с фильтрацией дымность определяется по степени потемнения фильтровальной бумаги, через которую пропускается определенный объем ОГ. Для забора ОГ из выхлопной трубы автомобиля используется на- сос-дозатор, представляющий собой поршневой насос (рис. 2.11).
1
Рис.
2.11. Схема насоса-дозатора:
1
— заборник;
2 — адаптер;
3 — фильтр;
4 — поршень; 5 — возвратная
пружина;
6 — рукоятка
Фильтр 3 помещают в адаптер 2. С помощью рукоятки 6 поршень 4 перемещают в крайнее правое положение. Заборник помещают в выхлопную трубу при работе двигателя на нужном режиме и отпускают рукоятку. Под действием возвратной пружины 5 поршень перемещается в крайнее левое положение, прокачивая через фильтр примерно 0,0003 м3 ОГ за 1,5 с.
Фильтр извлекают и подвергают фотометрированию методами отражения или поглощения света (рис. 2.12). При первом методе отражение света происходит с наиболее загрязненной стороны фильтра. Чем больше отражение света, тем меньше сажи находится в ОГ. Однако сажистые частицы не только проходят сквозь фильтр, но и осаждаются на его поверхности, поэтому метод не совсем точен. Этого недостатка лишен метод поглощения света, когда оценивается интенсивность светового потока при его прохождении через фильтр. Так как структура фильтров неоднородна, их необходимо фотометрировать дважды: до установки в адаптер и после пропускания через него газовой пробы.
б
2
2
Рис.
2.12. Схемы методов
фотометрирования задымленных фильтров:
а — метод отражения света; б — метод
поглощения света; 1 — фотоэлемент;
2 — зеркальный отражатель;
3 — источник света;
4 — фильтр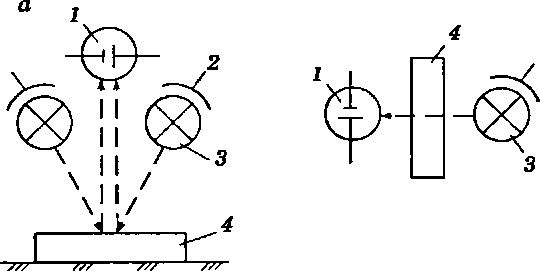
Дымомеры с поглощением светового потока измеряют ослабление интенсивности света, проходящего через определенную толщину ОГ. По этому принципу работают дымомеры типа «Хар- тридж», «Clayton», ДО-1. Они измеряют ослабление интенсивности света, проходящего через слой ОГ, имеющих определенную толщину, или эффективную базу.
Эффективная база — это толщина оптически однородного слоя эталонных газов, эквивалентного по ослаблению светового потока столбу тех же ОГ, заполняющих трубу дымомера в условиях измерения. Современные дымомеры имеют эффективную базу 0,43 м. Коэффициент ослабления светового потока (или дымность, %) характеризует степень ослабления света вследствие его поглощения и рассеивания ОГ при прохождении ими рабочей трубы дымомера.
Оптический дымомер состоит из блока питания, блока индикации и измерительного блока (рис. 2.13). При присоединении входного патрубка 13 в выхлопной трубе дизельного двигателя внутри корпуса измерительного блока 8 будет проходить поток ОГ. Свет от излучателя 9, проходя через столб ОГ, будет попадать на све- топриемник 11, который фиксирует величину его ослабления и преобразует ее в эквивалентный электрический сигнал. Далее этот сигнал поступает в блок питания и индикации 1, где он преобразуется, усиливается и приводится к стандартным условиям испытаний. Измеренное значение дымности выводится на стрелочный индикатор 2. Для тарировки дымомера на патрубке 13 имеется ручка 12 со сменными светофильтрами. При полностью задвинутой ручке (положение I) прибор должен показывать значение «О» дымности. При полностью выдвинутой ручке (положение II) световой поток полностью перекрывается и прибор должен показывать значение «100» процентов дымности. В среднем положении ручки дымомер должен показывать какое-то среднее значение (для большинства дымомеров 44...52 %). При несоответствии показаний проводится настройка прибора. При испытаниях на дымность ручка 12 должна быть полностью задвинута.
Рис.
2.13. Схема дымомера
ДО-1: 1 — блок питания и индикации;
2 — стрелочный индикатор;
3 — лампа «отказ»;
4 — лампа «работа»;
5 — лампа «вкл»;
6 — тумблер «сеть»; 7 —
удлинитель с рукояткой;
8 — измерительный блок;
9 — излучатель:
10 — набор светофильтров;
11 — светоприемник; 12 — ручка со сменными
светофильтрами;
13 — патрубок для
присоединения к выхлопной трубе;
14 — соединительный
кабель;
15 — потенциометр
коррекции «100»;
16 — потенциометр
коррекции «0»;
17 — сетевой кабель 12
В;
18 — сетевой кабель
220В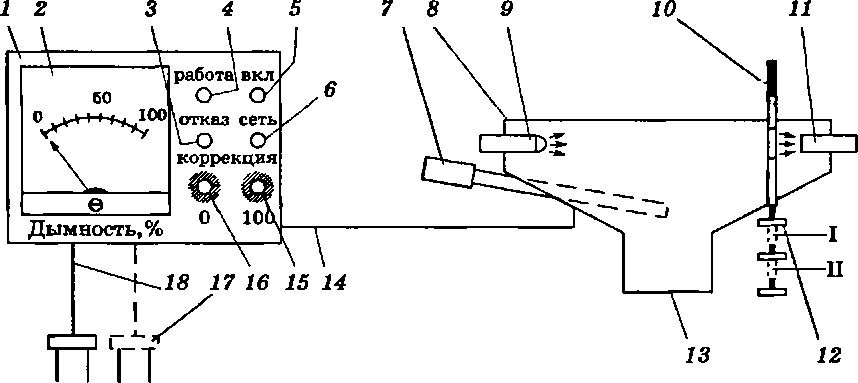
Недостатком таких дымомеров является то, что они не оценивают абсолютную величину дымности (например, количество углерода в 1 м3 ОГ). Кроме того, степень поглощения светового потока зависит от размеров и конфигурации сажистых частиц в ОГ, что затрудняет тарировку дымомеров и снижает их точность.
Дымность определяется на двух режимах: режиме свободного ускорения и режиме максимальной частоты вращения.
При измерении дымности в режиме свободного ускорения десятикратно повторяют циклы разгона двигателя с минимальной до максимальной частоты вращения быстрым, но плавным нажатием на педаль управления подачей топлива с отпущенного положения до упора с интервалом между циклами не более 15 с. Значения замеряются на последних четырех циклах по максимальному отклонению стрелки индикатора. За результат принимается среднее арифметическое четырех измерительных циклов. Измерения считаются корректными, если разница между измеренными четырьмя значениями не превышает 6 %.
При измерении дымности в режиме максимальной частоты вращения педаль управления подачей топлива необходимо нажать до упора и зафиксировать ее в этом положении. Дымность измеряют через 20...30 с после установления максимальной частоты вращения коленчатого вала двигателя. Результатом измерения считают среднее арифметическое, определенное по максимальным значениям дымности. Измерения считаются корректными, если разница между четырьмя измеренными значениями не превышает 6 %.
Техническое обслуживание и текущий ремонт кривошипно-шатунного и газораспределительного механизмов
Основными механизмами двигателя являются кривошипно- шатунный (КШМ) и газораспределительный (ГРМ). Любые из- носы и неисправности составляющих их деталей сразу приводят к снижению мощностных, экономических и экологических характеристик, а поломки этих деталей — к остановке двигателя и прекращению транспортного процесса.
К основным неисправностям КШМ относят износ цилиндров, поршней, поршневых колец, поршневых пальцев, втулок головок шатунов, шатунных и коренных подшипников, шеек коленчатого вала.
Основными отказами КШМ являются поломки поршневых колец, заклинивание поршней, выплавление вкладышей, задиры зеркала цилиндров, трещины блока или головки блока Цилиндров.
При возникновении неисправностей появляются характерные шумы и стуки при работе двигателя, снижается компрессия в цилиндрах, увеличивается прорыв газов в картер из надпорш- невого пространства, возрастает угар масла.
Основными неисправностями ГРМ являются износы толкателей клапанов и их направляющих втулок, тарелок клапанов и их седел, кулачков и опорных шеек распределительного вала, шестерен газораспределения, изменение тепловых зазоров между стержнями клапанов и толкателями (или коромыслами), износ маслосъемных колпачков. При поломке зубьев шестерен ГРМ, разрыве цепной или ременной передачи ГРМ, прогорании клапанов, поломке пружин клапанов происходит нарушение фаз газораспределения и, как следствие, резко увеличивается расход топлива, уменьшается мощность двигателя вплоть до его полной остановки.
Характерными признаками неисправностей ГРМ служат появляющиеся стуки, хлопки и вспышки во впускном трубопроводе и глушителе.
Диагностирование технического состояния КШМ и ГРМ осуществляется по характерным стукам с помощью стетоскопов, по компрессии, по утечкам воздуха из надпоршневого пространства, прорыву газов в картер двигателя, по угару масла и другим параметрам.
Компрессия двигателя, которая зависит от износа цилиндро- поршневой группы, герметичности посадки клапанов и состояния прокладки головки блока, измеряется с помощью компрессомет- ров (рис. 2.14) или компрессографов (записывающих манометров). Золотник 1 необходим, чтобы попадающая из цилиндра топливно- воздушная смесь не уходила из корпуса прибора до стабилизации показаний манометра.
При проверке компрессии двигатель должен быть прогрет до нормальной рабочей температуры (80...90 °С), воздушная и дроссельная заслонки должны быть полностью открыты. Компрес- сометр вставляют поочередно в свечные отверстия двигателя и стартером проворачивают коленчатый вал. При проверке компрессии у дизельных двигателей компрессометр фиксируют из-за больших давлений (2,0...2,5 МПа) так же, как и форсунку.
Величина компрессии для бензиновых двигателей должна находиться в пределах от 0,8 до 1,2 МПа, а для дизельных —

Рис. 2.14. Устройство компрессометра: а — схема компрессометра; б — общий вид; 1 — золотник; 2 — резиновая конусная втулка; 3 — обратный клапан; 4 — винт для сброса показаний;
5 — корпус; 6 — манометр
2,5...3,5 МПа. Разница компрессии по цилиндрам не должна превышать для бензиновых двигателей ОД МПа, для дизельных — 0,3 МПа. Если данные о величине компрессии отсутствуют, то ее нормативные значения можно примерно определить по формуле
Рс = eft (МПа),
где е — степень сжатия данного двигателя; k — коэффициент, принимаемый в диапазоне 0,1...0,12.
Если компрессия меньше нормативной, то необходимо в проверяемый цилиндр залить 15...20 г (для грузового автомобиля) и 8...10 г (для легкового автомобиля) того же масла, что залито в картер двигателя, и повторить испытания. Масло уплотнит зазоры между поршнем, кольцами и цилиндром. Если компрессия ощутимо возрастает, это будет свидетельствовать об износе цилиндропоршневой группы (ЦПГ), а если — нет, то о неплотной посадке клапанов.
Относительную величину компрессии в процентах измеряют на мотор-тестере по амплитуде пульсаций тока стартера, потребляемого при прокрутке коленчатого вала. За 100 % принимается наибольшая компрессия, поэтому из-за разной степени заряжен- ности аккумуляторной батареи точность данного метода ниже.
Более точным и имеющим более широкие возможности является метод диагностирования по утечкам сжатого воздуха. Существующие приборы (К-69М и К-272) имеют практически одинаковую функциональную схему (рис. 2.15).
10
Рис.
2.15. Прибор К-69М НИИ AT:
1
— муфта быстросъемная;
2 — штуцер входной; 3 —
редуктор;
4 — сопло входное;
5 — манометр измерительный;
6 — демпфер; 7 — винт
регулировочный;
8 — штуцер выходной;
9 — соединительная
муфта;
10 — штуцер;
11
— резиновое уплотнение
При испытаниях через свечные отверстия подают сжатый воздух определенного давления (0,16 МПа), которое поддерживается пневморедуктором 3, и расхода, обеспечиваемого калибровочным трубопроводом и винтом подстройки 7.
Прибор запитывается от компрессора давлением 0,3—0,6 МПа. Шкала манометра может нормироваться в процентах. Показатель 0 % соответствует давлению 0,16 МПа, а 100 % — 0 МПа. Поршень каждого цилиндра поочередно устанавливают в положение начала сжатия (когда закрылся впускной клапан) и в положение высшей мертвой точки (ВМТ) такта сжатия. Для установки поршня каждого цилиндра в эти положения используются простейшие приспособления, входящие в комплект прибора. В каждом положении фиксируют давление воздуха Уj и У2. Если есть неплотности, то воздух через них будет уходить и давление будет падать. Чем больше упадет давление, тем выше износы ЦПГ и (или) ГРМ. По разности утечек ДУ = У2 — Уi судят об износе цилиндра, так как возле ВМТ износ цилиндра больше. ДУ не должна превышать 15...30 %. Величина утечек при положении поршня в ВМТ конца такта сжатия (У2) зависит от диаметра цилиндра и не должна превышать 25...40 % (большие значения — для больших диаметров). По величине Уг (не более 10...15 %) оценивают состояние поршневых колец и клапанов. Если значение Ух
превышает допустимое, то поршень в проверяемом цилиндре устанавливают в конец такта сжатия и под давлением 0,3—0,5 МПа подают в цилиндр воздух минуя прибор. Чтобы поршень не пошел вниз, необходимо включить первую передачу и стояночный тормоз. При изношенных поршневых кольцах слышен шум воздуха в маслозаливной горловине. Если прогорела прокладка, то шум воздуха будет слышен в заливной горловине радиатора (расширительного бачка) или в стыке головки с блоком цилиндров.
При неплотностях в посадках клапанов колеблются пушинки индикатора (входит в комплект прибора), вставляемого в свечные отверстия смежных цилиндров, где в данном положении проверяемого цилиндра открыт впускной или выпускной клапан. Таблица, указывающая последовательность проверки клапанов для различных двигателей, имеется на передней панели прибора.
ч
От
картера двигателя
К
вакуумному насосу
\
?
Рис.
2.16.
Схема газового расходомера КИ-4887: ' —
корпус прибора;
2
— входной дроссель для создания в
картере атмосферного давления; 3 —
дроссель для создания фиксированного
перепада АР; 4
— шкала расходомера картерных газов;
5, 6, 7
— пьезометры
Г 2 3 4
Принцип работы расходомера основан на зависимости объема газа, проходящего через дроссель прибора, в зависимости от площади проходного сечения S при заданном перепаде давлений АР до и после дросселя:
где Q — объем газа, м3/с; ц — коэффициент истечения (0,62...0,65); S — площадь проходного сечения, м2; р — плотность газовой смеси, кг/м3; АР — перепад давлений, Па.
К выходной части прибора подключается вакуумный насос. Производительность вакуумного насоса постоянная, а объем прорывающихся газов у разных двигателей, имеющих различное техническое состояние, — различный. Поэтому, чтобы все прорывающиеся газы тут же откачивались насосом через прибор, приоткрывают или закрывают дроссель 2 так, чтобы уровень воды в трубках пьезометров 6 и 7 стал одинаковым (т.е. давление в картере станет равно атмосферному).
Проворачивая дроссель 3, устанавливают фиксированный перепад давлений АР =15 мм водяного столба. Чем больше прорыв газов, тем меньше разрежение перед дросселем 3 и тем на больший угол необходимо его повернуть (увеличивая площадь проходного сечения S), чтобы обеспечить заданное значение АР. С дросселем 3 связана стрелка, которая по шкале прибора укажет объем газов в л/мин. Для большинства двигателей предельное значение составляет 80...120 л/мин.
Угар масла, характеризующий износ ЦПГ, контролируется по уровню масла в картере двигателя. Допустимым считается угар масла 0,5... 1 % от количества израсходованного топлива, причем большие значения соответствуют дизельным двигателям. Метод не применяется при подтекании масла из системы.
Техническое обслуживание КШМ и ГРМ включает проверку и подтягивание креплений, входящих в них элементов, регулировочные и смазочные работы.
Крепежные работы проводят для проверки состояния креплений всех соединений двигателя: опор двигателя к раме, головки цилиндров, поддона картера к блоку, фланцев впускного и выпускного трубопроводов и т.д.
Сторона
выпуска
в г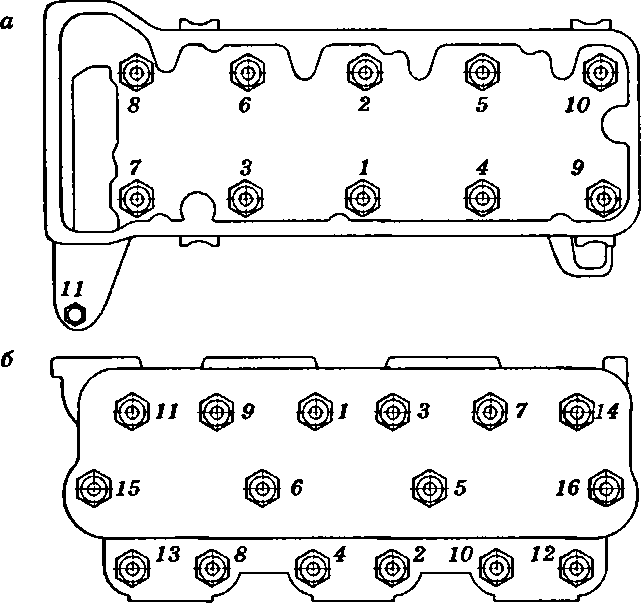
Рис.
2.17.
Последовательность затяжки гаек
крепления головок к блоку цилиндров
двигателей: о- — двигатель ВАЗ;
б
— двигатель ЯМЗ-236;
в
— двигатель ЗИЛ-130; г
— двигатель КамАЗ-740
Проверку затяжки болтов крепления поддона картера во избежание его деформации и нарушения герметичности также производят с соблюдением определенной последовательности, заключающейся в поочередном подтягивании диаметрально расположенных болтов в два или три приема.
Регулировочные работы, проводят после диагностирования. При обнаружении стука в клапанах, а также при ТО-2 проверяют и регулируют тепловые зазоры между торцами стержней клапанов и носками коромысел (рис. 2.18). При регулировке зазоров поршень 1-го цилиндра на такте сжатия устанавливают в ВМТ, для чего поворачивают коленчатый вал до совмещения меток, используемых для установки угла опережения зажигания или впрыска (в зависимости от типа двигателя). В этом положении регулируют зазоры между стержнями клапанов и носками коромысел 1-го цилиндра.
Рис.
2.18.
Пример регулировки тепловых зазоров
ГРМ: 1
— штанга;
2
— контргайка;
3
— регулировочный винт;
4
— отвертка;
5
— коромысло;
6
— щуп;
7
— клапан
Зазоры у клапанов остальных цилиндров регулируют в последовательности, соответствующей порядку работы цилиндров, поворачивая коленчатый вал на 1/2,1/3 или 1/4 оборота при переходе от цилиндра к цилиндру для четырех-, шести- и восьмицилиндрового двигателя соответственно. Наиболее распространенным порядком работы четырехцилиндрового двигателя является — 1-3-4-2, рядных шестицилиндровых — 1-5-3-6-2-4, V-образных восьмицилиндровых — 1-5-4-2-6-3-7-8.
Независимо от способа установки коленчатого вала в исходную позицию для регулировки клапан должен быть полностью закрыт.
Характерными работами при текущем ремонте КШМ и ГРМ являются замена гильз, поршней, поршневых колец, поршневых пальцев, вкладышей шатунных и коренных подшипников, клапанов, их седел и пружин, толкателей, а также шлифование и притирка клапанов и их седел.
Ремонт двигателя лучше всего делать на специализированном участке, куда он доставляется после снятия с автомобиля. Перед ремонтом двигателя необходимо слить охлаждающую жидкость из системы охлаждения и масло из системы смазки, отворачивая соответствующие сливные пробки.
Необходимо отсоединить аккумулятор и все электрические провода от установленных на двигателе приборов системы электрооборудования и зажигания. Эти работы целесообразно проводить на специализированном посту по замене двигателей, оборудованном напольным подъемником или осмотровой канавой и кран-балкой (или тельфером).
Отсоединив двигатель, его доставляют на участок ремонта и подвергают наружной очистке и мойке, а затем разборке. Такие детали, как поршень, гильзы, кольца, шатуны, поршневые пальцы, вкладыши, клапаны, штанги, коромысла и толкатели, если они пригодны для дальнейшего использования, маркируют краской, чтобы затем собирать их вместе с теми деталями и на те места, где они приработались. Крышки шатунов с шатунами и крышки коренных подшипников нельзя менять местами, так как при изготовлении они обрабатываются совместно и не унифицированы.
После разборки детали очищают от нагара, смолистых отложений и грязи механическими и химическими способами.
Замена гильз блока цилиндров производится, когда их износ превышает допустимый, при наличии сколов, задиров и трещин любого размера, а также при износе верхнего и нижнего посадочных поясков.
Гильзы выпрессовывают с помощью специального съемника, захваты которого зацепляют за нижний торец гильз.
Новую гильзу подбирают по блоку цилиндров так, чтобы ее торец выступал над плоскостью разъема головки и блока. Для этого гильзу устанавливают в блок цилиндров без уплотнитель- ных колец, накрывают поверочной плитой и щупом замеряют зазор между плитой и блоком цилиндров. Установленные в блок гильзы без уплотнительных колец должны свободно проворачиваться. Перед окончательной постановкой гильз проверяют состояние посадочных отверстий под них в блоке цилиндров. Если эти отверстия повреждены, то их восстанавливают нанесением слоя эпоксидной смолы, смешанной с чугунными опилками, который после застывания зачищают заподлицо. Края верхней части блока, которые первыми соприкасаются с резиновыми уп- лотнительными кольцами при запрессовке гильзы, зачищают шлифовальной шкуркой для предотвращения повреждения уплотнительных колец при запрессовке. Гильзы с установленными на них резиновыми уплотнительными кольцами запрессовывают с помощью пресса. Уплотнительное кольцо при надевании нельзя сильно растягивать, чтобы избежать скручивания в канавке гильзы цилиндров.
Замена поршней производится при образовании на поверхности юбки глубоких задиров, прогорании днища и поверхности поршня, при износе верхней канавки под поршневое кольцо.
Поршни меняют без снятия двигателя с автомобиля. Предварительно сливают масло из поддона картера, снимают головку блока и поддон картера, расшплинтовывают и отворачивают гайки шатунных болтов, снимают крышку нижней головки шатуна, поврежденный поршень в сборе с шатуном и поршневыми кольцами вынимают вверх. Извлекают из отверстий в бобышках стопорные кольца, выпрессовывают поршневой палец. При необходимости тем же прессом выпрессовывают бронзовую втулку верхней головки шатуна.
