

3. Поверка средств измерений и определение основных метрологических характеристик
Поверка относится к форме метрологического надзора за средствами измерений и заключается в определении их метрологических характеристик с целью поддержания средств измерений в постоянной готовности к измерениям.
Поверку можно рассматривать как типичную операцию контроля, в результате которой делается вывод о годности для работы конкретного экземпляра средства измерений. Между испытаниями и поверкой существует отличие: целью испытаний является оценка свойств всей совокупности средств измерений, а целью поверки – оценка свойств конкретного средства измерений.
В соответствии с существующими стандартами различают поверку первичную, периодическую, внеочередную, инспекционную и экспертную.
Первичная поверка производится при выпуске средства измерений из производства или ремонта, а периодическая – при эксплуатации или хранении средства измерений через определенные промежутки времени. Эти промежутки времени – межповерочные интервалы – должны устанавливаться с расчетом обеспечения метрологической исправности средства измерений в период между поверками.
Внеочередная поверка производится до наступления срока очередной периодической поверки в случае необходимости получения подтверждения об исправности средства измерений; при вводе в эксплуатацию зарубежного средства измерений; при контроле результатов периодической поверки; при постановке средства измерений в качестве комплектующего изделия после истечения половины гарантийного срока его годности; при повреждении поверительного клейма или утрате документов о поверке; после транспортировки средства измерений.
Инспекционная поверка осуществляется при метрологической экспертизе средства измерений, проводимой по заявкам органов милиции, следовательных органов и органов государственного арбитража.
Для определения основных метрологических характеристик в настоящее время наибольшее применение нашли следующие методы поверки средств измерений : сличения, компенсации, компарирования и калибраторов.
Наиболее простым и распространенным методом поверки, не требующим сложного оборудования и высокой квалификации поверителя, является метод сличения, в котором погрешность в точке поверки определяется как разность показаний поверяемого и образцового средств измерений. В качестве образцовых средств измерений обычно выбирают средство измерений, по системе аналогичное поверяемому средству измерений, а по точности превосходящее его в 3…10 раз.
Компенсационный метод основан на принципе компенсации измеряемой величины известной величиной и осуществляется, как правило, с помощью компенсаторов постоянного или переменного тока.
Метод компарирования применяется для поверки средств измерений высокой точности на переменном токе промышленной и радиочастоты путем сравнения на компараторе переменного тока с постоянным. Компараторы бывают разновременного и одновременного сравнения. Основным элементом компаратора является преобразователь, одинаково реагирующий как на переменный сигнал, так и на постоянный, в качестве которого могут применяться электродинамические измерительные механизмы, термоэлектрические, выпрямительные и другие преобразователи.
В поверочных установках, как правило, используются компараторы разновременного сравнения, т.е. на вход компаратора вначале подается переменный сигнал и запоминается соответствующее ему значение выходной величины компаратора, а затем через переключатель подается постоянный сигнал, величину которого регулируют до тех пор, пока выходная величина компаратора не будет равна установке. Величину постоянного сигнала измеряют с высокой точностью компенсатором постоянного тока, по показателям которого и судят о значении переменного сигнала. Погрешность измерения в этом случае состоит из погрешности измерения постоянного тока и погрешности компарирования. Промышленностью выпускаются установки, значение погрешности и измерения переменного тока которых не более 0,2…0,1% на частотах до 20000 Гц.
Метод калибраторов. В поверительных установках, использующих этод метод поверки, в качестве источника сигналов применяются дискретные источники калибровочных сигналов. Для них характерна несколько меньшая точность поверки, обусловленная погрешностью считывания по шкале поверяемого прибора. Поэтому для улучшения точности поверки в некоторых калибраторах наряду с дискретным изменением сигнала обеспечивается возможность плавной регулировки его с целью совмещения указателя поверяемого прибора с оцифрованной отметкой шкалы. Однако в этом случае усложняется процесс считывания значений измеряемой величины. Точность установления выходного сигнала в существующих калибраторах обычно не превышает 0,01…0,05% предела измерений поверяемого прибора.
Поверка средств измерений осуществляется с помощью поверочных схем. Поверочная схема – это документ, регламентирующий средства, методы и точность передачи размера единицы физической величины от государственного эталона или исходного образцового средства измерений.
Различают государственные, ведомственные и локальные поверочные схемы.
Государственная поверочная схема распространяется на все средства измерений данной физической величины, применяемые в стране; ведомственная – на средства измерений, подлежащие поверке внутри ведомств; локальная – на средства измерений, подлежащие поверке на данном предприятии.
Поверочные схемы оформляют в виде чертежа, на котором указывают наименование средств измерений и методов поверки, номинальные значения или диапазоны значений физических величин, средств измерений и методов поверки.
Методы поверки средств измерений должны соответствовать одному из общих методов поверки : сличения, компенсации, компарирования, калибраторов.
Как известно, в результате поверки должно быть принято решение о пригодности или непригодности средства измерений для дальнейшей эксплуатации. При этом неточность определения метрологических характеристик, обусловленная в основном погрешностями образцовых средств измерений, приводит к ошибкам, в результате которых часть неисправных, т.е., недостаточно точных, средств измерений признается годной для дальнейшего использования (брак поверки первого рода) а часть, в действительности годная, признается негодной (брак поверки второго рода).
