

Утверждаю
Гл.инженер
« »
Номера автомобилей
Дни месяца
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
30
31
1
2
1
1
2
2
1
1
3
2
1
1
4
2
1
1
5
2
1
1
6
2
1
1
7
2
1
1
8
1
2
1
9
1
2
1
Юит.д
1
2
1
Рис.
3.13. Месячный график ТО
автомобилей: 1
— ТО-1;
2 — ТО-2График технического обслуживания автомобилей на атп
Техник по учету в путевых листах этих автомобилей ставит штамп с указанием вида ТО и дня его выполнения (например, сегодня ТО-1, послезавтра — ТО-2) и назначает такие автомобили на перевозки, при которых они своевременно могут вернуться в АТП. Механик КТП при возврате с линии автомобиля, нуждающегося в обслуживании, выписывает на него листок учета и передает его диспетчеру производства. Диспетчер на основании листка учета организует выполнение ТО автомобиля. Когда ТО выполнено и записано в листок учета, последний передается механику КТП, а затем — технику по учету, который на основании записи в листке учета отмечает выполнение обслуживания в зависимости от метода планирования на графике или в лицевой карточке.
Важным показателем загруженности производственных подразделений является режим работы производства. Это продолжительность и время работы производственных подразделений АТП за сутки, месяц и год. Он зависит от графика работы подвижного состава на линии, величины производственной программы, числа имеющихся постов, обеспеченности автохозяйства производственными помещениями и оборудованием.
Для снижения простоев автомобилей ЕО и ТО-1 целесообразно выполнять в межсменный период исходя из графика работы автомобилей на линии и времени пребывания их в АТП (рис. 3.14). ТО-2 обычно выполняют в одну дневную смену.
Рис.
3.14. Суточный график работы
автомобилей и производства: ТВып
— время выпуска; Твоэ — время
возврата; Тн — время в наряде;
Тмс — межсменное время
При работе производства в одну первую смену достигается самое рациональное использование рабочего времени всех специалистов. Однако в первую смену наблюдается наибольшая потребность в автомобилях на линии, и поэтому обычно большая часть производственной программы выполняется во вторую и третью рабочие смены.
В практике работы АТП применяются два метода организации технологического процесса ТО автомобилей: на универсальных и на специализированных постах (рис. 3.15). При обслуживании
на универсальных постах весь объем работы данного вида ТО выполняется на одном посту. При таком методе организации обслуживания применяют преимущественно тупиковые параллельно расположенные посты. Въезд автомобиля на пост осуществляется передним ходом, а съезд с поста — задним ходом. Проездные посты обычно применяются для ТО автомобильных поездов и производства У MP.
L ! J L.
и-
1
-Р=
Р' 1
Рис. 3.15. Схемы постов для выполнения ТО: а, б, в — тупиковые: с канавой, с подъемником, напольный; г — проездной с канавой; д — специализированные на линии с канавой
На универсальном посту (рис. 3.16) возможно выполнение различного объема работ, что позволяет одновременно обслуживать разнотипные автомобили и выполнять сопутствующий ТР. В этом заключается основное преимущество данного метода обслуживания. Основными недостатками тупикового расположения постов являются потери времени и загрязнение воздуха отработавшими газами в процессе маневрирования автомобиля при его установке на пост и съезда с поста.
Я
Рис.