Поршни подбирают по цилиндру. Его размерная группа должна соответствовать размерной группе гильзы цилиндра. Зазор между поршнем и гильзой проверяют лентой-щупом (рис. 2.19).
Для этого поршень вставляют в цилиндр головкой вниз так, чтобы край юбки совпадал с дном гильзы, а лента-щуп, вставленная между гильзой и поршнем, находилась в плоскости,
Рис.
2.19.
Измерение зазора между цилиндром и
поршнем: 1 — динамометр;
2
— лента-щуп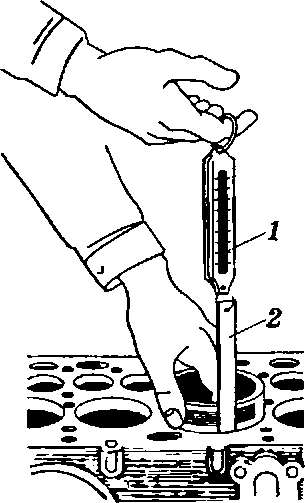
перпендикулярной оси пальца. Динамометром протягивают лен- ту-щуп, фиксируя усилие протягивания, которое должно быть в пределах 35...45 Н. Размеры ленты-щупа и усилие протягивания для разных моделей двигателей приведены в инструкции по эксплуатации и ремонту. Толщина ленты составляет 0,05—0,08 мм, ширина — 10...15 мм, длина — 200 мм. Если усилие протягивания отличается от рекомендуемого, то берут другой поршень той же размерной группы или, в виде исключения, соседней размерной группы и снова подбирают его по цилиндру.
В пределах номинального и каждого ремонтного размера гильз и поршней для различных двигателей может быть до шести размерных групп. Диаметры цилиндров в пределах каждой из них отличаются на 0,01 мм. Индекс размерной группы (А, АА, Б, ББ, В, ВВ для гильз и поршней номинального размера и Г, ГГ, Д. ДД, Е, ЕЕ для 1-го ремонтного размера и т. д.) обозначен на верхнем торце гильзы и на днище поршня. Для легковых автомобилей диаметры цилиндров разбиваются на 3—5 классов: А, В, С, D, Е или 1, 2, 3,4,5 с шагом 0,15; 0,25; 0,35 или 0,4 мм.
Аналогичные размерные группы в пределах каждого ремонтного размера имеют все другие двигатели автомобилей. 5 Зак. 3451
При сборке комплекта «поршень — шатун» диаметр отверстия в бобышках поршня, диаметр поршневого пальца и диаметр отверстия в бронзовой втулке верхней головки шатуна тоже должны иметь одну размерную группу, которая маркируется одной краской на одной из бобышек поршня, на торцах пальца и верхней головки шатуна.
При замене ЦПГ поршень, палец, поршневые кольца и гильза, поступающие в виде запасных частей комплектами, подбираются заранее. Поэтому при сборке проверяют маркировку деталей и лентой-щупом проверяют зазор между поршнем и гильзой. Правильно подобранный поршень должен под собственным весом медленно опускаться в гильзе, а поршневой палец — плавно входить в отверстие втулки верхней головки шатуна под нажимом большого пальца руки. Шатун проверяют на параллельность осей головок и при деформации, превышающей допустимую, его правят. При сборке поршень помещают в ванну с моторным маслом, нагревают до температуры 60 °С и с помощью оправки поршневой палец запрессовывают в отверстия бобышек поршня и верхней головки шатуна. После этого в канавки бобышек вставляют стопорные кольца. Если посадка пальца в головку шатуна более плотная, чем в поршне, то перед сборкой шатун нагревают.
Аналогичным образом заменяют втулки верхней головки шатуна и поршневого пальца. Негодные втулки выпрессовыва- ют, а на их место запрессовывают новые, обеспечивая при этом необходимый натяг. Затем втулки растачивают на горизонтально-расточном станке или обрабатывают с помощью развертки. Внутренняя поверхность втулки должна быть чистой, без рисок, с параметром шероховатости не более Ra - 0,63 мкм, а овальность и конусообразность отверстия — не более 0,004 мм.
Перед установкой поршня в сборе с шатуном в блок цилиндров проводят установку комплекта поршневых колец в канавки поршня. Зазор между компрессионным кольцом и канавкой поршня определяют щупом 1 (рис. 2.20), обкатывая кольцо 2 по канавке поршня. Кольца также проверяют на просвет, для чего их вставляют в верхнюю неизношенную часть гильзы цилиндра и визуально оценивают плотность прилегания.
Зазор в замке определяют щупом и, если он меньше допустимого, концы колец стачивают. После этого кольцо повторно проверяют на просвет и только потом с помощью специального
Рис.
2.20.
Измерение зазора между кольцом и
канавкой поршня: 1 — щуп;
2
— компрессионное кольцо
приспособления, разжимающего кольцо за торцы в замке, устанавливают в канавки поршней фаской вверх. Кольца должны свободно вращаться в канавках поршня. Комплекты колец номинального размера используют, если цилиндры не растачивались. В расточенные цилиндры устанавливают кольца ремонтного размера, соответствующие новому диаметру цилиндра. Стыки компрессионных колец равномерно разводят по окружности. Установка поршней в сборе с кольцами в цилиндры двигателя осуществляется с помощью специального приспособления (рис. 2.21).
1
— гильза;
2
— оправка; 3 — поршень в сборе
Замена вкладышей коленчатого вала проводится при стуке подшипников и падении давления в масляной магистрали ниже 0,05 МПа при частоте вращения холостого хода и исправно работающем масляном насосе и редукционном клапане. При этом номинальный зазор между вкладышами и коренной шейкой превышает 0,026...0,12 мм и между вкладышами и шатунной шейкой — 0,026—0,11 мм в зависимости от модели двигателя.
Зазор в подшипниках коленчатого вала определяют с помощью контрольных латунных или медных пластинок из фольги толщиной 0,025; 0,05; 0,075 мм, шириной 6...7 мм и длиной на 5 мм короче ширины вкладыша. Пластинку, смазанную маслом, укладывают между шейкой вала и вкладышем, затягивают болты крышки подшипника динамометрическим ключом с определенным для каждого двигателя моментом. Если при установке, например, пластинки толщиной 0,025 мм коленчатый вал вращается слишком легко, значит, зазор превышает 0,025 мм и следует заменить пластинку на следующий размер, пока вал не будет вращаться с ощутимым усилием, что соответствует фактическому зазору между шейкой и вкладышем. При проверке одного подшипника болты остальных должны быть ослаблены. Аналогично проверяют все подшипники. Вместо латунной или медной пластинки может использоваться специальная калиброванная пластмассовая проволока. Ее небольшой отрезок, равный ширине вкладыша, кладут на шейку в осевом направлении и прижимают крышкой шатуна или коренного подшипника в зависимости от того, где измеряется зазор. Осторожно, чтобы проволока не сдвинулась, закрепляют крышку и зажимают ее, прикладывая сборочный момент затяжки. Проволока сплющивается. Затем снимают крышку и по измененной толщине проволоки оценивают зазор в сопряжении, сопоставляя толщину сплющенной проволоки со шкалой, нанесенной на товарной упаковке проволоки.
Поверхность шеек коленчатого вала не должна иметь зади- ров. При наличии задиров и износа коленчатый вал заменяют или восстанавливают.
Перед сборкой вкладыши требуемого размера промывают, протирают и устанавливают в постели коренных и шатунных подшипников, предварительно смазав поверхность вкладыша и шейки моторным маслом.
Регулировка осевого люфта коленчатого вала у ряда двигателей производится подбором упорных шайб. Зазор между передним упорным торцом коленчатого вала и задней упорной шайбой должен быть в пределах 0,075—0,250 мм.
У двигателей ЯМЗ осевой зазор коленчатого вала регулируют в зависимости от длины задней коренной шейки путем установки полуколец. Осевой зазор в упорном подшипнике должен быть 0,08-0,23 мм.
В процессе эксплуатации вследствие износов осевой зазор увеличивается. При TP его регулируют, устанавливая упорные шайбы или полукольца ремонтных размеров, которые по сравнению с номинальным размером имеют увеличенную толщину — соответственно на 0,1; 0,2; 0,3 мм.
Основными неисправностями головок и блока являются трещины на поверхности сопряжения с блоком цилиндров, трещины на рубашке охлаждения, коробление поверхности сопряжения головки с блоком цилиндров, износ отверстий в направляющих втулках клапанов, износ и раковины на фасках седел клапанов, ослабление посадки седел клапанов в гнездах.
Трещины длиной не более 150 мм, расположенные на поверхности сопряжения головки с блоком цилиндров, заваривают. Перед сваркой в концах трещин головки, изготовленной из алюминиевого сплава, сверлят отверстия диаметром 4 мм и разделывают ее по всей длине на глубину 3 мм под углом 90°. Затем головку нагревают в электропечи до 200 °С и после зачистки шва металлической щеткой заваривают трещину ровным швом, постоянным током обратной полярности, используя специальные электроды.
При газовой сварке используют проволоку марки AJT4 диаметром 6 мм, а в качестве флюса применяют АФ-4А. После заварки удаляют остатки флюса со шва и промывают его 10%-м раствором азотной кислоты, а потом горячей водой. Окончательно шов зачищают шлифовальным кругом заподлицо с основным металлом.
Трещины длиной до 150 мм, расположенные на поверхности Рубашки охлаждения головки цилиндров, заделывают эпоксидной пастой. Предварительно трещину разделывают так же, как для сварки, обезжиривают ацетоном, наносят два слоя эпоксидной композиции, смешанной с алюминиевыми опилками. Затем головку выдерживают в течение 48 ч при 18...20 °С.
Коробление плоскости сопряжения головки с блоком цилиндров устраняют шлифованием или фрезерованием. После обработки головки проверяют на контрольной плите. Щуп толщиной 0,15 мм не должен проходить между плоскостью головки и плитой.
При износе отверстий в направляющих втулках клапанов их заменяют новыми. Отверстия новых втулок разворачивают до номинального или ремонтного размеров. Для выпрессовки и запрессовки направляющих используют оправку и гидравлический пресс.
Износ и раковины на фасках седел клапанов устраняют притиркой или шлифованием. Притирку выполняют с помощью специальных устройств, позволяющих рабочему органу выполнять возвратно-поступательные и вращательные движения, электрической или пневматической дрелью, на шпинделе которой установлена присоска. Для притирки клапанов применяют пасту ГОИ или притирочную пасту (15 г микропорошка белого электрокорунда М20 или Ml 2, 15 г карбида бора М40 и моторное масло). Притертые клапан и седло должны по всей длине окружности фаски иметь ровную матовую полоску шириной не менее 1,5 мм.
Качество притирки проверяют избыточным давлением воздуха 0,15...0,20 МПа, создаваемым над клапаном. Оно не должно заметно снижаться в течение 1 мин.
Седла зенкуют, если восстановить фаски седел притиркой не удается. После зенкования рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол, а затем притирают клапаны. Для восстановления седел также могут использоваться специальные приспособления с набором фрез для формирования рабочей и вспомогательных фасок, имеющих различные углы наклона. При наличии на фаске раковин и ослаблении посадки седла в гнезде головки блока его выпрессовывают с помощью съемника. Отверстие растачивают под седло ремонтного размера. Изготовленные из высокопрочного чугуна седла ремонтного размера запрессовывают с помощью специальной оправки в предварительно нагретую головку блока, а затем зен- керованием формируют фаску седла.
Характерными неисправностями клапанов являются износ и раковины на фаске клапана, износ и деформация стержней клапанов, износ торца клапана. При дефектации клапанов проверяют прямолинейность стержня и биение рабочей фаски головки относительно стержня. Если биение больше допустимого, клапан правят. При износе стержня клапана его шлифуют под ремонтный размер на бесцентрово-шлифовальном станке. Изношенный торец стержня клапана шлифуют на заточном станке.
Направляющие втулки клапанов изнашиваются по внутренней поверхности. При превышении зазора между стержнем клапана и направляющей втулкой 0,15...0,20 мм проводят ее восстановление. Если для ремонта двигателя предусмотрен выпуск клапанов ремонтных размеров, то втулку разворачивают под новый ремонтный размер. В противном случае втулку заменяют.
Изношенные бронзовые втулки в коромыслах заменяют новыми и растачивают до номинального или ремонтного размера.
На специализированных участках осуществляют ремонт коленчатых и распределительных валов. Изношенные коренные и шатунные шейки коленчатых валов, а также опорные шейки распределительных валов шлифуют под ремонтные размеры. После шлифования шейки полируют абразивной лентой. Изношенные кулачки распределительного вала шлифуют на копировал ьно-шлифовальном станке.
Техническое обслуживание и текущий Ш ремонт системы охлаждения
В двигателе внутреннего сгорания до 25...30 % энергии топлива поглощается системой охлаждения, моторным маслом, стенками цилиндров. При исправной системе охлаждения обеспечивается нормальный тепловой режим (85...Э5 °С).
f
Герметичность системы охлаждения оценивают визуально по наличию подтеканий из соединений, шлангов, прокладки или сальника жидкостного насоса и т.д. Также ее можно оценить методом опрессовки, создавая в верхней части радиатора давление 0,06...0,1 МПа, поддерживаемое пневматическим редуктором 1 (рис. 2.22).
Рис.
2.22.
Схема проверки системы охлаждения
опрессовкой: 1 — пневморедуктор;
2
— манометр; 3 — герметизирующий насадок;
4
— радиатор
Если подтеканий нет, то показания прибора стабильны. При негерметичности прокладки головки блока или наличии трещин в двигателе, куда будет уходить жидкость, наблюдается колебание стрелки манометра и снижение давления.
При изменении теплового режима проверяют натяжение ремня привода жидкостного насоса, его производительность, охлаждающую способность радиатора, исправность термостата и других деталей.
Натяжение ремня влияет на производительность насоса и определяется по величине прогиба при нажатии на середину ведущей ветви ремня с требуемым усилием. Для легковых автомобилей нормальным считается прогиб 8...12 мм при усилии 20...30 Н, для грузовых —10...20 мм при усилии 30...40 Н. Прогиб ремня определяется с помощью динамометрического устройства (рис. 2.23). Его с помощью захвата /устанавливают на середину ветви ремня и нажимают на рукоятку 1 до достижения требуемого усилия, фиксируемого по шкале 2. Прогибающийся ремень воздействует на подвижные лепестки 5, закрепленные на одной оси 6, заставляя их складываться. Устройство снимают и по шкале лепестков 5 (выбирается в зависимости от межцентрового расстояния ременной передачи: 150—250 мм, 250—350 мм и т.д.) считывают величину прогиба в миллиметрах.
Рис.
2.23.
Схема динамометрического устройства
для измерения натяжения ремня: I —
динамометрическая рукоятка;
2
— шкала динамометра; 3 — пружина; 4
— шток; 5 — складывающиеся лепестки;
6
— ось лепестков;
7
— захват;
8
— ремень
Охлаждающую способность радиатора проверяют по разности температур верхнего и нижнего бачков радиатора. Для исправного радиатора она должна быть не менее 8... 12 °С.
Техническое состояние термостата проверяют в случае замедленного прогрева двигателя или его быстрого перегрева. При проверке его опускают в ванночку с нагреваемой водой (рис. 2.24) и фиксируют температупу. Клапан исправного термостата должен начинать открываться при температуре 75—80 °С. За температуру открытия принимается та, при которой ход клапана составляет
Рис.
2.24.
Схема установки для проверки термостата:
1
— кронштейн;
2
— термометр;
3
— индикатор перемещений;
4
— термостат; 5 — ванна с водой;
6
— электронагреватель
0,1 мм. Полное открытие (ход клапана 6...8 мм) должно осуществляться при температуре 90...95 °С. Допускается потеря хода клапана не более 20 %. Если термостат не соответствует указанным требованиям, его заменяют на новый.
Пробка радиатора (расширительного бачка) должна герметично закрывать систему охлаждения. Паровой клапан, предназначенный для предохранения радиатора от повышенного давления паров охлаждающей жидкости, должен открываться при избыточном давлении 45...70 кПа. Воздушный клапан пробки, предохраняющий радиатор от снижения давления при остывании и конденсации жидкости, должен впускать воздух в систему охлаждения при разрежении 5... 10 кПа.
В настоящее время систему охлаждения заполняют специальными незамерзающими жидкостями (антифризами), представляющими собой смесь этиленгликоля с водой (плотность раствора 1067... 1085 кг/м3) с добавлением антипенных и антикоррозионных присадок/Также возможно использование и воды, но при этом на внутренних поверхностях элементов системы охлаждения образуются отложения солей кальция, магния и других металлов, содержащихся в воде.
Накипь обладает низкой теплопроводностью и затрудняет теплообмен между водой и элементами системы охлаждения, уменьшает сечение трубок радиатора, затрудняет циркуляцию воды. Например, накипь толщиной более 1 мм способствует увеличению расхода топлива до 20...25 %, масла — до 25...30 %, снижению мощности двигателя до 10...20 %. Для уменьшения накипи в систему охлаждения заливают «умягченную» воду с малым содержанием солей. Ее получают электромагнитной обработкой воды, когда она многократно прокачивается через силовое магнитное поле в направлении, перпендикулярном силовым линиям. При этом вода приобретает новые свойства: содержащиеся в ней соли не образуют накипи и выпадают в виде шлама. Кроме того, она способствует растворению ранее образовавшейся накипи, превращая ее в легко смываемый порошок. Смягчать воду можно также кипячением, добавлением соды, извести, нашатырного спирта или очисткой воды от солей путем пропускания ее через минеральные, глауконитные или натрий-катионовые фильтры.
^Если накипь все же есть, то ее удаляют специальными веществами. Они подразделяются на щелочные и кислотные. Основой щелочных составов является каустическая или кальцинированная сода (1 кг соды и 0,15 кг керосина на 10 л воды). Их заливают в систему на 5... 10 ч, затем запускают двигатель на 15...20 мин и раствор сливают. После этого целесообразно провести промывку системы охлаждения водой, так как щелочные растворы вызывают коррозию цветных металлов: алюминиевых сплавов головки цилиндров, латунных элементов радиатора и мест их спайки.
В качестве кислотных используют 5... 10% -й водный раствор соляной кислоты с добавкой 3...4 г на 1 л утропина для предохранения черных металлов от коррозии. Шлам смывают водой, пропуская ее в направлении, обратном циркуляции охлаждающей жидкости,.'
Герметичность латунных радиаторов восстанавливают пайкой, а их поврежденные трубки заменяют на новые или заглушают. Места установки пропаивают мягким припоем ПОССу 30-2. Небольшие повреждения бачков радиатора тоже восстанавливают наложением заплат. Поврежденный участок зачищают, лудят и припаивают. Допускается заменять не более 20 % трубок и заглушать не более 5 %. Если повреждена большая их часть, то радиатор меняют.
Радиаторы из алюминиевых сплавов тоже восстанавливают пайкой. Для этого используют газовые горелки (температура пайки должна быть 450...550 °С). В качестве расходных материалов используют прутковый припой 34А, проволоку СВАК5 и порошкообразный флюс Ф-34А.
Перед установкой на автомобиль герметичность радиатора оценивают опрессовкой: в течение 3...5 мин к одному из патрубков радиатора (остальные заглушают резиновыми пробками) подают воздух под давлением 0,1 МПа. При этом радиатор помещают в ванну с водой и визуально определяют выход пузырьков воздуха в местах повреждений радиатора или плохой пайки.
Радиаторы, имеющие пластмассовые бачки и сердцевины из алюминиевых сплавов, как правило, не ремонтируются. Небольшие трещины на поверхности расширительного бачка, изготавливаемого из пластмассы, заваривают, используя паяльник. При больших повреждениях бачок заменяют.
Жидкостные насосы ремонтируются при подтекании охлаждающей жидкости через сальник крыльчатки в результате износа текстолитовой шайбы, износа подшипников, повреждения манжеты или разрушения крыльчатки. Поврежденные элементы заменяют.
На ряде моделей автомобилей устанавливаются неразборные насосы. Поэтому при возникновении утечек их заменяют полностью.
Техническое обслуживание и текущий ремонт системы смазки
![]()
Система смазки предназначена для подвода масла к трущимся поверхностям деталей двигателя, что уменьшает износ и трение между ними, способствует охлаждению нагретых поверхностей и удаляет продукты износа из зон трения. Система состоит из масляного картера, масляного насоса, фильтров, масляного радиатора, масляных каналов, клапанов, датчиков давления (для двигателей с воздушным охлаждением и датчиков температуры масла), указателя уровня. Основными неисправностями системы смазки являются негерметичность системы, низкое или повышенное давление масла и его загрязненность (табл. 2.3).
Таблица
2.3
Признак
Неисправность
Способ
устранения
Давление
масла пре
Неисправен
датчик или
Заменить
датчик или ука
вышает
допустимые
указатель
давления
затель
давления
значения
Загрязнены
каналы
Промыть
систему смазки
смазки
Используется
вязкое
Заменить
масло в соответ
масло
ствии
с рекомендациями
Загрязнение
масляного
Заменить
или очистить
фильтра
фильтрующий
элемент
Низкое
давление
Низкий
уровень масла
Долить
масло
масла
Разрегулирован
или из
Отрегулировать
или заме
ношен
редукционный
нить
редукционный
клапан
клапан
Неисправен
масляный
Заменить
шестерни или
насос
масляный
насос в сборе
Износ
коренных и ша
Произвести
ремонт
тунных
шеек
кривошипно-шатунного
механизма
Засорена
сетка маслоза-
Очистить
сетку маслоза-
борника
борника
Загрязнение
масла
Засорены
фильтрующие
Заменить
или очистить
элементы
фильтрующие
элементы
Снижение
уровня
Негерметичность
Заменить
сальники ко-
масла
системы
смазки
ленвала
и уплотнение
поддона,
клапанных кры
шек
и т.д.
Угар
масла
Заменить
маслосъемные
колпачки
и(или) провести
ремонт
цилиндропоршне-
вой
группы
Основные
признаки неисправности системы смазки
масла автомобиль должен находиться на ровной горизонтальной площадке. После остановки двигателя должно пройти 3...5 мин, чтобы масло стекло в поддон картера. Затем вынимают и протирают щуп, замеряют уровень масла, который должен находиться между метками «min» и «max». При необходимости масло доливают через маслозаливную горловину.
Если давление масла занижено или завышено, его проверяют с помощью механического манометра, устанавливаемого на место масляного датчика, так как автомобильные указатели давления могут иметь значительную погрешность. Техническое состояние насоса можно определить только на стенде после снятия (рис. 2.25).
