

2.1 Методы юстировки оптических волокон.
Перед началом сращивания концы волокон помещают в V-образные металлические или керамические направляющие канавки блока юстировки и фиксируют магнитными прижимами. Процесс установки, начальное сведение волокон и контроль качества сростка осуществляется под визуальным контролем. В качестве устройства визуального контроля может быть использован обычный или проекционный микроскоп, а также встроенный телевизионный мониторе размером экрана по диагонали до 4 дюймов. В случае применения встроенного монитора, как правило, устанавливается стандартный телевизионный выход для подключения к внешнему видеоконтрольному устройству. Оптическая система контрольных устройств имеет коэффициент увеличения до 200 раз. Для получения более высокой точности юстировки может использоваться уголковое зеркало или две телекамеры, позволяющие одновременно или поочередно наблюдать свариваемые волокна в двух взаимно перпендикулярных плоскостях.
Существуют следующие способы юстировки оптических волокон:
Б
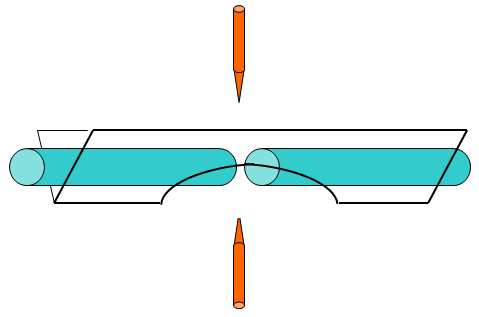
Рис. 14. Юстировка волокон меодом V-образных канавок.
олее простой по конструкции полуавтомат не производит пространственного выравнивания свариваемых волокон, которые центрируются только за счет укладки в прецизионную V-образную канавку (рис. 14). Полуавтоматика аппаратов этой группы осуществляет только линейное сведение волокон. В полуавтоматических сварочных аппаратах российского производства оператор дополнительно имеет возможность ручной визуальной юстировки концов световодов в двух плоскостях с помощью микроподвижек.
В отличие от полуавтоматов автоматические сварочные аппараты минимизируют потери в точке стыка волокон за счет их дополнительного выравнивания перед сваркой по двум координатам независимыми электромеханическими подвижками с точностью подачи до 0,1 мкм и с последующим сведением после подачи электрической дуги. Обычно одна из подвижек служит для линейных перемещений вдоль оси Z в процессе юстировки и сварки, тогда как вторая выполняет котировочные перемещения по осям X и Y. В аппаратах выравниванием по оболочке аналогично полуавтоматам контроллер управляет только одной подвижкой, а юстировка производится за счет укладки в V-образную канавку. Дополнительные функции автоматики ограничены подачей волокон в зону сварки с установкой заданной величины зазора, контролем качества скола и расчетом ожидаемой величины потерь [6].
Непосредственное наблюдение волокон посредством зеркал или двумя взаимно перпендикулярными видеосистемами с фотоприемниками с высокой разрешающей способностью получило название HDCM- метод (High resolution Direct Core Monitoring).
В большинстве аппаратов применяется система выравнивания волокон по изображению в параллельном пучке света PAS- система (Profile Alignment System). При таком методе юстировки волокна освещаются сбоку параллельным пучком света так, что из-за разницы показателей преломления оболочка и сердцевина фокусируют свет, действуя как цилиндрические линзы (рис. 15). При этом формируется изображение, на котором видны границы сердцевины и оболочки волокна, что позволяет определить эксцентриситет в каждом из волокон. Анализ изображения линии, выполняемый с помощью телекамеры и встроенного контроллера сварочного аппарата, позволяет осуществить юстировку световодов. Одновременно контроллер системы управления аппарата оценивает качество скола торцевой поверхности волокон и в случае выявления каких-либо дефектов прекращает процесс сварки. Такая система особенно распространена в аппаратах японских производителей. Она используется и для грубой юстировки, и для тонкой подстройки волокон.

У европейских производителей PAS- система используется для грубой настройки. Тонкая юстировка осуществляется по максимуму мощности излучения, передаваемого через сварное соединение LID-системой (Local Injection and Detection). Этот метод основан на вводе контрольного оптического сигнала в сердцевину первого световода и съеме его из сердцевины второго с максимизацией выходного сигнала за счет перемещения волокон микроподвижками (рис.16).

Для ввода и вывода сигналов используются изгибные ответвители. Недостаток такого подхода состоит в том, что метод LID допускает работу не со всеми типами одномодовых световодов, не позволяя применять автоматику к волокнам в буферном покрытии 0,9 мм, а использование изгибного ответвителя увеличивает риск возникновения скрытых дефектов в световоде. Однако этот метод позволяет решить проблему, связанную с тем, что силы поверхностного натяжения стремятся совместить оси оболочек, и, следовательно, развести (при наличии в волокнах эксцентриситета) оси сердцевины волокон. Как результат - дополнительные потери на шве. Поэтому при данном методе предусмотрена коррекция эксцентриситета. Оси волокон предварительно разводятся на такое расстояние, на которое согласно компьютерному расчету надо развести оси сердцевины волокон так, чтобы силы поверхностного натяжения совместили их при сварке.
Метод юстировки по тепловизионным изображениям основан на управлении параметрами сварки на основе данных, полученных в результате анализа тепловых фотографий места стыка. В процессе сварки волокна излучают сигнал в ИК-диапазоне. Видеокамера через систему фильтров фиксирует изображения, которые запоминаются программой аппарата. Кроме того, информация обрабатывается численными методами и по команде отображается на дисплее. Таким образом, оператор получает достоверную информацию о состоянии волокон во время сварки, а не до или после нее, как в случае аппаратов с "холодным" изображением. По тепловым фотографиям вычисляются: профиль показателя преломления, градиент деформации сердцевины, диаметр модового пятна. Все значения вычисляются по двум осям. По этим данным можно определить тип волокна, отличить, эрбиевое волокно от волокна со смещенной дисперсией.
Кроме того, используется уникальный метод управления в режиме реального времени (RTC), с помощью которого можно получить хорошие результаты независимо от внешних условий и типа используемого волокна. Благодаря RTC удается измерить диаметры модовых пятен свариваемых волокон и изменить режим сварки таким образом, чтобы получить наилучший результат. Метод RTC основан на юстировке волокон способом CDS (Core Detection System) и начинается с короткого импульса, очищающего волокно. Затем следует более мощный импульс, который разогревает волокно до такой степени, что сквозь оболочку волокна становится видна сердцевина. Благодаря этому можно определить смещение сердцевины друг относительно друга. Определив смещение, сварочный аппарат совмещает волокна, учитывая при этом влияние поверхностного натяжения. Затем волокна сращиваются, причем сам процесс сварки отображается на экране дисплея. Если смещение сердцевины лежит в заданных пределах, а диаметры модовых пятен равны, то на этом сварка завершается. В противном случае волокна вновь разогреваются, и вносится очередная поправка. После проведения сварки волокна и оценки в двух плоскостях, можно вывести на экран два сохраненных тепловых изображения. Эти изображения показывают волокна в то время, когда возникает дуговой разряд. Оценки потерь могут отличаться от истинных из-за того, что существует задержка по времени между снимком и малыми перемещениями волокон в процессе сварки. Для оценки потерь и, чтобы учесть все факторы, действующие на волокно в критической зоне сварки (КЗС), необходимо выбрать изображение, на котором наиболее отчетливо видна сердцевина волокна. Метод CDS (Core Detection System) наиболее быстрый. Благодаря этому методу весь процесс сварки, включая юстировку, занимает несколько секунд, при этом получается качественный сросток [5].