

4. Разработка технологического процесса
Перед разработкой ТП необходимо получить и изучить информацию, которая делится на базовую, руководящую и справочную.
Базовая - сведения, содержащиеся в конструкторской документации на изделие, объем выпуска, сроки подготовки производства. Рабочий чертеж детали содержит все размеры, технические требования к качеству и шероховатости, марку и твердость материала.
Руководящая - сведения, по развитию отрасли, план выпуска материала, средств технологического оснащения стандарты на ТП.
Справочная - сведения, о прогрессивных методах обработки, каталоги, номенклатурные справочники оборудования и оснастки. Материалы по выбору технологических нормативов (режимы обработки, припуски, расход материала и др.) и др. справочные материалы.
Всю механическую обработку разбивают по операциям и таким образом выявляют последовательность выполнения операций, их число для каждой операции выбирают оборудование и определяют конструктивную схему приспособлений.
Задачей каждого предыдущего перехода является подготовка поверхности заготовки под последующую обработку и каждый последующий метод (операция или переход) должен быть точнее предыдущего т. е. обеспечивать более высокое значение показателей качества детали. Поэтому механическая обработка делится на:
черновую обработку, когда удаляется большая часть припуска, что позволяет обнаружить возможные дефекты заготовки; на первых одной-двух операциях. При базировании по черновым базам обрабатываются основные технологические базы;
чистовую обработку, когда в основном обеспечивается требуемая точность:
далее идут операции местной обработки, по ранее обработанным поверхностям, отделочные операции, когда достигается требуемая шероховатость поверхности и окончательно обеспечивается точность детали.
Контроль в ТП предусмотрен с целью технологического обеспечения заданных параметров качества, обработанной детали.
Разработанный ТП должен содержать общий план обработки детали и описание содержания операций ТП и выбор типа оборудования. Он должен быть прогрессивным, обеспечивать повышение производительности труда и качества детали, сокращать материальные и трудовые затраты и быть экологически безопасным.