Рис.
2.25.
Схема установки для испытания насосов:
1 — всасывающая магистраль;
2
— испытуемый насос; 3 — манометр; 4
— двухходовой кран; 5 — расходомер;
6
— электромеханический привод насоса;
7 — расходный бак с маслом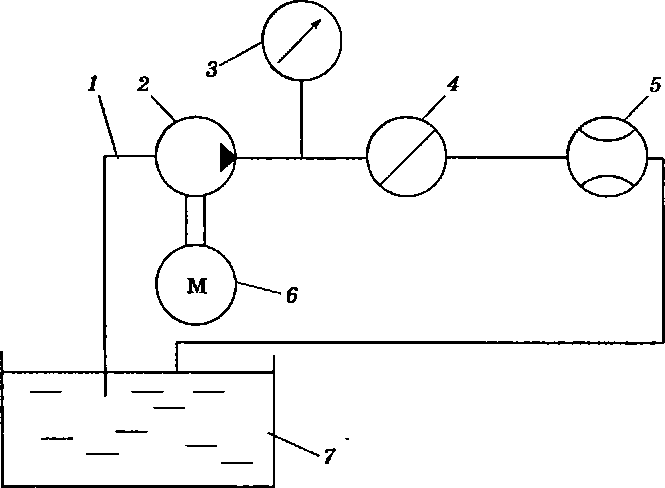
При включенном приводе и закрытом кране 4 определяют давление начала открытия редукционного клапана, которое должно быть в пределах 0,35...0,45 МПа. Наиболее чувствительным параметром, комплексно оценивающим состояние насоса, является его производительность. Она характеризует степень износа шестерен и корпуса насоса. Включив привод 6 и открыв кран 4 с помощью расходомера 5 определяют производительность (в л/мин).
Нормативное значение составляет 10...30 л/мин (большие значения соответствуют двигателям грузовых автомобилей).
Степень загрязненности фильтра можно оценить по его температуре. Если фильтр холодный, то он сильно засорен и масло проходит через редукционный клапан, минуя фильтр.
В процессе работы в системе смазки накапливаются осадки, состоящие из продуктов износа деталей и окисления масла. Они уменьшают проходные сечения, способствуя повышению давления масла, загрязняют само масло, снижая его смазывающие свойства. Поэтому периодически осуществляется замена масла, сопровождаемая промывкой системы и заменой либо очисткой фильтроэлементов. Перед этим рекомендуется оценить степень загрязнения масла одним из существующих методов: капельной пробы, замера кинематической вязкости, ультразвуковым и др.
Метод капельной пробы заключается в заборе из картера двигателя нескольких капель моторного масла, которые наносятся на фильтровальную бумагу. Масляное пятно не будет иметь механических и абразивных включений, если масло не загрязнено.
Кинематическую вязкость масла можно определить с помощью полевого вискозиметра (рис. 2.26). Метод основан на визуальном сопоставлении скорости падения стального шарика в вертикально установленной пробирке, куда залито проверяемое масло,
10 16 22 мм /с
Рис. 2.26. Полевой вискозиметр: 1 — оправка; 2 — эталонные пробирки; 3 — пробирка с испытуемым маслом
со скоростью падения таких шариков в эталонных пробирках с маслами, вязкость которых равна 4, 6, 10, 16 и 22 мм2/с. Все пробирки помещены в металлическую оправку.
Перед началом испытаний вискозиметр для выравнивания температуры масел во всех пробирках выдерживают в помещении. Вискозиметр поворачивают на 180° и наблюдают за падением шариков, определяя, какому из масел соответствует вязкость испытуемого масла. Опыт необходимо провести 2—3 раза. Вязкость масел не всегда совпадает со значениями 4, 6, 10, 16, 22 мм2/с. Поэтому положение шарика соотносят с двумя ближайшими положениями шариков в эталонных пробирках и приблизительно оценивают вязкость испытуемого масла.
При ультразвуковом методе берут пробу моторного масла (примерно 50 мл) и помещают в призматическую емкость, в верхней части имеющую вибратор и приемник ультразвуковых колебаний. Далее формируют единичный импульс частотой 25 кГц. Ультразвуковая волна проходит через масло и, отражаясь от границы раздела двух сред (масла и дна емкости), возвращается к верхней крышке. Чем грязнее масло, тем больше ослабевает эхо-импульс, фиксируемый приемником. Можно фиксировать каждое отражение или отдельные на выбор, например 3-е, 5-е и т.д. Многие современные автомобили имеют индикатор загрязненности моторного масла. В этом случае масло необходимо заменять при загорании соответствующей лампочки на панели приборов.
Замена масла в двигателе проводится при техническом обслуживании примерно через каждые 10... 15 тыс. км пробега автомобиля или один раз в год (в инструкциях по эксплуатации каждой модели автомобиля указаны более точные значения пробегов). Если применяются синтетические или полусинтетические масла, то сроки их замены могут быть увеличены.
Отработавшее масло сливают из системы смазки прогретого двигателя, так как в этом случае оно сливается быстрее, более полно и вместе с ним из системы удаляется большее количество загрязнений. Большинство современных двигателей имеет два фильтра: полнопоточный (грубой очистки) и центробежный (тонкой очистки). У полнопоточных фильтров заменяют фильтрующие элементы, а центробежные разбирают, осматривают
И промывают. Полнопоточный масляный фильтр меняют не только из-за его загрязненности, но и в связи с тем, что в фильтре остается до 0,3 л загрязненного масла.
В обычных условиях эксплуатации, когда центрифуга работает исправно, в колпаке ротора скапливается 150...200 г отложений, а в тяжелых условиях — до 600 г (4 мм толщины слоя отложений соответствуют примерно 100 г). Отсутствие отложений указывает, что ротор не вращался и грязь вымыта циркулирующим маслом. Это может быть либо из-за сильной затяжки барашковой гайки кожуха, либо в результате самопроизвольного отворачивания гайки крепления ротора.
У правильно собранного и чистого фильтра после остановки двигателя ротор продолжает вращаться 2...3 мин, издавая характерное гудение.
Перед заливкой свежего масла систему смазки необходимо промыть. Если в двигателе использовалось синтетическое масло, имеющее в своем составе моющие средства, то промывка не производится, если минеральное, то промывка осуществляется через 2...3 замены, если полусинтетическое — через 5...6 замен. Промывку осуществляют следующим образом. Сливают отработавшее масло, затем в двигатель, не снимая масляный фильтр, заливают специальную промывочную жидкость или промывочное масло (ВНИИНП-ФД, МПС-1, МПТ-2М, «Олиофиат Л-20» и др.). При отсутствии такого масла можно использовать смесь, состоящую из 50 % моторного масла и 50 % дизельного топлива, или маловязкое масло типа веретенного (МГ-22А). Промывочное масло заливают до отметки «MIN» на щупе. Запускают двигатель, оставляют его работать примерно 10 мин, потом глушат и сливают промывочное масло. По окончании промывки снимают масляный фильтр.
После замены фильтра в двигатель заливают свежее масло до середины между отметками «MIN» и «МАХ». Двигатель запускают и оставляют его работать на минимальных оборотах примерно 1 мин. После выключения двигателя через 3...5 мин (чтобы все масло стекло в масляный картер) проверяют уровень масла и при необходимости пополняют его.
После длительной эксплуатации или при недостаточной производительности масляный насос снимают и разбирают, все его Детали промывают в керосине и продувают сжатым воздухом. 6 Зак. 3451
При наличии трещин в корпусе или крышке насоса эти детали заменяют. Осматривают ведущую и ведомую шестерни насоса. Измеряют диаметр шестерен и определяют зазор между осью и ведомой шестерней, который должен находиться в пределах 0,017...0,057 мм, а также зазор между валиком насоса и отверстием в корпусе, который должен находиться в пределах 0,016...0,055 мм. При наличии значительного износа шестерни заменяют на новые. Обе шестерни, установленные в корпусе насоса, должны легко вращаться рукой при прикладывании усилия к ведущему валику. Щупом проверяют зазор между корпусом насоса и зубьями шестерен (рис. 2.27).
Рис.
2.27.
Измерение зазора между корпусом насоса
и зубьями шестерен: 1
— щуп;
2
— ведущая шестерня;
3
— корпус насоса;
4
— ведомая шестерня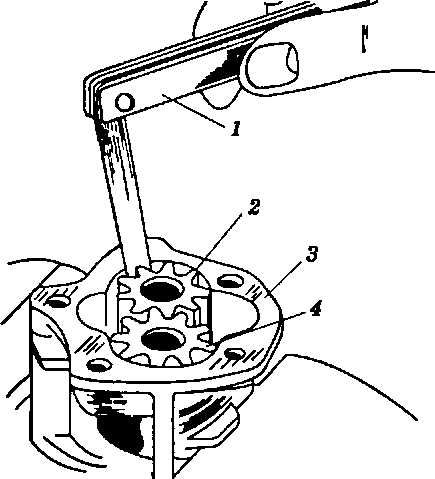
Проверяют также зазор между зубьями шестерен, который не должен превышать 0,20 мм. С помощью линейки и щупа измеряют зазор между торцами шестерен и плоскостью корпуса насоса. Предельно допустимый зазор составляет (в зависимости от марки насоса) 0,15...0,20 мм, номинальный — 0,05...0,16 мм.
Крышка насоса может иметь неплоскостность до 0,05 мм. Если она больше, то крышку фрезеруют или шлифуют; при этом толщина припуска на обработку не должна превышать 0,2 мм.
При ремонте насосов с приводом от распределительного вала дополнительно зубомером измеряют износ зубьев ведомой шестерни привода насоса. При уменьшении толщины более чем на 0,15 мм шестерню заменяют. Определяется также зазор между опорной шайбой и торцом корпуса привода, который не должен превышать 0,25 мм.
Редукционный клапан при ремонте масляного насоса разбирают, его гнездо промывают растворителем. На клапане и гнезде не должно быть продольных рисок. Небольшие царапины и сколы плунжерных клапанов можно зашлифовать наждачной бумагой. Проверяют упругость пружины клапана. При нажатии на пружину с усилием 40 Н ее длина должна уменьшиться не более чем на 11...13 мм.
После ремонта систему смазки заполняют свежим маслом соответствующей марки.
Техническое обслуживание и текущий ремонт системы питания бензиновых двигателей
Система питания карбюраторного двигателя служит для приготовления из бензина и воздуха горючей смеси, подачи ее в цилиндры двигателя и удаления из них отработавших газов. В нее входят устройства и приборы для хранения бензина и контроля его количества, фильтрации и подачи топлива и воздуха, приготовления горючей смеси, отвода газов из цилиндров и глушения их на выпуске. Неисправности системы питания, в основном карбюратора, приводят к увеличению расхода топлива на 10...15 %, повышению концентрации вредных компонентов в отработавших газах в 2...6 раз, снижению мощностных показателей двигателя до 5... 10 %.
К основным неисправностям относятся нарушение герметичности топливных приборов и трубопроводов, загрязнение воздушных и топливных фильтров, повреждение диафрагмы и негерметичность клапанов бензонасоса, негерметичность запорного клапана поплавковой камеры и клапана экономайзера, 6*
неправильный уровень топлива в карбюраторе, износ ускорительного насоса, изменение пропускной способности жиклеров, неправильная регулировка холостого хода и др. (табл. 2.4).
Таблица 2.4
Основные признаки неисправности системы питания бензинового двигателя
Признак
Неисправность
Увеличение расхода топлива
Увеличение токсичности отработавших газов
Изменение пропускной способности жиклеров
Негерметичность клапана экономайзера
Загрязнение воздушного фильтра
Неправильная регулировка уровня топлива в поплавковой камере карбюратора
Негерметичность запорного клапана
Не открывается полностью воздушная заслонка
Неправильная регулировка системы холостого хода
Изменение пропускной способности жиклеров (засорение каналов)
Проверить и при необходимости продуть или заменить жиклеры
Проверить герметичность и при необходимости притереть клапан
Очистить или заменить воздушный фильтр
Проверить и отрегулировать уровень топлива
Проверить герметичность и при необходимости притереть или заменить игольчатый клапан
Отрегулировать привод воздушной заслонки
Отрегулировать систему холостого хода по содержанию токсичных компонентов
Промыть и продуть сжатым воздухом жиклеры и каналы. При необходимости проверить пропускную способность жиклеров и, если нужно, жиклеры заменить
Окончание
табл. 2.4
Признак
Неисправность
Способ
устранения
Двигатель
не рабо
Неправильная
регу
Отрегулировать
частоту враще
тает
на холостом
лировка
системы хо
ния
холостого хода и минималь
ходу
лостого
хода
ное
содержание токсичных ком
понентов
Нарушение
уровня
Отрегулировать
уровень топлива
топлива
в карбюра
и
проверить герметичность за
торе
порного
клапана
Засорение
жиклеров
Промыть
и продуть жиклеры
холостого
хода
сжатым
воздухом
Нестабильная
Подсос
воздуха во
Проверить
состояние проклад
частота
вращения
впускном
трубопро
ки
карбюратора, его крепление
холостого
хода
воде
и
герметичность впускного
тракта
Двигатель
плохо
Недостаточная
пода
Проверить
бензонасос на разви
увеличивает
частоту
ча
топлива в поплав
ваемое
давление и производи
вращения
ковую
камеру
тельность
и(или) отрегулиро
вать
уровень топлива в карбю
раторе
Неисправен
клапан
Клапан
экономайзера промыть
экономайзера
и
продуть сжатым воздухом
Неисправен
ускори
Проверить
работоспособность
тельный
насос
и
производительность ускори
тельного
насоса
Отсутствует
Неисправен
Проверить
работу бензонасоса
подача
топлива
бензонасос
на
стенде
Засорен
отстойник
Промыть
и очистить отстойник
топлива
топлива
Засорен
топливоза-
Снять
и очистить топливозабор-
борник
в баке
ник
Образование
паро
Охладить
бензонасос, прока
воздушной
пробки в
чать
бензин рычагом ручной
системе
питания
подкачки
Наличие
воды в топ
Прогреть
трубопроводы и про
ливопроводах
и ее
качать
бензин рычагом ручной
замерзание
(в холод
подкачки
ное
время года)
Выявление неисправностей производится ходовыми и стендовыми испытаниями автомобиля (общее диагностирование) и путем оценки технического состояния элементов системы питания на стендах в топливном участке (поэлементное диагностирование).
При ходовых испытаниях расход топлива измеряется с помощью расходомера объемного типа на мерном участке дороги, определяемом приказом по автотранспортному предприятию.
Большой точностью и удобством обладает диагностирование на стендах тяговых качеств (см. § 2.2). На них определяется не только расход, но и мощность двигателя. При отклонениях топливной экономичности, токсичности или мощности целесообразно проводить поэлементное диагностирование бензонасоса и карбюратора на комбинированных стендах типа MBKV-II «Карбютест-стан- дарт». Они имеют две гидравлические системы: одна заполняется дизельным топливом и предназначена для проверки бензонасоса и карбюратора (рис. 2.28), другая — водой и предназначена для проверки клапана экономайзера и пропускной способности жиклеров (рис. 2.29).
Стенд позволяет проверить герметичность запорного клапана карбюратора, уровень топлива в его поплавковой камере, производительность ускорительного насоса; производительность, давление и разрежение топливного насоса и герметичность его клапанов; пропускную способность жиклеров и герметичность клапана экономайзера. Все контрольные операции выполняются при включении электродвигателя стенда.
При диагностировании бензонасоса его устанавливают в специальное гнездо и задают необходимый ход рычага привода.
При диагностировании по разрежению и падению величины разрежения перекрывают кран 1 и по вакуумметру 2 (рис. 2.28) фиксируют создаваемое насосом максимальное разрежение, которое должно быть в пределах 0,015...0,025 МПа. Меньшие разрежения свидетельствуют о плохом состоянии диафрагмы и негерметичности выпускного клапана. Далее выключают стенд и фиксируют снижение разрежения за 30 с. Если оно превысит 0,01—0,02 МПа, то негерметичен впускной клапан.
При диагностировании бензонасоса по развиваемому максимальному давлению открывают кран 1 и закрывают кран 3,
Рис.
2.28.
Схема системы стенда для проверки
бензонасосов и карбюраторов:
1
— кран проверки разрежения;
2
— вакуумметр; 3 — кран проверки давления;
4
— манометр; 5 — двухходовой кран;
6
— шкала — указатель уровня;
7,9
— краны для удаления воздуха;
8
— указатель уровня;
10 — эталонный
жиклер; 11 — патрубок для подключения
поплавковой камеры; 12
— испытуемый насос;
13
— уравнительный бак;
14
— расходный бак;
15
— прозрачная трубка;
16
— привод насоса
включают привод стенда и по манометру 4 фиксируют максимальное давление (должно быть в пределах 0,16...0,25 МПа), а после выключения стенда — падение давления за 30 с. По максимальному давлению судят о состоянии диафрагмы, ее пружины и герметичности впускного клапана, по падению давления (не более 0,01...0,05 МПа) — о герметичности выпускного клапана.
Комплексно техническое состояние испытуемого насоса определяется его производительностью. Она косвенно характеризуется давлением по манометру 4, когда топливо при работающем стенде и открытых кранах 1, 3 проходит через двухходовой кран 5 через эталонный жиклер 10. Давление должно быть не менее 0,05 МПа. Можно также оценить производительность насоса за 10 полных качков ручным приводом бензонасоса (или 10 полных оборотов привода стенда). Количество поступившего в мензурку топлива должно быть не менее 40...50 см3.
Уровень топлива в поплавковой камере карбюратора определяют по мениску в смотровом окне или в контрольной пробке либо подсоединяют трубку и используют метод сообщающихся сосудов. Уровень топлива отсчитывается от разъема верхней крышки карбюратора до поверхности топлива и составляет 17...24 мм. Его можно оценить на двигателе или на стенде. При проверке на стенде карбюратор подключают к патрубку 11 (см. рис. 2.28) и включают привод стенда. Двухходовой кран 5 ставят в положение «контроль уровня». После заполнения карбюратора (уровень дизельного топлива в трубке 15 будет стабилен) стенд отключают и оценивают уровень топлива в поплавковой камере. Используя краны 7 и 9 добиваются того, чтобы уровень топлива был в верхней части трубки 15. Затем включают секундомер и засекают время снижения уровня за 30 с. Допускается его уменьшение на 8... 10 делений по шкале 6. Большое снижение свидетельствует о негерметичности запорного клапана. При проверке производительности ускорительного насоса тоже устанавливают уровень топлива в трубке 15 в верхнее положение (чтобы он был виден) и полностью открывают и закрывают дроссельную заслонку 10 раз при темпе 20 качков в минуту. По шкале 6 определяют израсходованное количество топлива. Для различных карбюраторов эта величина составляет 6... 12 см3 за 10 полных включений насоса- ускорителя.
Пропускная способность жиклера на стенде определяется абсолютным способом по количеству воды, протекающей через дозирующее отверстие жиклера за минуту под напором водяного столба 1000 ± 2 мм при температуре воды 20 ± 1 °С (рис. 2.29). Жиклер устанавливается в патрубок 14. В баке 12 заданный уровень поддерживается насосом 6. Когда высота столба жидкости превысит 1 м, лишняя вода сливается через трубку 13 (при испытаниях вода через нее должна постоянно проливаться). Далее открывают кран 4, включают секундомер и через минуту закрывают кран.
Абсолютная пропускная способность определяется в кубических сантиметрах по объему воды в мерном цилиндре 15.
При определении технического состояния снятых с карбюратор» запорного клапана поплавковой камеры и клапана экономайзера их вворачивают в патрубок 10. Затем включают привод насоса 6 и медленно закрывают кран 2. На линии, где установлены
Рис.
2.29.
Схема системы стенда для проверки
жиклеров и клапанов
карбюратора:
1
— основной бак;
2,3,4
— краны; 5 — водяной бак;
6
— мембранный насос; 7
— уравнительный бак;
8
— вакуумметр;
9
— вакуумный патрубок;
10 — патрубок
для крепления клапанов;
11
— водяной вакуумметр;
12
— бак для проливки жиклеров;
13
— прозрачная трубка;
14
— патрубок для испытуемого жиклера;
15 — мерный цилиндр;
16
— указатель уровня воды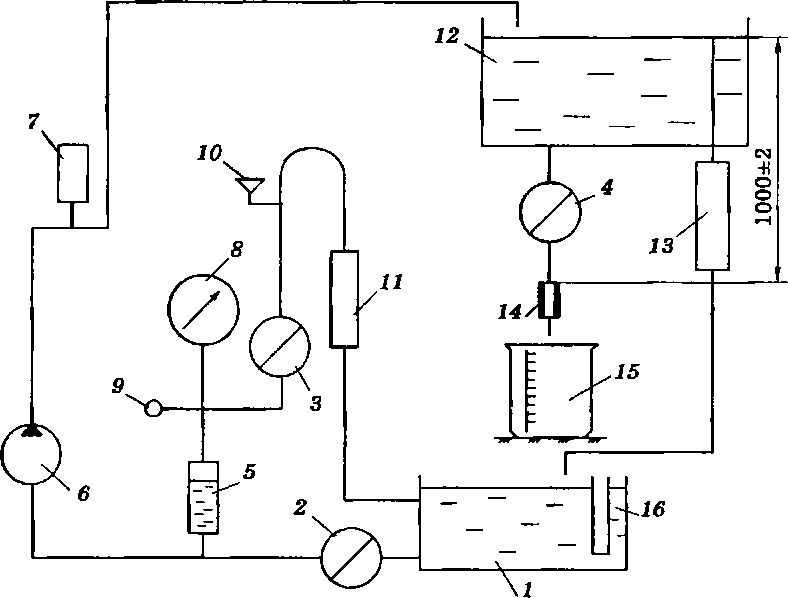
водяной вакуумметр и патрубок 10 создается разрежение, так Как насос выкачивает воду из бака 5. Кран 3 закрывают, когда вода из бака 1 поднимется до определенного уровня в водяном вакуумметре. Если клапан негерметичен, то воздух поступит в линию разрежения и уровень в трубке вакуумметра 11 начнет падать. По скорости его падения и оценивают герметичность клапана.
Комплексную оценку состояния снятого с двигателя карбюратора можно осуществить на безмоторно-вакуумной установке типа НИИАТ-489А. Карбюратор проверяется путем продувки сжатым воздухом, измерения расхода топлива при определенном расходе воздуха и при различных положениях дроссельной заслонки, а также по величине разрежения за карбюратором:
Для создания разрежения используют вакуумный насос, а для контроля расхода топлива и воздуха — расходомеры ротаметри- ческого типа. Установка имеет довольно сложное устройство, дорогостоящая, поэтому не получила большого распространения на автотранспортных предприятиях.