3.16. Универсальный пост
ТО-1: 1
— верстак;
2 — ларь;
3 — тележка;
4 — розетка;
5, 12 — передвижной пост
слесаря и электрика;
6 — воздухораздаточная
колонка; 7 — стеллаж- вертушка;
8 — гайковерт;
9 — гидравлический
подъемник;
10 — подставка под
ноги;
11 — ящик для инструмента
и деталей;
13 — отсос газов;
14 —
переходный мостик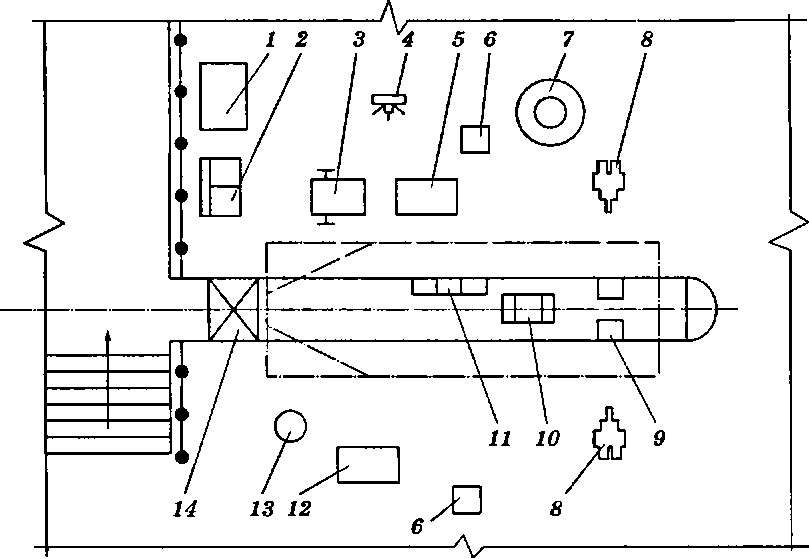
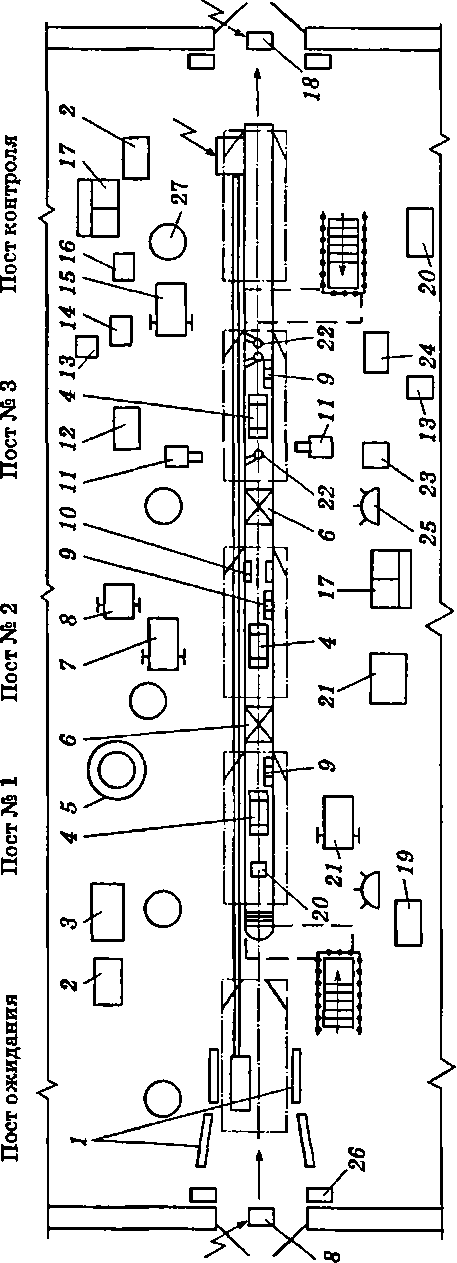
Специализированные посты располагаются последовательно по направлению движения автомобилей и образуют поточную линию ТО автомобилей (рис. 3.17). При организации труда методом специализированных бригад посты поточных линий специализируются по видам работ, а при агрегатно-участковой организации труда — по агрегатам и системам. Перемещение автомобилей по постам линии, как правило, осуществляется при помощи конвейера периодического действия со скоростью 10... 15 м/мин. Необходимым условием ритмичной и эффективной работы поточной линии является одинаковая продолжительность пребывания автомобиля на каждом посту. ТО автопоездов производится в сцепке с прицепами и полуприцепами на поточных линиях или на проездных универсальных постах.