Построение технологического маршрута обработки во многом определяется конструктивно-технологическими особенностями детали. Выбор маршрутной технологии существенно зависит от типа производства, уровня автоматизации и применяемого оборудования.
При серийном производстве применяют универсальные станки с ЧПУ, автоматы, полуавтоматы, агрегатные специализированы и специальные станки. Перспективным в серийном производстве является применение гибких производственных систем (линий, участков, цехов), особенно при наличии условий для групповой организации производства.
Выбор станка на операцию определяется возможностью изготовления на нем деталей необходимой конфигурации и размеров, обеспечения качества ее поверхности, производительности оборудования, а также экономическими параметрами.
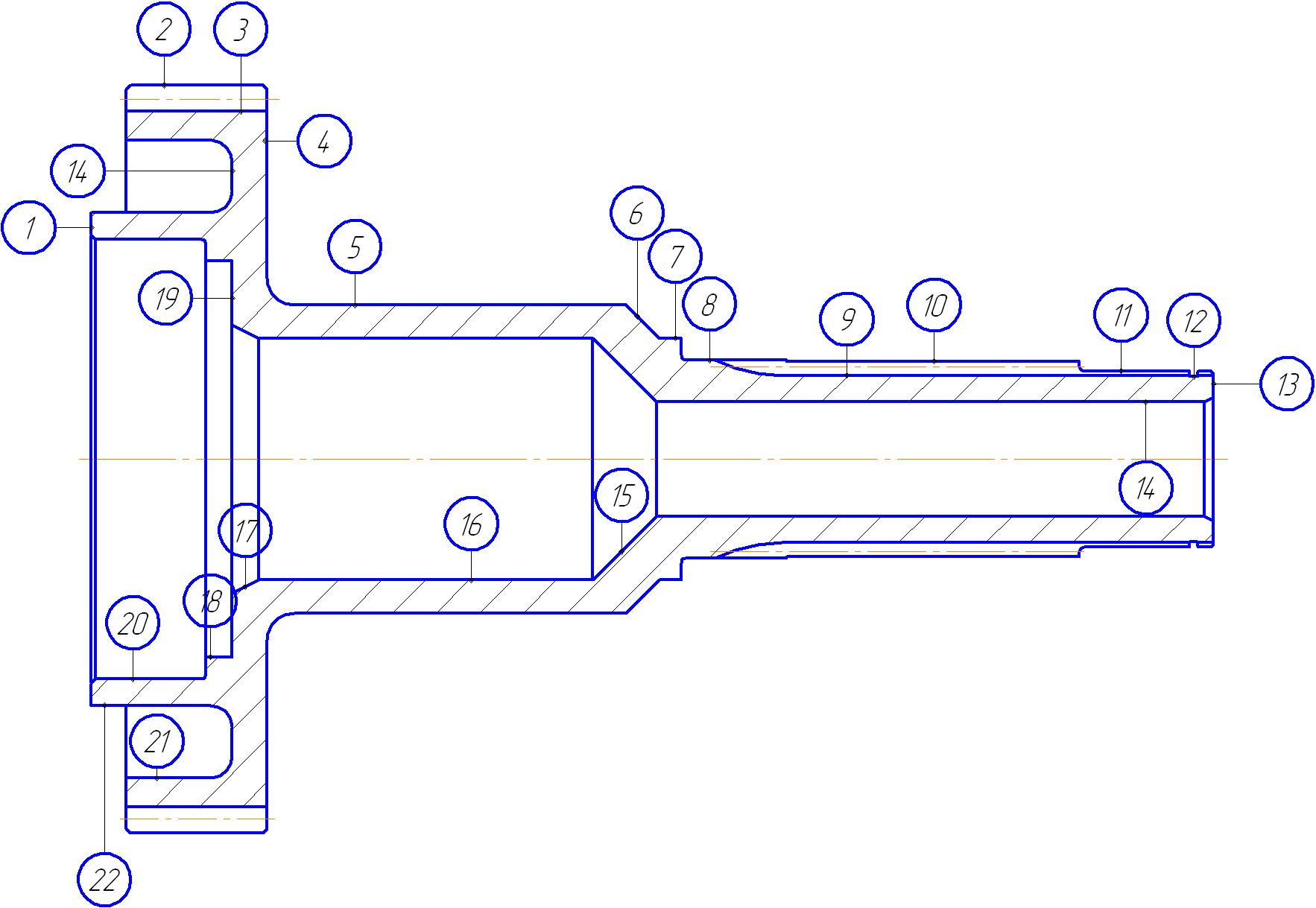
Рисунок 1.2 Обрабатываемые поверхности
детали
Рис. 2.2. Вал-шестерня
При проектировании проектного технологического процесса необходимо соблюдать принцип совпадения конструкторских, технологических, и измерительных баз. Только при его соблюдении, возможно говорить о правильности составления техпроцесса. Для деталей типа вал-шестерня с внутренним отверстием рекомендуется изначально базировать по наружней поверхности и торцу. На последующих операциях базирование рекомендуется осуществлять по отверстию и торцу.
Последовательность технологических переходов должна обеспечивать заданные чертежом детали параметры точности.
Для рассмотрения данного вопроса воспользуемся чертежом детали, изображенным на рис. 2.2. Для наглядности сведем результат в таблицу.
Выбор технологических баз и последовательности переходов
Операция |
Обрабатываемые поверхности |
Базирование |
005 Токарная с ЧПУ |
1,2,15,16,17,18,19, 20,21,22,23 |
Поверхности 5,4 эскиз |
010 Токарная с ЧПУ |
4,5,6,7,8,9,10,11,12, 13,14 |
Поверхности 1,16 эскиз |
015 Зубофрезерная с ЧПУ |
3 |
Поверхности 1,20 эскиз |
020 Зубофрезерная с ЧПУ |
9 |
эскиз |
030 Круглошлифовальная с ЧПУ |
8,10,11 |
Поверхности 1,20 эскиз |
035 Зубошлифовальная |
3 |
В центрах эскиз |
040 Слесарная |
|
|
045 Моечная |
|
|
050 Контроль |
|
|