При ежедневном обслуживании системы питания убеждаются в ее герметичности и устойчивости работы прогретого двигателя на частоте вращения холостого хода. При ТО-1 дополнительно проверяются крепление приборов системы питания и их соединений, а также токсичность отработавших газов и проводится регулировка системы холостого хода по этому параметру. При ТО-2 дополнительно проверяются действие и полнота открывания воздушной и дроссельной заслонок, работа бензонасоса без снятия с двигателя, уровень топлива в поплавковой камере карбюратора.
При проведении ремонтов агрегаты системы питания первоначально подвергаются очистке и мойке керосином. Топливные баки очищают снаружи, а внутреннюю полость промывают моющим раствором и горячей водой для удаления паров бензина. Незначительные трещины бензобака запаивают оловянисто-свинцовым или серебряным припоем. На большие трещины накладывают заплаты, их края припаивают либо приваривают газовой сваркой.
При ремонте бензонасосов их очищают, разбирают, все детали промывают в керосине и дефектуют. Неисправные элементы заменяют. Если имеются износы отверстий под ось рычага, то их развертывают под больший диаметр и затем запрессовывают втулки. Поврежденные резьбы в отверстиях восстанавливают нарезкой резьбы большего диаметра. Коробление поверхностей разъема крышки и корпуса устраняют их притиранием на плите наждачной шкуркой или шлифовальной пастой.
При ремонте карбюраторов также осуществляется их наружная очистка и мойка, проводится разборка с последующей мойкой деталей и дефектовкой. Если запорный клапан сильно изношен, его полностью (вместе с седлом) заменяют, при небольших изно- сах иглу притирают к седлу. При негерметичности поплавка из него удаляют бензин, а место повреждения запаивают с минимальным количеством припоя, чтобы не увеличивать массу поплавка. Жиклеры отмачивают в растворителе и продувают сжатым воздухом. При короблении поверхностей разъемов карбюратора их шлифуют на поверочной плите, как и корпусные части бензонасосов. Если изношены отверстия под оси заслонок, их рассверливают под больший диаметр с последующей запрессовкой бронзовых втулок и их развертыванием под требуемый размер. После сборки заслонки должны легко поворачиваться на своих осях.
Отремонтированные приборы системы питания перед установкой на двигатель целесообразно проверить на испытательном стенде.
Техническое обслуживание и текущий ремонт системы питания дизельных двигателей
Система питания дизельного двигателя служит для раздельной подачи в требуемые моменты времени и в требуемом количестве воздуха и топлива в цилиндры двигателя, где и происходит смесеобразование, а также для удаления отработавших газов и глушения их на выпуске. Основными элементами данной системы являются топливный бак, фильтры грубой и тонкой очистки топлива, воздушный фильтр, подкачивающий насос, топливный насос высокого давления (ТНВД) с регулятором частоты вращения и муфтой опережения впрыска топлива, форсунки, трубопроводы низкого и высокого давления, выпускной тракт. На них приходится около 5... 10 % неисправностей автомобилей с дизельными двигателями.
Характерными неисправностями являются нарушение герметичности, загрязнение фильтрующих элементов, разрегулировка и износ плунжерных пар ТНВД, разрегулировка и негерметичность форсунок (табл. 2.5)
В процессе эксплуатации наиболее интенсивно изнашиваются плунжерные пары ТНВД и форсунки, теряют свою упругость пружины.
Таблица 2.5
Основные признаки неисправностей системы питания дизельного двигателя
Признак
Неисправность
Затруднен пуск двигателя, неустойчивая работа двигателя
Неравномерная и «жесткая» работа двигателя. Отработавшие газы — черного цвета
Двигатель не развивает мощность, повышенный расход топлива
Двигатель чрезмерно увеличивает частоту вращения
Нарушена герметичность системы питания
Засорение топливных фильтров
Неисправности ТНВД
Нарушение работы форсунок
Неправильно отрегулирована частота вращения холостого хода
Неправильный угол опережения впрыска топлива
Разрегулировка цикловой подачи ТНВД
Загрязнение воздушного фильтра
Разрегулировка цикловой подачи
Износ или загрязнение форсунок
Разрегулировка угла опережения впрыска топлива
Нарушение работы регулятора
Проверить герметичность и устранить неплотности
Промыть или заменить фильтрующие элементы
Проверить и отрегулировать ТНВД. При необходимости заменить изношенные детали
Снять форсунки и проверить на работоспособность
Заменить изношенные элементы или форсунки в целом
Проверить и отрегулировать частоту вращения холостого хода
Проверить и отрегулировать угол опережения впрыска топлива
Проверить и отрегулировать цикловую подачу ТНВД
Очистить или заменить фильтрующий элемент
Проверить и отрегулировать цикловую подачу ТНВД
Проверить работу форсунок. Очистить форсунки, отрегулировать давление впрыска. При необходимости заменить изношенные элементы или форсунки в целом
Проверить и отрегулировать угол опережения впрыска топлива
Проверить работу и отрегулировать регулятор частоты вращения
При возникновении признаков неисправностей необходимо провести поэлементное диагностирование системы питания. Ее герметичность проверяется визуально (по наличию подтеканий). Далее запускают двигатель, устанавливают малую частоту вращения коленчатого вала и слегка отворачивают пробку фильтра тонкой очистки. Если в системе есть воздух, то из-под пробки будет вытекать пена. После появления струи топлива пробку заворачивают. Герметичность системы можно проверить методом опрессовки. Для этого подводящий трубопровод отсоединяют от топливного бака и подсоединяют к прибору, подающему в него топливо под давлением 300 кПа, а отводящий трубопровод глушат. В негерметичных местах соединений наблюдают подтекание топлива. Герметичность восстанавливают подтяжкой резьбовых соединений, заменой уплотнений и трубопроводов.
Форсунки диагностируют по показателям герметичности, давления впрыска и качества распыливания топлива на приборах типа КИ-ЗЗЗЗА, КИ-22203М, КИ-562, ESP-100, М-106 и др.
При проверке герметичности форсунки ее устанавливают на прибор (рис. 2.30), заворачивают регулировочный винт и рычагом 6 плунжерного насоса 2 прибора доводят давление до 30 МПа.
Рис.
2.30.
Схема прибора для проверки форсунок:
1 — манометр;
2
— плунжерный насос; 3 — гайка крепления
форсунки; 4
— штуцер; 5 — основание;
6
— рычаг насоса;
7
— кран;
8
— запорный вентиль;
9
— топливный бачок
Величину давления контролируют манометром 1. Наблюдают за снижением давления и замеряют время уменьшения его величины от 28 до 23 МПа. Для новых форсунок время падения должно быть не менее 15...20 с, для подношенных — не менее 5 с.
При регулировке давления начала подъема иглы форсунки отворачивают регулировочный винт пружины, одновременно приводя в действие плунжерный насос 2 прибора, и по манометру 1 фиксируют давление, при котором осуществляется впрыск.
Оно должно быть 11 — 15 МПа для легковых автомобилей, 16—22 МПа — для грузовых, причем большие значения устанавливаются для двигателей с турбонаддувом. После регулировки необходимо затянуть контргайку регулировочного винта и вновь проверить правильность регулировки на приборе. На некоторых форсунках давление впрыска изменяется с помощью регулировочных шайб, устанавливаемых под пружину распылителя.
При проверке качества распыливания делают несколько впрысков топлива через форсунку. Оно должно впрыскиваться в виде тумана, равномерно распределяясь по поперечному сечению конуса струи и по каждому отверстию распылителя. Неравномерное распыливание или подтекание топлива в начале и в конце впрыска не допускается.
Диагностирование топливоподкачивающего насоса осуществляется по его производительности при заданном противодавлении (0,05—0,17 МПа) и развиваемому давлению при закрытом нагнетательном канале.
Диагностирование можно осуществить на стендах типа КИ921М, КИ5205, ♦Стар-12», ESP-707 и других после демонтажа насоса с двигателя. Насос закрепляют с помощью кронштейна 6 (см. рис. 2.34) и подключают к питающей системе стенда (рис. 2.31).
Частота вращения привода стенда шс (мин-1) при испытаниях должна соответствовать значению
где (0тах — максимальная частота вращения коленчатого вала двигателя.
подкачивающего
насоса на стенде типа КИ-5205: 1 — мерный
сосуд;
2
— трехходовой кран; 3 — испытуемый
насос
Значение счетчика-автомата стенда 6 (рис. 2.32), считающего количество оборотов привода, а соответственно и число рабочих ходов подкачивающего насоса (так как за один оборот привода осуществляется один рабочий ход насоса), устанавливают равным сос. Включают стенд, устанавливают частоту вращения
ЦИКЛЫ
О
О
Т
ДЛИТ. УГЛЫ ПОДАЧА
ПУСК
СТОП СЕТЬ
![]()
Рис. 2.32. Схема пульта стенда: 1 — тумблер «сеть»; 2 — кнопка остановки счетчика-автомата; 3 — кнопка включения счетчика-автомата; 4 — табло измеряемых параметров; 5 — табло электронного тахометра; 6 — устройство задания числа циклов (счетчик-автомат); 7 — кнопка измерения подачи; 8 — кнопка измерения углов впрыска; 9 — кнопка измерения длительности впрыска
привода юс, затем одновременно кнопкой 3 на пульте стенда включает счетчик-автомат и поворачивают трехходовой кран в положение «замер». При достижении счетчиком-автоматом положения «О» (контролируется по табло 4) перекрывают поступление топлива в мерный цилиндр. Так как один рабочий ход делается за один оборот привода, а подача топлива осуществляется за п оборотов при частоте вращения сос (мин-1), причем п = юс, то эти рабочие ходы были сделаны за одну минуту. Следовательно, в мерном сосуде будет топливо, поступившее от насоса за одну минуту. Нормативное значение производительности то- пливоподкачивающих насосов лежит в пределах 2...4 л/мин. При перекрытом нагнетательном трубопроводе и включенном стенде определяют максимально развиваемое давление. Для разных типов насосов оно лежит в пределах 0,1...0,4 МПа.
Техническое состояние фильтра определяется по снижению производительности насоса при его работе без фильтра и с фильтром. Для этого фильтр подключают к напорному трубопроводу насоса (рис. 2.33) и снова оценивают производительность насоса.
фильтров:
1
— мерный цилиндр;
2
— трехходовой кран;
3
— насос;
4
— испытуемый
фильтр
Уменьшение
производительности определяется по
выражению AQ
= Qh~Q*-100,
Qu
где QB — производительность насоса без фильтра, л/мин; (Эф — производительность насоса с фильтром, л/мин.
Допускается снижение производительности насоса не более 60 %. При больших значениях AQ фильтрующий элемент очищают или заменяют.
При диагностировании ТНВД определяются углы подачи секциями насоса, величина и равномерность подачи отдельными секциями, работоспособность муфты опережения впрыска топлива и работоспособность регулятора ТНВД на начало и полное отключение подачи.
Насос проверяют на стенде (рис. 2.34) совместно с комплектом исправных и отрегулированных форсунок при температуре топлива в системе стенда 25...30 °С.
Перед диагностированием насос устанавливают на подставку 2, кулачковый вал ТНВД соединяют с валом привода стенда, подключают питающие и отводящие трубопроводы. Рычаг управления подачи топлива устанавливают и фиксируют в положении максимальной топливоподачи. При определении углов начала подачи к каждой секции присоединяют прозрачные трубопроводы низкого давления, а их вторые концы вставляют в держатели 12, включают привод стенда, чтобы трубопроводы заполнились топливом и в них не было пузырьков воздуха. Затем останавливают стенд и медленно, вручную проворачивая привод стенда, наблюдают за началом вытекания топлива из трубопроводов, фиксируя при этом по подвижной шкале стробоскопа 14 углы начала подачи. Для четырехсекционного насоса топливо должно подаваться секциями через 90°, для шестисекционного — через 60°, для восьмисекционного — через 45°. Отклонение интервала между началами подачи секциями насоса относительно первой не Должно превышать ±0,5° при минимальной топливоподаче, не более 3...5° — при максимальной. В противном случае осуществляют их регулировку (например, для топливной аппаратуры ЯМЗ — болтами толкателя насоса). 7 Зак. 3451
Рис.
2.34.
Схема стенда для диагностирования
топливной аппаратуры дизельного
двигателя: 1
— корпус;
2
— подставка для ТНВД;
3
— привод насоса;
4
— манометр; 5 — тахометр;
6
— кронштейн для подкачивающего насоса;
7 — поворотная ось держателя мензурок;
8
— датчик моментов впрыска;
9
— держатель форсунки;
10
— включатель стенда;
11
— тумблер включения датчика впрыска;
12
— держатель трубопроводов низкого
давления;
13
— мерная мензурка;
14
— стробоскопическое устройство;
15
— распределительный кран; 16
— штуцера для подключения напорных и
сливных трубопроводов;
11- маховичок
вариатора;
18
— пульт включения стендового насоса;
19
— пульт включения электродвигателя
привода стенда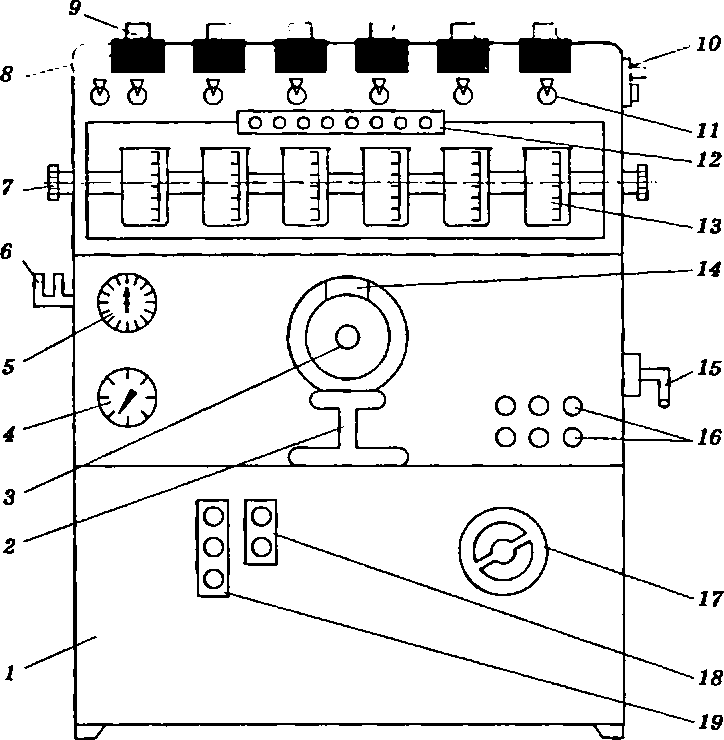
При проверке производительности и равномерности подачи секциями ТНВД трубопроводы низкого давления отсоединяют от насосных секций и подключают трубопроводы высокого давления длиной 400 ± 3 мм, а вторые их концы подключают к форсункам, установленным в держателях 9. На счетчике-автомате устанавливают число циклов, равное шс, и нажимают кнопку «подача» на пульте стенда. Запускают стенд и маховичком вариатора устанавливают требуемую (юс) частоту вращения. Включают кнопку «пуск» на пульте стенда (см. рис. 2.32), при этом открывается шторка, открывающая подачу топлива в мерные мензурки 13 (см. рис. 2.34). После выполнения требуемого числа циклов (оборотов привода стенда) шторка автоматически перемещается, закрывая подачу топлива от форсунок в мензурки. Величина то- пливоподачи составляет для различных двигателей 60... 122 см3.
Неравномерность подачи секциями не должна превышать 2 %:
ст_(Утах-Уппп)-2-100
V +V - '
r max Т * mm
где Fmax — максимальная подача; Fmin — минимальная подача.
При необходимости осуществляют регулировку подачи (как правило, путем поворота плунжера относительно его оси).
Работу автоматической муфты опережения впрыска топлива проверяют на стенде с помощью стробоскопического устройства. Для этого запускают стенд, включают кнопку «углы» на пульте стенда и по табло 4 (см. рис. 2.32) определяют углы впрыска первой секции на частоте вращения 600 ± 10 мин-1 и шс. Их разность при исправной муфте должна быть в пределах 5...6°.
При проверке регулятора на начало и полное отключение подачи топлива определяют цикловую топливоподачу при частотах вращения примерно (юс+ 25) мин-1, (юс+ 50) мин-1 и (сос+ 100) мин-1. При (юс+ 25) должно произойти некоторое снижение топливопода- чи по сравнению с подачей на частоте вращения С0с, при (юс + 50) топливоподача должна снизиться на 30...50 %, при (сос+100) подача секциями должна быть полностью прекращена. При необходимости проводят регулировку регулятора.
Указанные диагностические работы выполняются в топливном участке на снятых с автомобиля агрегатах топливной системы. Некоторые из этих работ могут проводиться непосредственно на автомобиле. Проверка угла опережения впрыска осуществляется с помощью индикатора момента впрыска (для одноплунжерных насосов легковых автомобилей) или моментоскопа (рис. 2.35), устанавливаемого на штуцер первой секции ТНВД вместо трубопровода, идущего к первой форсунке. Моментоскоп представляет 1* собой небольшой топливопровод 3, заканчивающийся стеклянной трубкой 1, служащей для наблюдения за движением топлива. При проверке медленно проворачивают коленчатый вал двигателя до момента начала движения топлива в стеклянной трубке и определяют угол опережения впрыска (метки углов опережения впрыска нанесены на маховике, а риска или стрелка — на картере сцепления в лючке, который, как правило, закрывается крышкой). Если угол не соответствует рекомендованному значению (15...220), то осуществляют регулировку. Для этого отпускают болты крепления привода насоса и поворачивают вал насоса по направлению вращения, если необходимо уменьшить угол, или против направления вращения — для увеличения угла опережения впрыска. После затяжки болтов проверку повторяют.
01,5...2,0
1
2.
\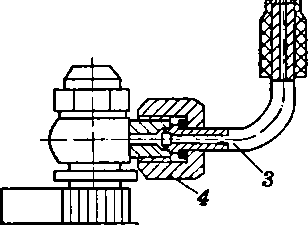
V-5
J
Рис. 2.35. Схема подключения моментоскопа: 1 — стеклянная трубка; 2 — уплотнительная переходная трубка;
3 — топливопровод; 4 — гайка; 5 — ТНВД
Диагностирование топливной аппаратуры непосредственно на автомобиле может осуществляться с помощью мотор-тестеров типа М2-3, которые обеспечивают определение частоты вращения коленчатого вала и угла опережения подачи топлива (УОПТ), параметров впрыскивания топлива. По характеру получаемых осциллограмм давления дополнительно можно определить износ нагнетательного клапана и плунжерной пары, поломку пружинытолкателя плунжера, техническое состояние распылителя форсунки и др. При испытаниях к первой форсунке подключается датчик давления. Далее запускают двигатель и для измерения угла опережения подачи топлива в меню мотор-тестера находят режим «УОПТ». Одновременно метки впрыска на двигателе освещают лучом стробоскопического устройства и с помощью его потенциометра совмещают подвижную и неподвижную метки. На экране (рис. 2.36, а) появится значение УОПТ. Переходя в режим другой команды, получают параметры впрыска топлива: максимальное и остаточное давление (в МПа), а также длительность впрыска в миллисекундах (рис. 2.36, б). Двигатель должен работать на холостом ходу.
а
|| режим: измерение уопт
УОПТ 6 °пкВ
| НЕРАВНОМЕРНОСТЬ ВРАЩЕНИЯ 0/min
ЧАСТОТА ВРАЩЕНИЯ Я^Н
коленчатого вола 2maggsH||H
езшо
Рис. 2.36. Изображения на экране мотор-тестера при диагностировании топливной аппаратуры
Входя в режим «ВПРЫСК», на экране мотор-тестера можно получить осциллограммы давления впрыска. Сопоставляя их с осциллограммами, полученными при различных неисправностях топливной аппаратуры (рис. 2.37), выявляют место и характер неисправностей в испытуемых ТНВД и форсунках. Штриховой линией на приведенных осциллограммах показана диаграмма давления для исправной топливной аппаратуры, сплошной линией — диаграммы давления при наличии различных неисправностей топливной аппаратуры.
|
режим: параметры впрыска |
Ртах
31.8 МРа Рост -5.6 МРа ДЛИТ 4.5 mS
НЕРАВНОМЕРНОСТЬ
ВРАЩЕНИЯ 0/min
а
— при износе нагнетательного клапана;
б — при износе плунжерной пары; в
— при суммарном износе нагнетательного
клапана и плунжерной пары; г
— при закоксовании сопловых отверстий
распылителя форсунки;
д — при
уменьшении давления начала подъема
иглы распылителя форсунки

проверяется исправность механизма управления топливоподачей и останова двигателя, оцениваются надежность пуска двигателя и частота вращения коленчатого вала в режиме холостого хода. При необходимости ее регулируют. Определяют дымность отработавших газов. Через одно ТО-2 снимают и проверяют форсунки, определяют и регулируют угол опережения впрыска топлива. При сезонном обслуживании снимают с двигателя ТНВД, промывают его и подвергают поэлементному диагностированию с последующими регулировками.
Если при проверках выявлены неисправности элементов топливной аппаратуры, которые невозможно устранить регулировочными работами, то проводится ремонт. Первоначально эти элементы подвергаются наружной очистке и мойке в керосине. После разборки детали промывают в авиационном бензине или растворителе (например, в уайт-спирите), а затем в очищенном дизельном топливе. Распылители форсунок очищают от нагара деревянным бруском, пропитанным моторным маслом. Сопловые отверстия прочищают стальной или медной калиброванной проволокой. Если обнаружено подтекание топлива при распы- ливании или заедание иглы при перемещении ее в корпусе распылителя, то узел заменяют.
Элементы подкачивающего насоса и ТНВД заменяют, если на их рабочих поверхностях обнаружены значительные износы.
Пружины проверяют на неперпендикулярность и усталостный износ. Неперпендикулярность определяется после установки пружины на поверочную плиту. При отклонении боковой поверхности пружины более чем на 2 мм пружина заменяется (плунжерные пружины заменяются сразу комплектом). Усталостный износ определяется штангенциркулем по длине пружины в свободном состоянии. Если она не соответствует нормативной, пружина также заменяется новой.
Топливопроводы высокого давления выбраковываются, если имеются значительные вмятины, сквозные повреждения и радиусы изгибов менее 30 мм.
При повреждении топливных баков их подвергают наружной очистке, моющим раствором и горячей водой промывают внутреннюю полость для удаления паров дизельного топлива. Небольшие трещины устраняют пайкой оловянисто-свинцовым припоем. На большие трещины накладывают заплаты припайкой их краев либо газовой сваркой.