Одним из возможных вариантов организации ТО автомобилей на специализированных постах является операционно- постовой метод, когда объем работ ТО распределяется
между несколькими специализированными постами, но посты тупиковые и обычно специализируются по агрегатам, например:
й пост — передний и задний мосты и тормозная система;
й пост — коробка передач, сцепление, карданная передача, редуктор; 3-й пост — двигатель. Организация обслуживания по этому методу позволяет специализировать посты, оборудование постов и рабочих. Однако необходимость перестановки автомобилей с поста на пост вызывает потери времени и загазованность помещений. Поэтому по постам перемещаются не автомобили, а рабочие. Таким образом, каждый пост обеспечивает выполнение всего объема работ по ТО автомобиля и является универсальным, а рабочие специализируются по агрегатам и системам автомобиля.
Основными преимуществами поточного обслуживания являются сокращение трудоемкости работ и повышение производительности труда за счет специализации постов, рабочих мест и исполнителей; снижение квалификации рабочих; лучшее использование производственных площадей. Однако улучшение этих и других показателей при поточном производстве возможно только при условии ритмичной работы линий.
Выбор метода организации технологического процесса ТО зависит главным образом от производственной программы (числа автомобилей), структуры парка, постоянства содержания и трудоемкости работ, а также от периода времени, отводимого на обслуживание, трудоемкости обслуживания и режима работы автомобилей на линии. Так, например, даже для крупного АТП, обслуживающего междугородные перевозки, из-за неопределенности времени возвращения автомобилей с линии организация ТО на потоке может оказаться нецелесообразной. Обслуживание по поточному методу обычно целесообразно при наличии на АТП большого числа однотипных автомобилей, при постоянном объеме и трудоемкости работ. Поточный метод обслуживания применим и при наличии на предприятии разнотипного парка автомобилей, если производственная программа по каждому типу автомобилей позволяет его применить. Для обслуживания автомобилей различного типа возможно использование одной и той же поточной линии, но в разное время суток. При обслуживании крупногабаритных автомобилей и автопоездов требуются большие площади для их маневрирования. Поэтому даже при небольшом парке таких автомобилей ТО-1 обычно производится на потоке. ТО на поточных линиях целесообразно, если число ТО-1 составляет более 15, а ТО-2 — более 7 обслуживаний однотипных автомобилей в смену. УМР выполняются на поточных линиях при обслуживании более 50 автомобилей в смену. При малой производственной программе, разнотипных автомобилях, различных условиях эксплуатации, различном режиме работы автомобилей, не обеспечивающем бесперебойную работу поточной линии, и т.д. целесообразнее применять метод обслуживания на универсальных постах.
Организация труда рабочих на постах ТО зависит от программы работ, принятого метода организации труда и технологического процесса производства. При ТО обычно выполняется сопутствующий текущий ремонт. До 80 % автомобилей при ТО-2 нуждается в ТР. Сопутствующий текущий ремонт может выполняться до и после обслуживания и одновременно с производством ТО-2. На специализированных постах поточных линий ТО-1 и ТО-2 рекомендуется выполнять только определенный перечень сопутствующего нетрудоемкого ремонта, выполнение которого не нарушает принятую синхронизацию работы линии. На линии ТО-2 рекомендуется выполнять сопутствующий ремонт суммарной трудоемкостью, не превышающей 20 % нормативной трудоемкости ТО-2. Крупный текущий ремонт рекомендуется выполнять до постановки автомобилей на ТО-2. Для этого за два дня до ТО-2 автомобиль подвергается диагностированию. По результатам диагностирования принимается решение о времени выполнения ремонта и проводится подготовка необходимых для этого узлов, агрегатов и материалов. Однако нередко потребность в крупном ремонте устанавливается в процессе ТО. Тогда он выполняется одновременно с обслуживанием или после его выполнения на постах TP автомобилей. Раздельное выполнение ТО-2 и сопутствующего ремонта значительно усложняет организацию производства. Поэтому на многих АТП большую часть сопутствующего ремонта выполняют одновременно с ТО-2, а чтобы не нарушать принятый режим работы линии, предусматриваются «скользящие» рабочие и привлекаются исполнители по TP автомобилей и агрегатов.
Для улучшения использования рабочего времени постов работы должны выполняться в определенной технологической последовательности. Для этого составляются операционные технологические карты (табл. 3.1), которые содержат перечень и норму времени выполнения операций обслуживания в определенной технологической последовательности.
Таблица 3.1