Техническое обслуживание и текущий ремонт системы питания двигателей, работающих на газовом топливе
![]()
Применение в качестве топлива для газобаллонных автомобилей (ГБА) сжиженного нефтяного газа (СНГ) и сжатого природного газа (СПГ) снижает не только затраты на перевозки (благодаря меньшей стоимости топлива), но и загрязнение воздушного бассейна. При этом по основным контролируемым параметрам отработавших газов имеется снижение окиси углерода (СО) в 3...4 раза, углеводорода (СН) — в 1,2...1,4 раза. Дымность отработавших газов в газодизельном режиме работы двигателя снижается в 2...4 раза.
Для ГБА установлены те же виды и периодичности ТО, что и для базовых автомобилей. Отличие заключается вдополнительных работах, проводимых по газобаллонной установке, что увеличивает трудоемкость работ ТО и TP на 10...15 %.
Ежедневное обслуживание выполняют перед выездом и после возвращения автомобиля с линии. Перед выездом путем внешнего осмотра проверяются состояние и крепление баллонов, редукторов высокого (РВД) и низкого (РНД) давления, подогревателя, карбюратора-смесителя или смесителя, приборов контроля, а также герметичность соединений с помощью специального прибора или пенным раствором (мыльным). После возвращения проводят уборочно-моечные работы, проверяют герметичность и сливают конденсат из РНД, а из испарителя — воду (в зимний период).
При ТО-1 дополнительно к работам ежедневного обслуживания проводят смазочно-очистительные: очистку фильтрующих элементов электромагнитных клапанов и фильтров редукторов, смазывание штоков вентилей. Проверяют герметичность системы с помощью сжатого воздуха, работу двигателя и токсичность отработавших газов, регулируют частоту вращения на холостом ходу, проверяют работу предохранительного клапана.
Перед постановкой на пост ТО-1 необходимо выработать газ, закрыв расходный вентиль, и переключить двигатель на бензин.
При ТО-2 дополнительно к работам ТО-1 проводят контрольно-диагностические, регулировочные и другие работы, в том числе со снятием с автомобиля приборов газовой системы. Проверяют работу редукторов, дозирующе-экономайзерного устройства (ДЭУ), предохранительного клапана, смесителя, карбюратора-смесителя, манометров, датчика указателя уровня газа и при необходимости регулируют или устраняют неисправности. Проверяют угол опережения зажигания. Заканчивается ТО-2 проверкой герметичности системы, легкости пуска двигателя, его работы на газе и бензине.
Сезонное обслуживание дополнительно предусматривает удаление газа из баллонов и их дегазацию, продувку системы сжатым воздухом, проверку работы ограничителя максимальной частоты вращения коленчатого вала, снятие, разборку и дефектовку деталей приборов газовой системы, редукторов, испарителя, смесителя, фильтров, предохранительных клапанов, манометров. После проверки необходимо опломбировать и поставить клеймо со сроком следующей проверки на предохранительных клапанах и манометрах высокого и низкого давления.
Газовые баллоны подвергаются периодическому освидетельствованию. Для этого их снимают с автомобиля вместе с арматурой и подвергают контролю на герметичность (пневматические испытания) номинальным давлением, а также проверке давлением, в 1,5 раза большим номинального (гидравлические испытания). Освидетельствование проводят организации, имеющие лицензию на выполнение таких работ. Баллоны, прошедшие освидетельствование, окрашиваются, и на них клеймением наносится дата следующего освидетельствования.
Постовые работы включают замену неисправных приборов или их ремонт без снятия с автомобиля. При этом автомобиль должен быть без газа, который сливается (выпускается) в газовую сеть (атмосферу) на специальном посту.
Организация выполнения работ ТО и TP для ГБА имеет ряд особенностей. Выбор маршрута движения обусловлен состоянием газовой аппаратуры и автомобиля (рис. 2.38). При этом все автомобили, направляемые на ТО, TP или стоянку, проходят через пост проверки герметичности.
———
Газовая
аппаратура исправна, автомобиль исправен
Газовая
аппаратура неисправна, автомобиль
исправен
Плановое техническое обслуживание
Газовая
аппаратура исправна, автомобиль
неисправен
Выпуск
автомобилей на линию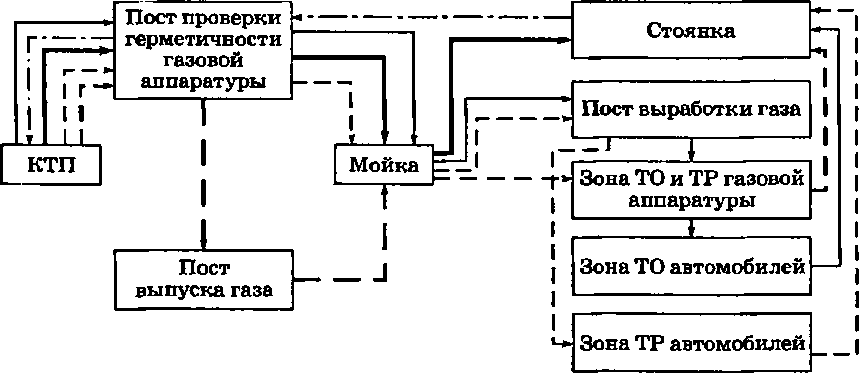
Рис. 2.38. Маршруты движения газобаллонных автомобилей
Для выполнения контрольно-регулировочных операций при работе двигателя на газе автомобили устанавливаются на посты ТО или TP, расположенные в изолированных помещениях. Поиск неисправностей рекомендуется проводить в следующей последовательности: магистральный вентиль, РВД, электромагнитный клапан-фильтр, РНД, карбюратор-смеситель (смеситель).
К основным неисправностям газовой аппаратуры относятся нарушение герметичности газопроводов, вентилей и клапанов, засорение фильтров электромагнитного клапана или редукторов, изменение рабочего давления в контурах, негерметичность редукторов.
Нарушение герметичности газопроводов и вентилей устраняют заменой отдельных деталей или подтягиванием ниппелей и хомутов. Негерметичность РВД обусловлена повреждением диафрагмы или недостаточной затяжкой гайки крышки. В этих случаях газ будет выходить через зазоры в РВД и предохранительный клапан. Для предотвращения утечки газа нужно закрыть вентили. Давление газа на выходе из РВД регулируется винтом: при ввертывании оно повышается.
Неплотность прилегания клапанов 5, 9 и 10 РНД (рис. 2.39) к седлам может быть вызвана попаданием посторонних предметов или износом клапанов. В первом случае в полости А будет повышаться давление и газ будет выходить через предохранительный клапан 6, что можно выявить по шипению газа или по манометру, который будет показывать давление срабатывания предохранительного клапана (0,4...0,5 МПа). Негерметичность клапанов 9 и 10 затрудняет пуск двигателя, ухудшает его работу из-за обогащения рабочей смеси. Негерметичность устраняют шлифовкой торца клапана или заменой изношенной детали.
Негерметичность РНД может быть обусловлена повреждением или неплотным креплением диафрагмы 7 редуктора первой ступени, и тогда газ выходит под избыточным давлением через отверстие в регулировочной гайке 8; в Случае повреждения диафрагмы второй ступени 2 — через колпачковую крышку регулировочного ниппеля 3; при повреждении диафрагмы 1 разгрузочного устройства газ поступает через штуцер 11 непосредственно во впускной трубопровод 12. Возможна утечка газа через предохранительный клапан 6 при его неисправности или разрегулировке.
В полости Б возможно повышенное разрежение (более 25 мм вод. ст. при полной загрузке двигателя) из-за недостаточного поступления газа к редуктору (засорение фильтра, разрегулировка РНД и др.), что снижает мощность двигателя.
Регулировка давления газа в первой ступени РНД осуществляется с помощью гайки 8. Давление контролируется по манометру, подключенному к первой ступени редуктора, и должно составлять 0,18...0,22 МПа. При ввертывании гайки 8 давление должно увеличиваться. По окончании регулировки необходимо затянуть контргайку. Для регулировки момента открытия клапана 9 второй ступени редуктора надо снять крышку с корпуса и вывертывать винт клапана 9 ключом до момента начала выхода газа через клапан (определяется на слух). Затем завернуть винт клапана 9 на 1/8...1/4 оборота до прекращения утечки газа и затянуть контргайку.
Давление газа во второй ступени редуктора регулируют ниппелем 3 и контролируют по пьезометру. Для этого в патрубок ДЭУ для подключения пьезометра необходимо установить резиновую заглушку со встроенным наконечником. При вакууме в разгрузочном устройстве (0,7...0,8 кПа) вращением ниппеля 3
Я
Е-
и О
ч о с
Ч
и «
и н
V «
о а fr-
о a
о
РЭ >>
ft к
« к х о <s к ь а »
К о
Техническая эксплуатация автомобилей 1
Техническое обслуживание и текущий Ш ремонт системы охлаждения 85
Техническое обслуживание и текущий ремонт системы смазки 92
Техническое обслуживание и текущий ремонт системы питания бензиновых двигателей 101
Техническое обслуживание и текущий ремонт системы питания дизельных двигателей 114
езшо 138
Техническое обслуживание и текущий ремонт кузовов, кабин и платформ 155
Техническое обслуживание и текущий ремонт агрегатов трансмиссии 117
-0°49' 144
-0°03• + 3°28 146
у-T = -ZP/Mg, 186
\ 203
ш 5"to <Ь 223
КВ = К0С0 + Су д, 230
Техническая эксплуатация автомобилей 413
ш
! £
1 13
I « 1 о > ft о ь n
«

К н v о ч о с
со <
устанавливается давление 0,05...0Д кПа. После каждой регулировки нужно удалять газ из второй ступени. Можно проверить давление газа во второй ступени при работе двигателя на холостом ходу. Давление должно быть 5...10 мм вод. ст. (0,05...0,1 кПа). С увеличением нагрузки давление снижается до атмосферного (0,1 МПа) и при полной нагрузке становится ниже атмосферного, равного 15...25 мм вод. ст. (0,15...0,25 кПа).
После проведения указанных регулировок надо проверить ход стержня 4. Если он перемещается менее чем на 5 мм, то требуется ремонт РНД.
Герметичность разгрузочного устройства определяют по падению разрежения в вакуумной полости камеры диафрагмы (рис. 2.40). При разрежении в полости 73,2 ± 6,7 кПа падение разрежения не должно превышать 1,3 кПа/мин. Разрежение полного сжатия пружины должно быть менее 0,75 кПа.
Рис.
2.40.
Схема проверки разгрузочного устройства:
1
— диафрагма;
2
— пружина;
3
— вакуумметр;
4
— кран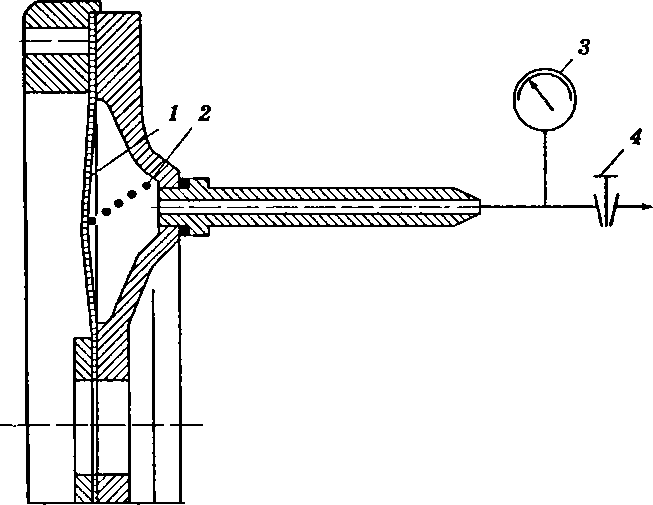
Дозирующе-экономайзерное устройство проверяют на герметичность (рис. 2.41) и разрежение начала открытия его клапана. Параметры проверки герметичности — как и для разгрузочного устройства. При проверке необходимо один из патрубков 2 закрыть заглушкой 3. Для проверки начала открытия клапана в вакуумной полости создается разрежение 26,6 ± 6,6 кПа, а в полости 6 подачи газа через клапан экономайзера — избыточное давление 4...5,3 кПа. Уменьшая разрежение краном 5 в вакуумной полости 1, вакуумметром 4 определяют разрежение в момент открытия клапана, которое должно быть 9,3 ±1,3 кПа (стрелка вакуумметра 4 колеблется в момент открытия клапана).
Рис.
2.41.
Схема проверки герметичности вакуумной
полости дозирующе-экономайзерного
устройства: 1
— вакуумная полость;
2
— патрубки;
3
— заглушка;
4
— вакуумметр; 5 — кран;
6
— полость подачи газа
Для контроля и регулировки газовой аппаратуры используют следующие показатели:
максимальное давление в баллонах 20 МПа;
давление газа после редуктора высокого давления 0,90— 1,15 МПа;
давление срабатывания предохранительного клапана редуктора высокого давления — 1,4...1,7 МПа;
давление, при котором должен срабатывать выключатель контрольной лампы указателя давления газа, — 0,45...0,55 МПа;
давление газа, регулируемое первой ступенью редуктора низкого давления, равно 0,18...0,22 МПа;
разрежение в разгрузочном устройстве, при котором открывается клапан второй ступени, 0,7—0,8 кПа;
разрежение открытия клапана ДЭУ — 0,8—1,0 кПа при давлении в нагнетательной полости 4—5,3 кПа;
• частота вращения коленчатого вала срабатывания системы синхронного выключения подачи газа при отключении подачи запальной дозы дизельного топлива 2250...2660 мин"1.
В карбюраторе-смесителе (смесителе) с помощью винтов регулируют частоту вращения коленчатого вала на холостом ходу (500...600 мин-1). Проверка герметичности системы питания на автомобиле осуществляется с помощью передвижной установки ЦПКТБ-К277, позволяющей непосредственно на автомобиле зафиксировать манометром падение давления в системе питания, которое должно быть не более 0,01 МПа в течение 15 мин. Установка обеспечивает проверку герметичности газовой магистрали, РНД, вентилей, электромагнитных клапанов, определение работоспособности и регулировку редуктора. Для ТО и TP газовой аппаратуры, снятой с автомобиля, используется установка ЦПКТБ-К278. Для выполнения работ ТО и TP применяются также комплекты инструмента мод. ЦПКТБ-И139 и мод. ЦПКТБ-И149, тележка для снятия и транспортировки баллонов, сигнализатор утечки газа и др.
Пуск двигателя должен производиться на одном из видов топлива — жидком или газовом. Для этого при переводе двигателя с бензина на газ и обратно на работающем двигателе необходимо установить переключатель вида топлива в положение «0», после этого выработать топливо из системы (пока двигатель не начнет работать неустойчиво), а затем перевести переключатель в требуемое положение (газ или бензин). Желателен пуск двигателя после полной выработки топлива из системы и остановки двигателя. Работа двигателя на двух видах топлива запрещена. Пуск двигателя на газе при низких температурах затруднен или вообще невозможен. Поэтому его осуществляют на бензине или обогащенной газовоздушной смеси, для чего нужно нажать на шток (см. рис. 2.39) диафрагмы редуктора низкого давления на 3...5 с. Пуск дизельного двигателя производится только на жидком топливе. Для перевода на газодизельный режим необходимо прогреть двигатель, открыть вентили, переключатель установить в положение «газ», убедиться в поступлении газа в систему (стрелка манометра покажет давление 0,2...0,4 МПа) и готовности к работе (загорится контрольная лампа). Пуск двигателя на газе невозможен из-за недостаточной температуры для самовоспламенения.
Правила техники безопасности. Хранение ГБА (при наличии смешанного подвижного состава) предусматривается на отдельной площадке. В помещениях, где проводятся работы по их ТО и TP, не допускается устройство подземных сооружений, в том числе смотровых канав. Кроме того, эти помещения должны иметь системы контроля воздушной среды, аварийного освещения, принудительной вентиляции. На территории автотранспортных предприятий (АТП) под навесами должны быть посты для слива СНГ или выпуска СПГ с последующей дегазацией системы питания инертным газом. Баллоны должны храниться под навесом или в шкафах. ТО и TP газовой системы должны выполняться на специализированных постах в помещении с другими постами аналогичного назначения, если не предусматриваются пуск и работа на газе. При регулировке газовой аппаратуры на работающем двигателе используются посты в отдельных помещениях. Сварочные и окрасочные работы необходимо проводить при снятых или дегазированных баллонах.
Заправляет автомобиль оператор заправочной станции. При этом водитель должен покинуть кабину, выключив зажигание и включив стояночный тормоз, открыть капот. Объем заправки баллона СНГ не должен превышать 90 %, а давление в баллонах с СПГ при заправке не должно быть более 20 МПа.
К эксплуатации ГБА допускаются водители, прошедшие обучение, сдавшие экзамен и получившие специальное удостоверение. Повторные проверки их знаний должны проводиться один раз в два года специальной комиссией АТП. Запрещается эксплуатация ГБА с нарушенной герметичностью системы питания, а также с истекшим сроком периодического освидетельствования баллонов. Запрещается пользоваться открытым пламенем для подогрева или проверки герметичности системы, производить ТО и ремонт узлов, имеющих газ под давлением. После стоянки перед пуском двигателя необходимо открыть капот для проветривания подкапотного пространства. Автомобиль должен иметь огнетушители и кошму.
К работам ТО и TP допускаются лица, прошедшие подготовку и имеющие соответствующее удостоверение. Ремонтировать газовую аппаратуру на автомобиле можно только при снижении давления до атмосферного. При работе двигателя на газе допускается регулировать только карбюратор-смеситель (смеситель). При выполнении работ нельзя допускать искрения, ударов металлическими предметами по приборам системы питания, применять неисправный инструмент.
Техническое обслуживание и текущий ремонт кузовов, кабин и платформ
![]()
Отказы и неисправности механизмов, узлов и деталей кузовов, кабин и платформ вызваны износами, механическими повреждениями, производственными дефектами, ослаблением заклепочных и болтовых соединений. Износы вызваны коррозией, трением, вибрацией, перепадом температур. К механическим повреждениям относятся вмятины и выпуклости, прогибы и перекосы, трещины, разрушения сварочных соединений, аварийные повреждения. Эти повреждения происходят в результате аварий, старения, неправильной сборки и регулировки. Производственные дефекты вызваны некачественным проведением ТО и TP, несоответствием сборочных деталей техническим условиям.
В зависимости от степени повреждения, деформации и коррозионного разрушения различают шесть видов ремонта кузовов.
При ремонте №1 производится выправление повреждений площадью до 20 % в легкодоступных местах. При ремонте №2 — выправление повреждений со сваркой. При ремонте №3 — выправление со вскрытием и сваркой, частичное восстановление (до 30 %). При ремонте №4 — частичное восстановление деталей (свыше 30 %). При ремонте №5 производится замена поврежденной детали кузова ремонтной вставкой из запасных частей. При ремонте №6 производится крупноблочный ремонт, предусматривающий замену поврежденных частей кузова блоками деталей с разметкой, отрезкой, подгонкой, вытяжкой, рихтовкой и сваркой сплошным или точечным швом. Для сварки тонких металлов, из которых делают кузова легковых автомобилей, наиболее часто применяются точечные швы, чтобы не 8 Зак. 3451 нарушить конфигурацию деталей. Частичное восстановление деталей производят путем устранения повреждений вытяжкой и правкой с усадкой металла, вырезкой участков, не подлежащих ремонту, изготовлением ремонтных вставок с приданием им формы восстанавливаемой детали. После ремонта кузова необходимо проводить контроль его геометрических параметров.
При ремонте кабин, кузовов, рам и других деталей ходовой части используется следующее оборудование и инструмент:
различные ножницы и резаки по металлу;
переносные и стационарные электромеханические ножницы;
гильотины;
кислородно-ацетиленовые горелки;
полуавтоматы для сварки в среде защитных газов, которые могут производить сварку сплошным и точечным швом, не нарушая структуры металла (рис. 2.42);
ка;
4
— трубопровод подачи газа; 5 — горелка;
6
— заземление;
7
— транс-
.
форматор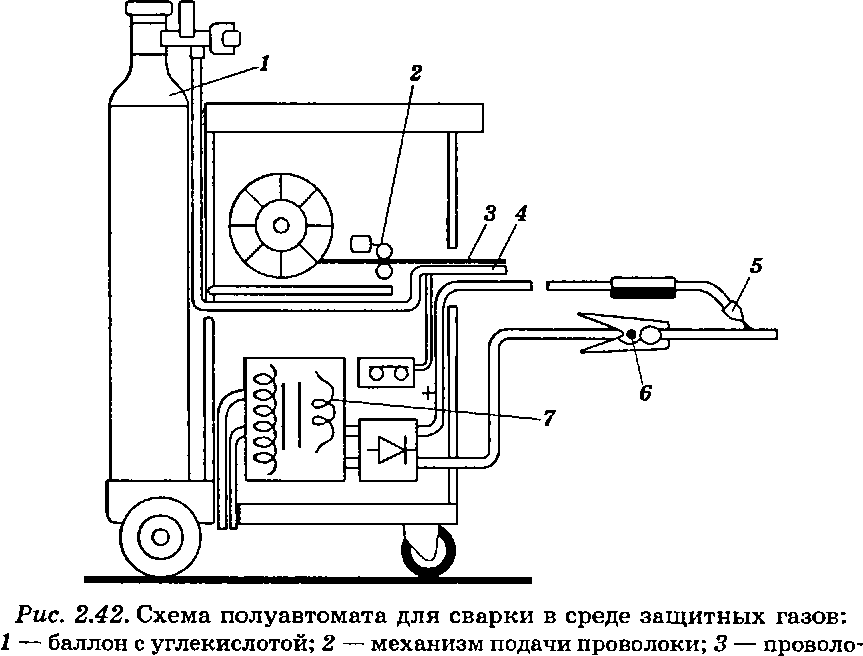
стенды для вытяжки и правки деформированных мест кузовов легковых автомобилей, зигмашины, необходимые для зи- говки, гибки и отбортовки листового металла;
машины трубо- и листогибочные, трансформаторы сварочные и т.д.
Кроме того, при ремонте кузовов и кабин используются новые композиционные материалы на основе эпоксидных смол, с помощью которых выравниваются поверхности (вмятины) и производится склеивание деталей. Для выравнивания поверхности кузовов и кабин напылением используется термопластик ТПФ-37. Трещины в панелях кабины могут устраняться пайкой припоем ПМЦ-54, бронзовой или латунной проволокой с использованием специального аппарата НИИАТ Р-447.
Характерными работами при TP автомобилей являются правка и сварка поврежденных деталей, шпатлевка, грунтовка, покраска и сушка.
В период эксплуатации автомобилей при техническом обслуживании согласно технологическим картам проводятся:
крепежные и смазочные работы;
антикоррозионное покрытие кузова;
осмотр лакокрасочных и декоративных покрытий;
полировка кузова легковых автомобилей.
При ТО используют различные виды ключей для откручивания и закручивания гаек. Могут использоваться электрогайковерты и динамометрические ключи.
При допуске к работе рабочие должны пройти соответствующие виды инструктажа. Все инструменты, имеющие электропривод, должны быть заземлены. Разлив масел и топлив не допускается. Не допускается мытье деталей, рук бензином или керосином.
Для поддержания внешнего вида необходим постоянный уход за лакокрасочным покрытием. При разрушении лакокрасочного покрытия вначале производится зачистка наждачной бумагой поврежденной поверхности вручную или с помощью технических средств. Удаление лакокрасочного покрытия может производиться и химическим путем, для чего используются специальные смывки. Затем зачищенное место тщательно промывают водой, 8* продувают сжатым воздухом, обезжиривают растворителем и наносят травильно-защитный слой, который содержит ортофосфор- ную кислоту, цинковые белила, натрий и т.д. Защитный слой, состоящий в основном из цинка, образует защитную пленку толщиной до 3 мкм. После нанесения защитного слоя обязательно следует тщательно промыть поверхность теплой водой, удалив остатки ортофосфорной кислоты. Затем на обработанную поверхность наносятся шпатлевка слоем не более 2 мм, после сушки и обработки пульверизатором — грунтовка слоем 10...50 мкм. Сушка производится при температуре 70...80 °С в течение часа (в покрасочной камере), при температуре 18...24 °С — в течение 24 часов. После сушки производится обработка поверхности водостойкой шкуркой типа КЗ-4 с применением теплой воды и после сушки и подогрева поверхности до температуры 40...50 °С наносится первый выявительный слой краски. Выявительный слой краски позволяет выявить некачественно обработанную поверхность, которая затем снова обрабатывается. Поверхность тщательно промывается и высушивается в покрасочной камере.
Подготовленная поверхность окрашивается слоями, нанесенными перпендикулярно друг другу, краской, подогретой до температуры 40...60 °С. Производится сушка. Время сушки и температурный режим указываются в инструкции, наклеенной на емкость, в которой находится краска. Для синтетических эмалевых красок рекомендуется наносить 2...3 слоя, доведя толщину слоя до 40...60 мкм, для нитрокрасок толщину слоя можно увеличить на 10 мкм.
В большинстве случаев легковой автомобиль приходит в негодность из-за коррозионного разрушения кузова, в то время как другие агрегаты еще работоспособны. Поэтому в процессе эксплуатации оголенные места кузова и днище подвергают специальной обработке. Для обработки используют поливинилхлоридные пластизоли (срок действия от 3 до 7 лет), антикоры на битумной (АнТИКОР-2) и сланцевой (МСА-3) основе (мовиль, резистин и т.д.). Обработка поврежденной поверхности кузова производится, как и при покраске. После тщательной обработки наносится грунтовка типа ГФ-021, а щели заливаются мовилем. Грунтовка высушивается и пульверизатором наносится подслой состава «Автогрунтовка цинконаполненная», одним слоем с целью замедления коррозии металла за счет оцинкования голой поверхности кузова. С помощью кисти или специальной установки наносится первый антикоррозионный слой толщиной 0,2...0,4 мкм. Деталь сушится при температуре 24 °С в течение 54 ч. Затем наносится второй слой такой же толщины, который сушится уже 5 ч. при той же температуре, затем — такой же третий слой, который сушится в течение 48 ч. Режим нанесения и сушки для многих мастик указан в инструкции, наклеенной на емкости, где содержится мастика. Противокоррозионная обработка закрытых полостей кузова производится по схемам, разработанным заводами-изготовителями. Две такие схемы приведены на рис. 2.43.
На практике для обработки кузовов могут использоваться различные варианты составов антикоррозионных мастик и суспензий.
Рис.
2.43.
Схемы обработки скрытых полостей
кузова: а — вид спереди; б — вид сзади
Техническое обслуживание и текущий ремонт агрегатов трансмиссии
На агрегаты трансмиссии (сцепление, коробку передач (КП), гидромеханическую передачу (ГМП), карданную передачу, ведущие мосты) приходится 15—20 % отказов и 20—30 % материальных и трудовых затрат на их устранение. Это связано с тем, что основные рабочие детали трансмиссии большую часть времени находятся под действием высоких удельных знакопеременных нагрузок.
Основными неисправностями сцепления являются отсутствие свободного хода педали сцепления функциональных накладок; ослабление пружин; неполное выключение сцепления из-за большого свободного хода; перекос рычажков или коробление ведомого диска; нагрев, стуки и шумы в связи разрушением подшипника выключения; ослабление заклепок накладок диска; поломка демпферных пружин; износ шлицево- го соединения.
К неисправностям карданной передачи относятся биение вала, увеличенные зазоры в шарнирах, что сопровождается вибрацией, стуками и шумом во время работы, особенно при переключении передач в режиме разгона автомобиля.
Характерными неисправностями механической коробки передач,раздаточной коробки, главной передачи являются самовыключение передачи из-за разрегулировки привода, износ подшипников, зубьев, шлицев, валов, фиксаторов; шумы и стуки при переключении передач из-за неисправностей синхронизатора; повышенные вибрации, нагрев, люфт из-за износа или поломки зубьев шестерен, износа подшипников, разрегулировки зацепления зубчатых пар, малого уровня или отсутствия смазки в редукторах.
К основным неисправностям гидромеханической коробки передач относятся невключение передач при движении автомобиля из-за выхода из строя электромагнитов, заклинивания главного золотника, отказа гидравлических клапанов, разрегулировки системы автоматического управления переключения передач; несоответствие моментов переключения передач вследствие разрегулировки системы автоматического переключения передач или неисправностей силового и центробежного регуляторов; пониженное давление масла в главной магистрали из-за износа деталей масляных насосов или внутренних утечек масла в передаче; повышенная температура масла на сливе из гидротрансформатора вследствие коробления или износа дисков фрикционов.
В переднеприводных легковых автомобилях могут дополнительно возникать следующие неисправности: повреждение чехлов, закрывающих шарниры равных угловых скоростей (ШРУСов), деформация приводных валов, износ самих шарниров.
При общем диагностировании трансмиссии на стенде тяговых качеств определяют механические потери на прокручивание ведущих колес, оценивают плавность включения передач, шумы и стуки при работе элементов трансмиссии, величину их нагрева.
При поэлементном диагностировании определяют техническое состояние каждого из агрегатов.
Техническое состояние сцепления достаточно полно определяется величиной свободного хода педали, полнотой выключения сцепления и его пробуксовкой. Свободный ход педали измеряется с помощью линейки или специальными устройствами типа КИ-8929. При этом на педаль нажимают рукой, перемещая ее от первоначального состояния до возникновения усилия на педали. Для большинства автомобилей ход должен быть в пределах 15...45 мм (меньшие значения имеют автомобили с механическим или гидравлическим приводом сцеплений). При несоответствии свободного хода нормативу его регулируют изменением зазора между концами нажимных рычажков и выжимным подшипником, для чего в тяге привода предусмотрен резьбовой регулировочный узел. Полнота выключения сцепления оценивается по легкости включения передач.
Буксование сцепления определяется при работе автомобиля под нагрузкой на стенде тяговых качеств с помощью электронного стробоскопа, включенного в цепь системы зажигания, или с помощью стробоскопа, подключаемого к форсунке первого цилиндра (для дизельного двигателя).
Во время подачи высокого напряжения на свечу первого цилиндра или впрыске форсункой топлива на стробоскоп подаются импульсы, приводящие к дискретным вспышкам лампы стробоскопического устройства, осуществляемым синхронно вращению коленчатого вала двигателя. При отсутствии буксования сцепления карданный вал, освещаемый вспышками лампы стробоскопа, будет казаться неподвижным, так как он вращается с коленчатым валом как одно целое. Если будет казаться, что карданный вал вращается в свете лампы стробоскопа, то сцепление пробуксовывает. Такую проверку целесообразно проводить совместно с оценкой мощностных свойств автомобиля. Гидро- или пневмопривод сцепления оценивается по герметичности.
Техническое состояние коробки передач определяют по ее тепловому состоянию, шумам, стукам, вибрациям, по суммарному угловому люфту на каждой передаче и осмотром с помощью эндоскопа.
Тепловое состояние КП определяют с помощью специальных термометров после возвращения автомобиля с линии, чтобы агрегаты трансмиссии не остыли. Температура не должна превышать 35...50 °С. Большие ее значения свидетельствуют о наличии износов или недостаточном количестве масла в картере коробки передач. При диагностировании по параметрам шума и вибрации используют стетоскопы. Данный метод сочетается с прослушиванием характерных шумов элементов трансмиссии при имитации движения автомобиля на стендах тяговых качеств при небольшой нагрузке. При этом дополнительно выявляются легкость переключения передач, места повышенного нагрева и т.д.
Суммарные угловые люфты по передачам определяются с помощью динамометра-люфтомера (рис. 2.44). С помощью зажима 1 он крепится к фланцу крестовины карданной передачи, связанному со вторичным валом КП. Угловые люфты определяют в следующей последовательности. С усилием 15—25 Н м, фиксируемым по шкале 8 динамометра, нажимают на рукоятку 9 и по угловой шкале 5 замечают положение пузырька жидкостного уровня 4. Затем нажимают на рукоятку 9 с таким же усилием в противоположную сторону, чтобы выбрались зазоры, и по жидкостному уровню и шкале 5 определяют суммарный угловой зазор. Проверку осуществляют при последовательном включении всех передач. Величина суммарного углового люфта на передачах не должна превышать 6—10°. Большие значения люфта говорят о наличии износов в зубчатых парах.
Рис.
2.44.
Схема динамометра-люфтомера: 1 — винтовой
зажим;
2
— подвижные губки; 3 — фланец крестовины;
4
— жидкостный уровень; 5 — угловая шкала;
6
— рессора;
7
— стрелка динамометра;
8
— шкала динамометра;
9
— рукоятка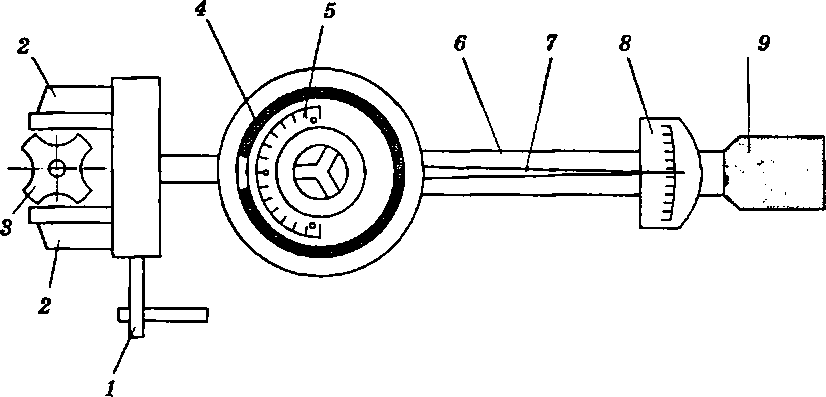
Диагностирование гидромеханических передач проводят на стенде тяговых качеств с заданием необходимых скоростных и нагрузочных режимов — разгона, торможения, установившегося движения на каждой передаче. При этом используют переносные приборы, подключаемые к электромагнитам первой и второй передач, к магистрали подачи масла от главного золотника к клапану блокировки гидротрансформатора. Здесь же определяются моменты переключения передач по скорости при плавном «разгоне» автомобиля на ненагруженных роликах стенда. При этом моменты переключения определяются по колебаниям стрелки спидометра.
Механизмы ГМП регулируют при помощи специального винта, изменяя положение главного золотника для обеспечения требуемых режимов автоматического переключения передач (например, для ГМП автобуса ЛиАЗ при разгоне с полностью открытой дроссельной заслонкой переключение с понижающей передачи на прямую должно происходить при скорости 25...30 км/ч, блокировка гидротрансформатора — при скорости 35...42 км/ч). Регулируют также ход конца продольной тяги управления силовым регулятором и зазор в механизме управления золотниками периферийных клапанов с целью снижения в процессе эксплуатации износа дисков двойного фрикциона.
Карданная передача диагностируется по радиальному биению. При этом вывешивается одно ведущее колесо и с помощью прибора определяется радиальное биение (рис. 2.45). Оно равно разности максимального и минимального значений показаний индикатора перемещений при повороте карданного вала на 360° (для этого вручную прокручивают вывешенное колесо). Допустимое значение биения для грузовых автомобилей составляет 0,9...1,1 мм, для легковых — 0,4—0,6 мм. Износы в шарнирах и шлицевых соединениях оцениваются визуально по их относительному перемещению при поворачивании карданного вала в обе стороны вручную. Не должно быть ощутимого люфта и стука. Суммарный угловой люфт также может быть замерен с помощью динамометра-люфтомера. При этом один конец карданной передачи должен быть защемлен (для автомобилей типа ГАЗ, ЗИЛ используется стояночный тормоз). Величина суммарного люфта не должна превышать 2—4°.
1 2
3 4
Рис.
2.45.
Схема прибора для проверки биения
карданного вала: 1 — карданный вал;
2
— наконечник индикатора; 3 — штатив с
упорами;
4
— индикатор линейных перемещений
Ведущие мосты диагностируются по тем же параметрам и теми же средствами, что и механические коробки передач. Суммарный угловой люфт для одинарных главных передач должен быть не более 35...400, для двойных — 45...600 (при проверке в коробке передач должна быть включена нейтральная передача).
Эти работы могут проводиться параллельно с п р о ф и - лактическими операциями. Так, при ТО-1 должны проверяться свободный ход педали сцепления и герметичность гидро- или пневмопривода. По коробке передач проверяется действие механизма переключения передач при неподвижном автомобиле. По ГМП проверяется правильность регулировки механизма управления периферийными золотниками. По карданной передаче проверяется люфт шарнирных и шлицевых соединений, состояние промежуточной опоры. Кроме того, при ТО-1 осуществляется проверка креплений элементов трансмиссии и герметичности соединений КП и ведущего моста. При ТО-2 дополнительно по ГМП проверяются правильность регулировки режимов переключения передач, давление масла в системе и исправность датчика температуры масла, по ведущему мосту — крепление гайки фланца ведущей шестерни главной передачи при снятом карданном вале. При ТО приводов передних колес ограничиваются их осмотром и прослушиванием шумов и стуков в ШРУСах при прокручивании колес. При обнаружении неисправности негодные элементы (резиновые чехлы, ШРУСы) заменяют. При замене ШРУСа в него закладывают смазку ШРУС-4 (УЛи 4/12-д2), которая не пополняется до следующей его замены.
Работы по текущему ремонту (восстановлению) агрегатов трансмиссии выполняют в агрегатном участке после их демонтажа с автомобиля. Сцепление снимают после демонтажа коробки передач, как правило, вместе с кожухом, предварительно отсоединив его привод. После снятия очищают нажимной и ведомый диски.
Ведомый диск дефектуют на износ фрикционных пластин и биение. Изношенные накладки заменяют новыми. При торцовом биении ведомого диска, превышающем 1 мм, осуществляют его правку. При всех других неисправностях ведомый диск заменяют. Нажимной диск выбраковывают при его значительном износе или других дефектах. Установку сцепления проводят в порядке, обратном разборке. Чтобы сцентрировать ведомый диск относительно маховика, используют специальную шлицевую оправку или вспомогательный первичный вал коробки передач, вставляя его в шлицевое отверстие ведомого диска, и подшипник фланца коленчатого вала, после чего окончательно подтягивают кожух сцепления к маховику. Причем подтягивать необходимо постепенно и последовательно в 2—3 приема. Если сцепление имеет гидропривод, то его прокачивают для удаления воздуха, а затем регулируют свободный ход педали.
При ремонте коробки передач из нее сливают масло. Затем КП снимают с автомобиля, подвергают наружной очистке и мойке и доставляют в агрегатный участок. Первоначально снимают крышку коробки передач с механизмом переключения передач. Чтобы выпрессовать первичный вал, используют специальное приспособление (рис. 2.46).
Подшипник вторичного вала вместе с валом выпрессовывает- ся молотком с помощью оправки. Промежуточный вал выпрес- совывают с помощью съемника. Для разборки промежуточного вала также используются специальные приспособления. После
Рис.
2.46. Приспособление для
выпрессовки подшипника первичного
вала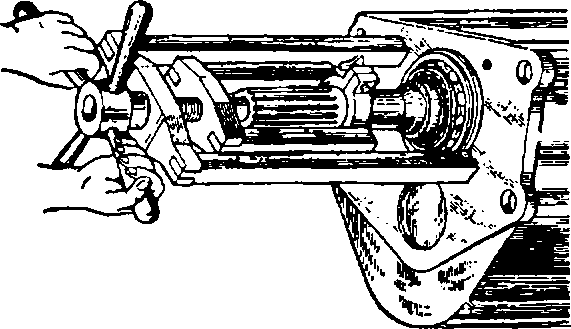
окончательной разборки все детали промывают в керосине или моющем растворе (при наличии установки для мойки деталей) и дефектуют. Изношенные элементы заменяют.
Сборка КП осуществляется в порядке, обратном разборке. Все прокладки рекомендуется устанавливать на резиновой смоле № 80. После установки на автомобиль в КП заливают трансмиссионное масло согласно карте смазки.
Карданную передачу ремонтируют также в агрегатном отделении, предварительно подвергнув ее наружной очистке и мойке. Разборку шарниров целесообразно проводить в два приема с помощью специального приспособления (рис. 2.47).
Рис.
2.47. Приспособление для
разборки карданного шарнира: а —
выпрессовка подшипников из скользящей
вилки; б — выпрессовка подшипников из
вилки карданного вала
Сначала на опоры устанавливается одна из вилок и из нее вы- прессовываются игольчатые подшипники. Затем карданный вал поворачивают на 90° и выпрессовывают подшипники из второй вилки. Этот же съемник может использоваться и для установки подшипников, в которые предварительно закладывается 4...5 г смазки № 158 (УЛи-Пг 4/12-1) или Фиол-2М (ИЛи 4/12-д2). Если шарниры имеют пресс-масленки, то их смазывают солидо- лонагнетателем после сборки. При разборке шлицевого соединения карданной передачи делают метки, чтобы при сборке не нарушилась ее балансировка.
Разборку заднего моста грузового автомобиля также целесообразно осуществлять после его снятия с автомобиля в сборе. У легковых автомобилей, как правило, снимают только редуктор. После наружной очистки и мойки отворачивают болты крепления и снимают главную передачу. Снятие подшипников валов ведущей шестерни и подшипников чашки дифференциала осуществляют с помощью съемника (рис. 2.48). После разборки все детали подвергают мойке и дефектовке. Изношенные элементы заменяют.
Рис.
2.48. Снятие подшипника
чашки дифференциала: 1
— винт;
2 — траверса;
3 — стяжка;
4 — щека стяжки; 5 —
захват;
6
— наконечник
Перед сборкой все подшипники смазывают литолом-24 (МЛи 4/12-3) и напрессовывают с помощью оправок. Для нормальной установки зацепления зубьев шестерен по пятну контакта на них тонким слоем наносят масляную краску. Затем проворачивают вал ведущей конической шестерни в одну и другую сторону, подтормаживая рукой ведомую шестерню.
По положению пятна контакта оценивают характер зацепления (табл. 2.6).
Таблица
2.6
Рекомендации
по регулировке зацепления зубчатых
колес
Положение
пятна контакта на колесе
Способы
достижения правильного зацепления
зубчатых колес
Направление
перемещения зубчатых колес
Передний
Задний ход ход
Правильный
контакт
—
Придвинуть
зубчатое колесо к шестерне. Если при
этом получится слишком малый
боковой зазор между зубьями, отодвинуть
шестерню
щ
к
>
Отодвинуть
зубчатое колесо от шестерни. Если
при этом получится слишком большой
боковой зазор между зубьями,
придвинуть шестерню
—1—
\
Зь
Придвинуть
шестерню к колесу. Если боковой зазор
будет слишком мал, отодвинуть зубчатое
колесо
Отодвинуть
шестерню от колеса. Если боковой
зазор будет слишком велик,придвинуть
зубчатое колесо
i
Регулировку пятна контакта проводят путем осевого перемещения ведомой и ведущей шестерен, для чего в конструкции главной передачи предусматривается установка регулировочных прокладок. Степень затяжки подшипников ведущего вала шестерни проверяется с помощью динамометра (рис. 2.49).
Рис.
2.49. Проверка затяжки
подшипников вала ведущей шестерни: 1 —
крышка;
2 — картер подшипников;
3 — ведущая коническая шестерня;
4
— тиски; 5 — динамометр;
6 — фланец;
7 — гайка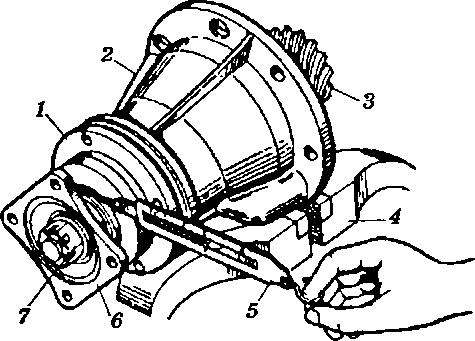
Момент проворачивания вала ведущей шестерни должен быть не более 1,0...3,5 Н м при затяжке гайки 7 крепления фланца 6 моментом 200...250 Н м. Регулировку также осуществляют с помощью регулировочных прокладок, предусмотренных конструкцией главной передачи. После окончательной сборки главную передачу устанавливают на автомобиль и в картер заднего моста заливают трансмиссионное масло согласно карте смазки.
Техническое обслуживание и текущий ремонт ходовой части
![]()
В процессе эксплуатации автомобиля происходят отказы элементов ходовой части, доля которых составляет около 15 % от общего их количества. Продольные и поперечные балки рамы подвергаются изгибу, в них появляются трещины, изломы, ослабевают заклепочные и болтовые соединения. В переднем мосту прогибается, а иногда скручивается балка, изнашиваются подшипники и их посадочные места в ступицах колес, изнашиваются шкворни и их втулки, разрабатываются отверстия в диске под шпильки крепления колес, изменяется упругость, ломаются рессоры и пружины подвески автомобилей, деформируется обод, повреждаются шины, изнашиваются и разрушаются покрышки и камеры и т.д. В результате указанных неисправностей изменяются углы установки передних колес и соответственно затрудняется управление автомобилем, повышается износ шин, увеличивается расход топлива вследствие повышения сопротивления качению колес, увеличивается вероятность дорожно-транспортного происшествия.
Особого внимания заслуживают шины, на которые приходится до 14 % эксплуатационных затрат. Разрушение покрышек и камер может происходить в результате дефектов, допущенных в производстве, или по причинам эксплуатационного характера. Разрушение покрышек в эксплуатации происходит вследствие отклонения от норм давления воздуха в шинах. Пониженное давление вызывает повышенную деформацию шины и перенапряжение материала покрышки, увеличение внутреннего трения и теплообразования в шине, в результате чего нити каркаса отслаиваются от резины, перетираются и рвутся. Чрезмерное давление воздуха в шине уменьшает ее деформацию и площадь контакта с дорогой, что повышает напряжение нитей каркаса и удельное давление шины на дорогу. В результате происходит преждевременный разрыв нитей и увеличивается износ протектора по центральной части беговой дорожки. Преждевременные износ и разрушение шин могут происходить также при повышении максимально допустимых нагрузок, действие которых на шину аналогично действию пониженного давления. При езде по плохим дорогам с неисправными рессорами и при перегрузке автомобиля шина касается кузова, в результате чего получает механические повреждения. При недостаточном давлении воздуха в сдвоенных шинах уменьшается зазор между ними, что при увеличении нагрузки и деформации шин приводит к взаимному их касанию и истиранию боковой поверхности. Причинами повреждения шин являются также неправильные углы установки передних колес, повышенные зазоры в рулевом управлении и т.п. Камеры и покрышки разрушаются также вследствие проколов и других механических повреждений.
Для поддержания работоспособного состояния ходовой части автомобиля проводят визуальную ходовую диагностику и выполняют работы ТО и ТР. Они включают проверку состояния шин и создание в них нормального внутреннего давления воздуха; периодический контроль и регулировку углов установки передних колес; проверку зазоров в подшипниках ступиц колес и шкворневых соединениях; проверку состояния рамы и подвески; проверку крепления и смазку деталей ходовой части. При контроле технического состояния шин их осматривают, проверяют давление воздуха, подкачивают, удаляют острые предметы, проверяют зазор между сдвоенными шинами (не менее 40 мм), состояние вентиля и обода колеса (наличие вмятин, заусенцев и коррозии).
Для измерения давления воздуха в шинах применяют манометры поршневого или пружинного типа. Точность показаний этих манометров — в пределах цены деления шкалы (0,01 или 0,02 МПа). Сжатый воздух для накачивания шин получают из стационарных или передвижных компрессорных установок. Раздача сжатого воздуха при накачивании шин производится возду- хораздаточными колонками с помощью шланга с наконечником, присоединяемого к вентилю шины. Подача воздуха по достижении в шине требуемого давления прекращается автоматически.
Диагностирование углов установки управляемых колес автомобиля заключается в замерах углов схождения и развала колес, поперечного и продольного наклона шкворня или оси поворотной стойки (рис. 2.50) или в определении боковой силы, создаваемой вращающимся колесом при движении по дороге.
а
— схождение;
б — развал;
в, г — соответственно
углы поперечного и продольного наклонов
шкворня
9
Зак. 3451
Угол развала колес считается положительным, если колеса наклонены верхней частью наружу; продольный наклон шкворня (стойки) считается положительным, если нижний конец их наклонен вперед; схождение колес считается положительным, если расстояние между колесами впереди меньше, чем сзади. Поддержание оптимальных углов установки управляемых колес обеспечивает нормальную работу переднего моста, стабилизацию управляемых колес, устойчивость и управляемость автомобиля, уменьшение износа шин и деталей передней подвески, а также снижение расхода топлива.
Диагностированию углов установки управляемых колес должна предшествовать проверка радиального и осевого зазора в шкворневых соединениях, люфта подшипников ступиц колес, давления воздуха в шинах, а также проверка общего состояния передней подвески и крепления дисков колес. Радиальный А и осевой Б зазоры в шкворневом соединении определяют с помощью прибора Т1 и плоского щупа (рис. 2.51) по перемещению поворотной цапфы при подъеме и опускании передней оси. Прибор состоит из штатива и индикатора часового типа. Штатив прибора закрепляют на балке передней оси автомобиля вблизи предварительно вывешенного колеса, а мерный штифт индикатора упирают в нижнюю часть опорного диска тормоза. Стрелку индикатора устанавливают на нуль шкалы. При опускании колесо отклонится в сторону и вверх, в результате в шкворневом соединении может быть обнаружен радиальный А и осевой Б зазоры, которые не должны быть более 0,75 и 1,5 мм. Поскольку плечо замера радиального зазора примерно в два раза больше длины шкворня, то радиальный зазор будет в два раза меньше показаний индикатора.
Увеличенный зазор в ступице может быть выявлен покачиванием колес в поперечном и продольном направлениях после устранения зазора в шкворневом соединении. У правильно отрегулированных подшипников не должно быть люфта колеса при его покачивании. Колесо должно свободно вращаться, и ступица не должна нагреваться при движении автомобиля. В узлах, конструктивно не подлежащих регулировке, подшипники при износе заменяют.
Осевой люфт можно замерить индикатором. При осевом перемещении ступицы, превышающем 0,15 мм, и при увеличенном люфте в подшипниках производится их регулировка. При
на пол (б) колесе:
1
— индикатор;
2 — домкрат; А — радиальный
зазор; Б — осевой зазор
регулировке зазора в подшипниках ступицы колесо вывешивают, гайку цапфы расшплинтовывают, а затем затягивают ключом до момента начала торможения колеса при его вращении рукой. После этого отворачивают гайку на небольшой угол до момента начала свободного вращения колеса и совпадения прорези гайки с отверстием для шплинта или со штифтом замочного кольца. Правильно отрегулированное колесо должно легко вращаться от толчка рукой и не иметь люфта.
Проверку всех углов установки передних колес производят только на автомобилях, имеющих независимую подвеску колес. У грузовых автомобилей проверяют величину схождения передних колес, зазоры в шкворневых соединениях и подшипниках ступиц колес. Угол схождения колес составляет от —20' до +1°. На практике (по рекомендации завода-изготовителя) используют линейную величину схождения колес, определяемую как разность расстояний А и Б (см. рис. 2.50), замеренных в горизонтальной плоскости, проходящей через центры обоих колес при 9* упоре наконечников измерительной линейки в боковины шин или ободов колес, при положении колес, соответствующем прямолинейному движению автомобиля. Линейная величина схождения составляет от 1 до 4 мм для легковых и от 1 до 11 мм для грузовых автомобилей. Угол развала колес равен —70...+45' для легковых и +45...+130' — для грузовых автомобилей. Угол поперечного наклона шкворня составляет 5,5—14° у легковых и от 6—8° — у грузовых автомобилей, а угол у продольного наклона шкворня — 0—9° у легковых и 1,5—3,5° — у грузовых автомобилей. У некоторых марок легковых автомобилей могут определяться и регулироваться развал и схождение задних колес. Следует обратить внимание на то, что нормативные параметры, указываемые заводами-изготовителями, могут учитывать загрузку автомобиля.
Угол схождения колес регулируют изменением длины поперечной тяги. На автомобилях с разрезной передней осью (с независимой передней подвеской) схождение колес регулируют правой и левой рулевыми тягами (рис. 2.52). При этом длина тяг должна быть одинаковой.
Рис.
2.52. Регулировка схождения
передних колес: 1 — контргайка;
2 — муфта рулевой тяги;
3 — наружный наконечник рулевой тяги;
4 — регулировочная
тяга; 5 — внутренний наконечник
рулевой тяги
Для измерения углов установки управляемых колес применяют стационарные стенды статического и динамического типов. Первые измеряют углы установки колес, находящихся в состоянии покоя, а вторые — на вращающихся колесах. По типу измерительных устройств статические стенды подразделяются на механические, гидравлические, электрооптические, комбинированные и электронно-компьютерные.
Электрооптические и комбинированные стенды по расположению светоизлучателя бывают двух типов. В первом случае свето- излучатель может устанавливаться стационарно на площадке канавы или на подъемнике, во втором случае — на колесе. Схема наиболее простого комбинированного стенда показана на рис. 2.53. На стенде угол поперечного наклона оси поворота колеса определяется гидравлическим способом по уровню 14 (рис. 2.53, б). Остальные углы — электрооптическим способом по лучу, отраженному на экран от зеркала 11 (рис. 2.53, а), установленного на колесе.
Стенд состоит из двух экранов, закрепленных на штативе 1, фонарей-светоизлучателей 4, которые расположены на выходной линзе 6 и на которых нанесено перекрестие 7. На экранах 12 нанесены шкалы: для определения величины схождения колес 9, величины углов развала 5 и величины углов продольного наклона оси поворотной стойки 8. Вертикальное и радиальное перемещение экрана производится с помощью муфты 2, горизонтальное — при передвижении рычага 3, на котором крепится фонарь 4. Внутри фонаря расположены лампочка-свето- излучатель и оптические линзы.
Для определения углов установки управляемых колес автомобиль устанавливается передними колесами на поворотные круги 17 стенда. Проверяется и доводится до нормы давление в шинах. Определяются и устраняются люфты и изношенные детали, влияющие на углы установки колес. Передняя часть автомобиля вывешивается с помощью подъемника или домкрата. Включается в сеть лампа фонаря 4 и «крест» 7, нанесенный на стекло линзы светоизлучателя, проецируется на центральное зеркало 11 и, отражаясь от него, проецируется на экран 12 в форме двух пересеченных перпендикулярно друг другу линий в форме креста 10. Для установки центрального зеркала 15 параллельно

колесу последнее прокручивают. Если центральная точка «креста» на экране будет двигаться по кругу, то регулировка установки зеркала производится регулировочными винтами. Если центральная часть «креста» при вращении колеса будет находиться в одной точке, то зеркало отрегулировано параллельно колесу. Невозможность регулировки центрального зеркала 15 параллельно колесу свидетельствует о погнутости диска.
Переднюю часть автомобиля опускают, колеса ставят на поворотные круги и встряхивают, нажимая на капот. Для определения величины развала правого колеса оператор проворачивает рулевое колесо до тех пор, пока вертикальная прямая «креста» не будет установлена на шкале схождения 9 на отметку «О» на правом экране стенда (см. рис. 2.53, а). В этом случае правое колесо займет строго прямолинейное движение, так как экран установлен параллельно колесу. Тогда горизонтальная прямая «креста» укажет величину развала по шкале 5. Одновременно на левом экране стенда вертикальная прямая «креста» укажет величину схождения. При повороте правого колеса на 20° наружу «крест» отразится уже от боковых зеркал 13, 16. При этом на экране вертикальная часть «креста» должна совпасть на шкале схождения 9 с нулевым значением, а горизонтальная прямая «креста» укажет на величину угла продольного наклона оси поворотной стойки по шкале 8. Аналогично определяется угол продольного наклона оси или шкворня на левом колесе. Поперечный наклон оси или шкворня определяется с помощью уровня 14, установленного на верхней части зеркал. Для этого оператор прокручивает рулевое колесо до тех пор, пока правое колесо не повернется вовнутрь на 20°. Тогда «крест» отразится от другого бокового зеркала и своей вертикальной чертой установится на нулевое значение горизонтальной шкалы экрана. Уровень устанавливается на ноль. При повороте колеса на 20°, т.е. до прямолинейного движения, считывается поперечный наклон оси поворотной стойки или шкворня. На стенде также проверяются соотношение углов поворота колес и центровка рулевого колеса. Стенд прост в устройстве и отладке, удобен при проведении работ и имеет приемлемую точность измерений. Недостатком данного стенда является невозможность определения смещения колес и смещения передней и задней оси.
Электрооптический стенд СКО-1М (рис. 2.54) использует оптическую схему проекторов для определения всех углов наклона оси поворотной стойки, центровки рулевого колеса, смещения колес на переднем и заднем мостах, контролирует рассогласование поворота колес и параллельность передней и задней оси и т.д. В оптической схеме измерителя углов наклона световой пучок формируется объективами и, отражаясь от свободно качающегося зеркала маятника, попадает на закрепленную в корпусе измерителя стеклянную шкалу. Поэтому свободно качающееся зеркало-маятник одновременно заменяет уровень в комбинированном стенде.
Рис.
2.54. Стенд СКО-1М для
проверки углов установки колес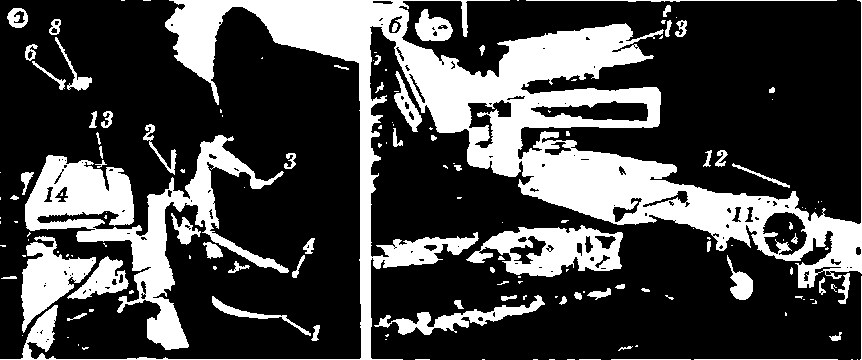
После установки передних колес на поворотные круги 1 проверяют техническое состояние передней подвески. При удовлетворительном состоянии производится контроль и, при необходимости, подкачка шин до нормы. На колеса устанавливаются опорные балки 2 (рис. 2.54, а) с помощью опорных подпятников с регулировочными винтами 3 и зацепов 4, которые захватывают протектор шины. На ось опорной балки устанавливаются измерительные приборы 5, которые подключаются к источнику питания. На задние колеса устанавливаются индикаторы со шкалой 6. Оба измерительных прибора устанавливаются по уровню 7, после чего шкалы индикаторов задних колес устанавливают по высоте так, чтобы световой указатель 8, проецируемый в форме светового круга с затемненным сектором в форме треугольника, попал на отметку «О» деления шкалы. Далее необходимо совместить ось опорной балки с осью вращения колеса. Для этого переднюю часть автомобиля вывешивают и, придерживая измерительный прибор 5 рукой, вращают колесо. Если световой указатель 8 перемещается по шкале 6 индикатора заднего колеса, то необходимо с помощью регулировочных винтов 3 опорных подпятников производить регулировку до тех пор, пока световой указатель не перестанет перемещаться по шкале 6 при вращении переднего колеса. Передняя часть автомобиля опускается колесами на поворотные круги и несколько раз встряхивается нажатием на капот для установки сопряжений подвески в исходное положение.
При определении величины схождения колес оба измерительных прибора выставляются по уровню 7 и фиксируются относительно оси опорной балки зажимным винтом 9. Поворотом рукоятки 10 (рис. 2.54, б) блока зеркал изображения световых указателей 8 приборов направляются на соответствующие шкалы 11. Вершина треугольника светового указателя должна находиться на горизонтальной линии одной из шкал, которая соответствует величине обода колеса проверяемого автомобиля. Четкое изображение светового указателя регулируется вращением рукоятки 12. Вращением рулевого колеса световой указатель устанавливают на нулевую отметку на одной из шкал. Величину схождения передних колес считывают по другой шкале. При установке передних колес, когда на обеих шкалах будет одинаковая величина схождения, определяется центровка рулевого колеса. При установке одинаковых показателей на шкалах индикаторов задних колес считывают величины схождения передних колес. Если величины схождения одинаковы, то передняя ось перпендикулярна оси симметрии автомобиля. Установив приборы наоборот, т.е. измерительные приборы на задних колесах, а индикаторы со шкалами — на передних, аналогично можно проверить положение заднего моста относительно оси симметрии автомобиля.
При измерении развала колес, продольного и поперечного наклона оси поворотной стойки или шкворня пользуются измерителем угла наклона 13. Производится контроль установки прибора по уровню 7. Измеритель устанавливают перпендикулярно проектору прибора, как указано на рис. 2.54, а, до его фиксации. Рычажок 14 устанавливается в фиксированное положение «развал колес». Передние колеса поворачивают до тех пор, пока не будет достигнута одинаковая величина схождения. Далее фиксируются показания развала правого и левого колеса. Для дальнейшего определения продольного и поперечного наклона оси поворотной стойки или шкворня шкалу поворотных дисков устанавливают в нулевое положение. Рычажок измерителя углов наклона 14 передвигают в положение, когда треугольник в пятне проецируемого круга в измерителе не находится на нулевой отметке шкалы наклонной стойки. Левое колесо поворачивают наружу на 20° и прочитывают угол продольного наклона оси поворотной стойки. Те же операции проводят и на правом колесе. Для измерения угла поперечного наклона оси поворотной стойки или шкворня измерительный прибор 13 поворачивают на 90° в сторону заднего колеса, пока ось не зафиксируется параллельно колесу. Левое колесо поворачивают на 20° внутрь. Затем ослабляют винт 9 крепления измерительного прибора к опорной балке и прибор поворачивают вокруг оси опорной балки до тех пор, пока световой указатель в измерителе не займет положение на нулевой отметке шкалы. Винт 9 крепления прибора затягивают и колесо поворачивают наружу на 20°. Показания угла поперечного наклона оси поворотной стойки считывают по левой шкале измерительного прибора.
Современные электронно-компьютерные стенды обладают более высокой точностью. При измерении с их помощью углов на колеса устанавливаются зажимы, на которые крепятся электронные датчики. В этом случае трудоемкая установка датчиков параллельно колесу не требуется. С помощью специальной компьютерной программы выбирается нужная модель автомобиля, затем фиксируются первоначальные параметры углов установки колес задней и передней оси, смещения геометрических осей, разница углов на повороте, максимальный угол поворота и т.д. Эти данные высвечиваются на мониторе компьютера. Во время и после проведения регулировочных работ на мониторе автоматически высвечиваются текущие значения параметров. На рис. 2.55 показаны нормативные (вверху) и текущие значения угла развала, продольного наклона оси и угла схождения правого колеса, а также графическая иллюстрация углов установки колеса.
РАЗВАЛ
![]()
РАЗВАЛ
СХОЖДЕНИЕ КОЛЕС
![]()
![]()
ПРОДОЛЬНЫЙ НАКЛОН
![]()
-0°03• + 3°28
Рис. 2.55. Значения углов установки управляемых колес на экране монитора электронно-компьютерного стенда
Необходимость снижения трудоемкости работ при диагностировании передних мостов автомобилей и приближения условий контроля к реальным условиям движения привела к созданию и применению динамических стендов барабанного и площадочного типов. При этом состояние переднего моста оценивается по величине боковой силы в контакте колеса с опорной поверхностью (рис. 2.56).
Рис.
2.56. Контроль углов
установки колес в динамическом режиме:
а — проездной площадочный стенд; б —
схема проездного площадочного
стенда;
в — схема стенда с беговыми
барабанами; 1 — площадка поперечного
перемещения;
2 — рейка поперечного
перемещения;
3 — ведущий барабан;
4 — ведомый барабан
осевого перемещения
Барабанный стенд состоит из двух беговых барабанов, подвешенных на серьгах к двум рамам под каждое колесо оси; двух электродвигателей, размещенных внутри барабанов и обеспечивающих их вращение; устройства для фиксации автомобиля на стенде (для однобарабанных стендов); измерительного устройства и пульта управления.
При вращении беговых барабанов электродвигателями в местах контакта колес с барабанами возникают боковые силы. Под их воздействием барабаны перемещаются в осевом направлении. Величина перемещения барабана, пропорциональная боковой силе, фиксируется индуктивным датчиком и в виде электрического сигнала передается на измерительный прибор пульта управления. Если значения измеренных сил не соответствуют норме, регулируют схождение, изменяя длину поперечной рулевой тяги. При невозможности отрегулировать схождение производят ремонт. Стенд может иметь не два, а четыре барабана (по два на каждое колесо). Такие стенды исключают необходимость крепления автомобиля на барабанах и позволяют учитывать перекосы мостов. В четырехбарабанных стендах величину боковой силы измеряют либо по осевому перемещению одного из барабанов, либо по перемещению измерительного ролика, расположенного между барабанами.
Площадочный стенд предназначен для оценки установки управляемых колес автомобиля по величине перемещения платформ под воздействием боковой силы, возникающей при переезде через них управляемых колес автомобиля. Стенд состоит из подвижной платформы и измерительного устройства, которое в свою очередь состоит из датчиков бокового перемещения и измерительных приборов.
Восстановление угла развала заключается в замене шкворневых втулок и правке передней оси в холодном состоянии. Правка допустима, когда ее прогиб на 1 м длины не превышает 70...80 мм. У автомобилей с независимой подвеской колес угол развала регулируют при помощи прокладок в креплении оси рычагов подвески или регулировочным эксцентричным болтом (рис. 2.57).
При движении автомобилей на высоких скоростях появляется биение колес. Причиной этого является дисбаланс (неуравновешенность) колес, возникающий в результате неравномерного
![]()
Рис.
2.57. Регулировка развала
передних колес: 1 — гайка стабилизатора;
2 — болт крепления шарнира;
3 — фланец чехла; 4
— регулировочный болт; 5 — шарнир
стабилизатора;
6 — задняя чашка;
7
— гайка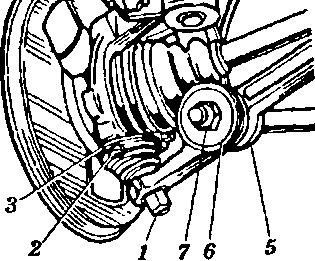
износа протектора шины, наложения заплат при ремонте покрышки или камеры, помятости или деформации диска или обода колеса и других причин. Это приводит к образованию неравномерного распределения материала по ширине колеса (рис. 2.58) или к несовпадению центра тяжести колеса с его геометрической осью.
Нарушение балансировки при движении на высоких скоростях приводит к появлению центробежных сил, возрастающих пропорционально квадрату скорости. Эти силы создают дополнительные динамические нагрузки на подшипники колес, вызывают биение колес, повышенный износ деталей переднего моста и рулевого управления, нарушают углы установки управляемых колес и увеличивают износ протектора шин. Для устранения неуравновешенности колес производят их статическую и динамическую балансировку.
Статический дисбаланс определяется моментом силы тяжести неуравновешенных масс колеса относительно оси вращения. Причиной возникновения дисбаланса является неравномерное распределение материала по окружности в элементах колеса (шины, обода, ступицы и др.). Статическая балансировка снятых с автомобиля колес производится на балансировочных станках. Колесо крепят к ступице, ось вращения которой расположена горизонтально, и вращают легким толчком руки сначала в одну, а затем в другую сторону до полной остановки и отмечают мелом низшие точки для обоих случаев (точки 1' и 1" на рис. 2.58). Несовпадение отмечаемых мелом точек происходит вследствие наличия момента сил трения в подшипниках вала станка. Определив наиболее «тяжелое» место колеса (точка 1), которое находится между этими точками, на противоположной («легкой») части обода укрепляют балансировочный груз 2, уравновешивающий несбалансированную массу колеса 1.
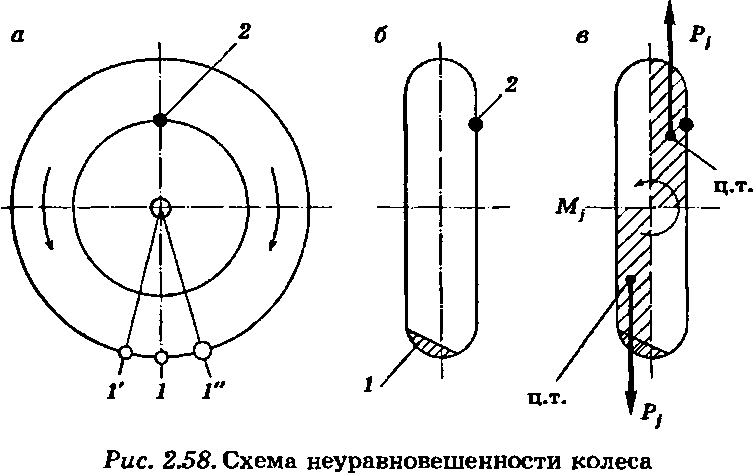
Однако статическая балансировка не во всех случаях устраняет несбалансированность колеса. Иногда после статической балансировки возникает динамический дисбаланс, который не может быть выявлен в статическом состоянии и проявляет себя только при вращении колеса. Если при статической балансировке неуравновешенной массы 1, находящейся по одну сторону вертикальной плоскости симметрии колеса, балансировочный груз 2 поместили по другую сторону (см. рис. 2.58, б), то в этом случае при вращении колеса возникает момент от центробежных сил Pjt стремящийся повернуть колесо относительно плоскости вращения (рис. 2.58, в). При повороте колеса на 180° вокруг своей оси момент центробежных сил будет действовать уже в противоположном направлении, в результате чего возникает боковое биениеколеса, вызывающее интенсивный износ протектора и проскальзывание шины в плоскости ее контакта с дорогой.
Для контроля дисбаланса исполь- зуют балансировочные станки (рис. 2.59), обладающие большой точностью и оснащаемые электронным оборудованием. При динамической балансировке неуравновешенная масса колеса вызывает механические колебания вала, на котором установлено колесо. Колебания передаются на датчик, преобразующий их в электрические импульсы. Последние поступают в электронно- измерительный блок, где преобразуются в определенное напряжение, подаваемое на измерительный прибор, который показывает величину неуравновешенных масс колеса и место положения. В этом случае при установке груза устраняется боковое биение колеса. Недостатком рассмотренных станков является необходимость снятия колес с автомобиля для проведения их балансировки и то, что не учитывается возможная несбалансированность тормозного барабана и ступицы. Более совершенны в этом отношении станки, которые позволяют производить балансировку колес в сборе с тормозным барабаном без снятия их с автомобиля.
Рис.
2.59. Балансировочный
станок
Рис.
2.60. Устройство стенда
для демонтажа и монтажа шин грузовых
автомобилей: 1 — привод силового
цилиндра;
2 — рама; 3 — патрон для
крепления колеса; 4
— гидравлический силовой цилиндр; 5 —
упоры для снятия бортового кольца; б
— лапа для отжатия борта от обода;
7 — гидравлический
подъемник шины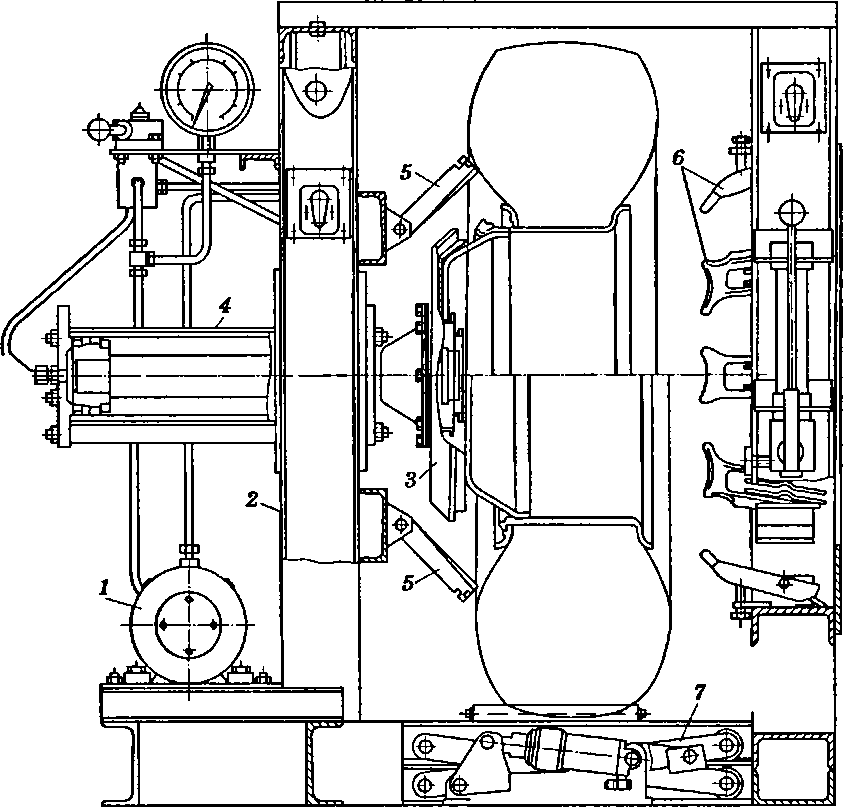
Колесо с шиной, из камеры которой выпущен воздух, устанавливают на стенде в вертикальном положении, центрируя с помощью гидравлического подъемника, и закрепляют пневматическим патроном. С помощью механического устройства снимают замочное кольцо. Бортовое кольцо отжимают гидравлическим приводом, развивающим усилие до 140 кН. После снятия колец шину прижимают к лапам 6 съемника, которые вклиниваются между бортом шины и ободом колеса, отжимают борт от обода колеса и сдвигают шину с обода. При монтаже шины ее предварительно надевают на обод колеса вручную. При демонтаже шин легковых автомобилей на стенде (рис. 2.61) колесо устанавливают на самоцентрирующийся вращающийся стол 1, предварительно разбортировав его с помощью устройства 2.
Рис.
2.61. Стенд для монтажа и
демонтажа шин легковых автомобилей
10 Зак. 3451
Демонтаж (монтаж) шины выполняется с помощью стойки 3, а управление стендом осуществляется с пульта 4.
Работоспособность снятых с автомобиля амортизаторной стойки и амортизатора можно проверить на динамометрическом сфтенде СИ-46 «Миллетто» (рис. 2.62) и других по рабочим диаграммам.
Рис.
2.62. Установка амортизаторной
стойки на динамометрический стенд
типа «Миллетто»: 1
— шатун;
2 — ползун;
3 — амортизаторная
стойка;
4 — барабан для записи
диаграмм; 5 — записывающее устройство;
6 — рычаг силоизмерителя
(тор- сиона); 7 — крепление штока стойки;
8 — крепление резервуара
стойки
Рабочая диаграмма снимается после выполнения не менее пяти рабочих ходов, при температуре рабочей жидкости 20 °С, частоте рабочих ходов 1,67 Гц (100 циклов в минуту) и ходе поршня 100 мм, что соответствует скорости поршня 0,52 м/с.
Кривые диаграмм, показанные на рис. 2.63, должны быть плавными. Наличие участков неровностей на диаграмме свидетельствует о неисправностях амортизатора (недостаток или избыток
жидкости, неисправность клапанов и т.д.). Полученные на стенде значения сил сопротивления сжатию и отбою сравнивают с данными технической характеристики амортизаторов и делают заключение об их состоянии. Проверяют также герметичность и шумность работы амортизаторов.

Рис. 2.63. Примерные формы диаграмм проверки амортизаторных стоек
(амортизаторов) на стендах типа СИ-46 (а) и типа «Миллетто» (б): I — диаграмма исправного амортизаторного элемента; II — диаграмма неисправного амортизаторного элемента; А — сила при отбое; В — сила при сжатии; 1 — избыточное количество жидкости («подпор»); 2 — эмульсированная (вспененная) жидкость; 3 — недостаточное количество жидкости («провал»)
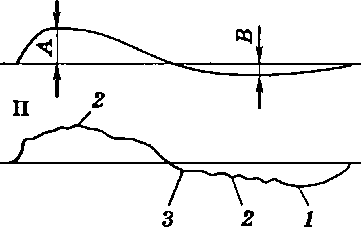
Рис.
2.64. Стенд для проверки
состояния амортизаторов на автомобиле
При неисправности амортизаторов замеренная амплитуда будет превышать допустимые значения (рис. 2.65).
А — исправный; Б
— неисправный
Для стендов первого типа оценочным параметром является количество затухающих колебаний (рис. 2.66). Если эти колебания составляют один цикл, то амортизатор исправен, большее количество циклов — неисправен. Проверяют также состояние резиновых втулок амортизаторов, буферов сжатия, резинометал- лических шарниров, которые заменяют при их износе, наличии разрывов, выпучивании и т.д.
Долговечность шины в эксплуатации определяется износом протектора или наличием местных разрушений. По статистическим данным, около 75 % шин грузовых автомобилей снимают
а б
по количеству
циклов затухающих колебаний: а —
исправный; б — неисправный
с эксплуатации вследствие износа протектора, около 20 % — из-за механических повреждений (пробои, порезы) и около 5 % — в результате разрыва каркаса. Около половины шин разрушается преждевременно вследствие нарушения правил их эксплуатации. На срок службы шин влияют величина внутреннего давления, нагрузка, скорость движения, состояние дороги, климатические условия, качество вождения и др. (рис. 2.67). Пониженное внутреннее давление вызывает перегрев шины и расслоение каркаса, преждевременный износ протектора.
Это происходит вследствие неравномерного распределения удельных давлений в плоскости контакта. В этом случае шина деформируется таким образом, что средняя часть беговой дорожки прогибается внутрь и вся нагрузка передается на крайние зоны протектора. При езде с пониженным давлением интенсивно изнашиваются края беговой дорожки, а ее средняя часть почти не изнашивается. У сдвоенных колес езда с пониженным давлением воздуха может привести к соприкосновению и перетиранию боковин покрышки. При длительном движении с пониженным давлением на внутренней поверхности боковин покрышек появляются темные полосы, затем отделяются и разрываются нити внутреннего слоя корда и в результате происходит кольцевой излом каркаса.
N |
|
|
|
|
|
\ |
|
|
|
|
|
\ |
|
|
|
|
\ |
\ |
|
|
|
|
\ |
|
|
|
|
|
\ |
18 21 24 27 t 1
°С 33

%
160
110
%
100
95 90 85 80
40 60 80 100 % 140
Р,„ -
Q
в
150
%
110
90
70 50 30
50
60 70 80 90 км/ч 110
Рис. 2.67. Зависимость амортизационного пробега шин (в процентах): а — от внутреннего давления Pw; б — от максимально допустимой нагрузки Q; в — от скорости v; г — от средней температуры воздуха t
Повышенное внутреннее давление вызывает большую нагрузку каркаса, в результате чего ускоряется процесс «усталости» корда, который впоследствии приводит к разрыву каркаса, а следовательно, к уменьшению пробега шин. Особенно это сказывается при наезде на препятствие, когда возникает концентрация напряжений на небольших участках шины и происходит разрыв каркаса.
При эксплуатации шин с повышенным давлением уменьшаются деформации шины и вся нагрузка передается на середину беговой дорожки, в результате чего интенсивному износу подвергается средняя часть протектора. Перегрузка шин вызывает такие же повреждения, как и при повышенном давлении, и также уменьшает срок службы шин. Характеры разрушений боковин, а также износа протектора аналогичны тем, которые наблюдаютсяпри эксплуатации шин с пониженным давлением, только проявляются гораздо сильнее вследствие больших удельных давлений. Большие скорости движения приводят к сильному нагреву шин и уменьшению их прочности, что особенно сказывается при наезде на препятствия и часто сопровождается повреждением каркаса. Кроме того, наблюдается повышенный износ протектора, у которого при нагреве резко снижается износостойкость. На ресурс шины влияют тип и состояние дорожного покрытия, продольный и поперечный профили дороги, а также вид дороги в плане, т. е. величина радиусов поворотов и их частота. Наличие неровностей дороги вызывает большие динамические нагрузки на каркас шин, их нагрев и разрушение. При увеличении выпуклости дороги происходят перераспределение веса в поперечном направлении и увеличение нагрузки на шины одной стороны автомобиля. Спуски и подъемы, извилистость пути также увеличивают износ шин вследствие перераспределения веса по осям, воздействия боковых сил при поворотах, а также из-за частых торможений и разгонов. В летнее время наблюдается более интенсивный износ шин в связи с уменьшением прочности шины. Основными причинами, сокращающими срок службы шин и зависящими от качества вождения, являются резкое трогание с места и резкое торможение, превышение допустимой скорости движения, движение с большими скоростями на поворотах и на железнодорожных переездах, неосторожные наезды на препятствия и др.
Техническое состояние автомобиля является причиной преждевременного износа шин (рис. 2.68).
а б д е
Рис.
2.68. Виды неестественного
износа шин: а
— повышенное давление;
б — пониженное давление;
в — неправильное схождение
колес;
г — неправильный развал
колес;
д — нарушение балансировки;
е — угловое биение колес
Так, при отклонении угла развала от нормы происходит перераспределение удельных давлений в плоскости контакта шины с дорогой и возникает односторонний износ протектора. Увеличение угла схождения в положительную сторону вызывает более интенсивный износ наружной кромки протектора пилообразной формы, а при отрицательном угле — внутренней. Неравномерный износ протектора (пятнистый) наблюдается в результате наличия несбалансированности колеса, люфта подшипников ступиц, люфта маятникового рычага, шкворней, плохого крепления колеса к ступице или погнутости диска, эллипсности тормозных барабанов и др.
Учет работы шин на АТП ведется по карточкам учета установленной формы. В карточке отмечают ежемесячный пробег шины в километрах с момента поступления ее в эксплуатацию, дату установки и снятия с автомобиля, номер автомобиля, техническое состояние и причины снятия с автомобиля. При сдаче шины в обезличенный ремонт карточка закрывается, а после необезличенного ремонта записи в карточке продолжаются. Новые покрышки учитываются по серийным и гаражным номерам. Хранятся шины на складе шин, где должны быть соответствующие условия: температура, отсутствие солнечного света, там не должны находиться нефтепродукты и др. По размеру шина монтируется только на предназначенный для нее обод. Камеры должны подбираться в соответствии с размером покрышки во избежание образования складок или излишнего растягивания камер.
Рекламация предъявляется заводу-изготовителю шин в случае обнаружения в них производственных дефектов перед эксплуатацией или при их возникновении в гарантийный период хранения, равный пяти годам, а также в течение гарантийного пробега, устанавливаемого заводом-изготовителем. К числу производственных дефектов, подлежащих рекламации и выявленных в процессе эксплуатации, относятся преждевременный износ или отслоение протектора от брекера, расслоение или разрывы каркаса, трещины по протектору и боковинам. Камеры подлежат рекламации при расслоении стыка, пропуске воздуха у пятки вентиля или при отклонении пятки и наличии твердых включений в резине. Покрышки и камеры, непригодные для восстановления и дальнейшей эксплуатации, списываются.
Своевременный ремонт покрышек и камер оказывает существенное влияние на увеличение общего пробега шин и снижение себестоимости их эксплуатации. Так, стоимость восстановительного ремонта шиы примерно в четыре раза меньше стоимости новой. В зависимости от характера и размеров местных повреждений установлены три вида ремонта шин. Из них ремонт первого и второго вида, характеризуемые проколами каркаса диаметром от 5 до 10 мм, порезами и разрывами, а также частичным износом покровных резин (без оголения корда), может осуществляться на АТП. Восстановительный ремонт, связанный с наложением протектора, производится только на шиноремонтном заводе. Приемка и ремонт включают в себя осмотр покрышки, установление пригодности ее к ремонту и определение вида ремонта. При мойке покрышку очищают от грязевых отложений, моют и затем сушат в течение двух часов при температуре 40...50 °С. Дефектовка имеет целью выявление в покрышке скрытых дефектов в виде пустот в результате расслоения каркаса и посторонних включений. Подготовка к ремонту предусматривает вырезку поврежденных мест: наружным или внутренним конусом для несквозных повреждений или встречным конусом — при сквозном повреждении в зависимости от характера и размера повреждения. Лучшие результаты дает вырезка в рамку, или, иначе, ступенчатое удаление слоев каркаса. Сушка имеет целью удаление влаги из пор материала покрышки, которая при вулканизации может приводить к образованию вздутий, расслоений и пр. Сушка производится обдувом подогретым воздухом, инфракрасными лучами и т.д. Подготовка шиноремонтных материалов заключается в их раскрое, промывке бензином и промазке клеем. Заделка местных повреждений состоит в подготовке пластырей из полос прорезиненного корда, накладывании на место повреждения и прикатке роликом. Вулканизация заключается в нагреве заделанного места с одной или двух сторон с одновременной опрессовкой ремонтируемого участка покрышки при температуре 140... 180 °С, т.е. выше температуры плавления серы (120 °С). Производится вулканизация в секторах и мульдах. Время вулканизации зависит от состава и толщины резиновой плиты и способа прогрева. Контроль качества ремонта покрышки состоит во внешнем и внутреннем ее осмотре. Восстановленные покрышки не должны иметь пористости, губчатости, отслоения протектора и боковин в зоне ремонта, искривлений профиля, деформаций, расслоения каркаса и разрыва бортов и других повреждений. Отделка покрышек предусматривает удаление выпрессо- вок и снятие неровностей вручную ножом и абразивным кругом.
Подлежащие ремонту участки камер зашероховывают на карборундовом круге и очищают от пыли. Небольшие повреждения (размером до 30 мм) ремонтируют наложением заплат из невул- канизированной резины, а большие — заплатами из вулканизированной резины. Заплату из невулканизированной камерной резины один раз промазывают клеем, после чего накладывают на подготовленное место повреждения и прикатывают роликом от середины к краям. Заплату из вулканизированной резины ше- рохуют по краю на ширину 40...45 мм, промазывают клеем, просушивают и со стороны, промазанной клеем, обкладывают плоской сырой камерной резиной шириной 8... 10 мм. Подготовленную таким образом заплату наклеивают на камеры и прикатывают роликом. Камеры вулканизируют при помощи паровых или электронагревательных аппаратов. Для поддержания постоянной температуры вулканизации (143 °С) на поверхности плиты служит биметаллический терморегулятор, контакты которого включены в цепь обмотки промежуточного реле, размыкающего и замыкающего силовую цепь. Ремонтируемую камеру накладывают заплатой на рабочую плиту и при помощи нажимного винта и прижимной плитки плотно прижимают, создавая давление 0,4...0,5 МПа. Продолжительность вулканизации — 15...20 мин. Отремонтированную камеру проверяют на герметичность погружением в надутом состоянии в ванну с водой.
В дорожных условиях при небольших повреждениях (проколах) покрышки ремонтируют при помощи резиновых грибков (рис. 2.69), которые специальным приспособлением вводят в прокол изнутри покрышки. На камеры ставят заплаты из сырой резины, которые нагревают пиротехническими брикетами или путевыми вулканизаторами.
Путевой вулканизатор состоит из струбцины с прижимным винтом и плитки с нагревательным элементом, включаемым в цепь аккумуляторной батареи. Бескамерные шины ремонтируют так же, как и камерные, за исключением проколов. Проколы ремонтируют двумя способами. При небольших проколах (не более
д
Рис.
2.69. Приспособления для
ремонта проколов покрышек: а
— грибок;
б — пробка;
в — установка грибка
шилом с игольчатым ушком; г
— петля для установки грибка;
д — стержень для установки
пробки
О
•Я

![]()
3 мм) отверстие заполняют специальной пастой при помощи шприца, прилагаемого к комплекту шин (шину с обода колеса не снимают). Перед заделкой отверстия давление воздуха в шине снижают до 30...50 кПа, а через 10... 15 мин после введения в прокол пасты давление в шине доводят до нормы. Проколы от 3 до 10 мм устраняют с помощью пробок, также не снимая покрышки с обода, или после демонтажа шины с помощью грибков аналогично камерным шинам. При ремонте шины на ободе колеса пробки вводятся в прокол при помощи специального стержня, при этом пробку и отверстие прокола предварительно смазывают клеем. Выступающую часть пробки срезают на 2...3 мм выше поверхности протектора.
В настоящее время широкое применение получили методы ремонта камер и покрышек холодной вулканизацией и с исполь^ зованием клеев на цементной основе.
Правилами техники безопасности запрещается монтировать шины на обод колеса, имеющий вмятины, заусенцы или покрытый ржавчиной. При демонтаже вручную не допускается выбивание диска колеса кувалдой. Исправление положения шины на диске колеса постукиванием молотком разрешается только после прекращения поступления в нее воздуха. При накачивании шин грузовых автомобилей во избежание несчастного случая,
возможного при выскакивании замочного кольца, последние помещают под ограждение или применяют различные предохранительные приспособления в виде скоб, вставляемых в отверстия в диске колеса, или металлических клеток (рис. 2.70).
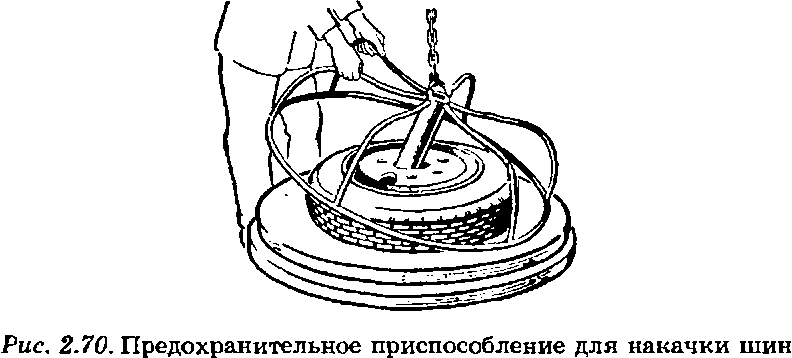
Если нет ограждения (например, в пути), при накачивании шины колесо кладут замочным кольцом вниз. Не допускается установка на автомобиль шин с разным рисунком протектора, а также имеющих остаточную высоту рисунка протектора менее: для автобусов — 2 мм; легковых автомобилей — 1,6 мм; грузовых автомобилей — 1 мм.
Техническое обслуживание и текущий ремонт механизмов управления ВЖ1ЕЯ автомобилем