Так, например, для поверки рабочего или технического вольтметра с помощью образцового прибора по методу сличения поверочная схема имеет вид (рис.3.1.), которая состоит из

Рис. 3.1. Схема поверки вольтметра регулируемого источника напряжения U с помощью переменного резистора R , технического вольтметра Vт и образцового вольтметра Vo, класс точности которого на порядок выше класса точности технического вольтметра.
Варианты заданий приведенны в табл. 3.1.
Для поверки технического амперметра с помощью образцового поверочная схема имеет вид (рис.3.2.), в которую входит поверяемый амперметр Ат, резистор и источник тока.
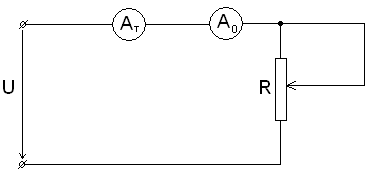
Рис. 3.2. Схема поверки амперметра
Варианты заданий для повкрки амперметра приведены в табл.3.2.
ЗАДАНИЕ № 3а
По заданным параметрам образцового и технического средств измерений (вольтметра) определить погрешности измерения, класс точности, чувствительность и показания технического прибора (вольтметра).
Таблтца 3.1.
№№ пп. варианта |
Параметры образц. вольтметра Vо |
Параметры технич. вольтметра Vт |
Определить |
|||||||||
Предел измерен.Uo,B |
Шкала,о,дел |
Показания прибора u, дел |
Предел измер.Uт,В |
Шкала,о,дел |
Абсолютная погрешность В |
Привед. отн.погр.т,% |
Абсолютная погрешность В |
Относительная погрешность % |
Показ.приб. В |
Класс точности |
Чувствительность |
|
1 |
100 |
200 |
50 |
100 |
200 |
-0,5 |
- |
- |
+ |
+ |
+ |
+ |
2 |
100 |
100 |
20 |
100 |
100 |
- |
1,2 |
+ |
+ |
+ |
+ |
+ |
3 |
150 |
150 |
35 |
150 |
300 |
-1,0 |
- |
- |
+ |
+ |
+ |
+ |
4 |
150 |
300 |
40 |
150 |
150 |
- |
1,5 |
+ |
+ |
+ |
+ |
+ |
5 |
200 |
100 |
23 |
150 |
75 |
_ |
2,1 |
+ |
+ |
+ |
+ |
+ |
6 |
200 |
200 |
110 |
150 |
50 |
_ |
2,2 |
+ |
+ |
+ |
+ |
+ |
7 |
250 |
250 |
50 |
200 |
200 |
-1,5 |
_ |
_ |
+ |
+ |
+ |
+ |
8 |
250 |
500 |
70 |
250 |
125 |
_ |
1,4 |
+ |
+ |
+ |
+ |
+ |
9 |
300 |
150 |
40 |
150 |
300 |
1,4 |
_ |
_ |
+ |
+ |
+ |
+ |
10 |
300 |
300 |
80 |
200 |
200 |
_ |
2,4 |
+ |
+ |
+ |
+ |
+ |
11 |
400 |
200 |
65 |
300 |
150 |
0,25 |
_ |
_ |
+ |
+ |
+ |
+ |
12 |
400 |
400 |
90 |
400 |
200 |
_ |
3,5 |
+ |
+ |
+ |
+ |
+ |
13 |
500 |
250 |
50 |
200 |
100 |
0,4 |
_ |
_ |
+ |
+ |
+ |
+ |
14 |
500 |
500 |
75 |
400 |
200 |
_ |
2,6 |
+ |
+ |
+ |
+ |
+ |
15 |
500 |
200 |
40 |
300 |
150 |
0,7 |
_ |
_ |
+ |
+ |
+ |
+ |
16 |
500 |
100 |
31 |
300 |
75 |
_ |
1,3 |
+ |
+ |
+ |
+ |
+ |
17 |
500 |
250 |
50 |
250 |
100 |
2,1 |
_ |
_ |
+ |
+ |
+ |
+ |
18 |
150 |
300 |
52 |
150 |
150 |
-1,5 |
_ |
_ |
+ |
+ |
+ |
+ |
19 |
100 |
200 |
50 |
100 |
200 |
_ |
0,1 |
+ |
+ |
+ |
+ |
+ |
20 |
100 |
100 |
25 |
100 |
100 |
-0,35 |
_ |
_ |
+ |
+ |
+ |
+ |
21 |
200 |
200 |
75 |
200 |
100 |
_ |
0,08 |
+ |
+ |
+ |
+ |
+ |
22 |
500 |
250 |
60 |
300 |
100 |
-1,9 |
_ |
_ |
+ |
+ |
+ |
+ |
23 |
50 |
50 |
20 |
50 |
100 |
_ |
0,15 |
+ |
+ |
+ |
+ |
+ |
24 |
75 |
150 |
9,5 |
75 |
75 |
-0,45 |
_ |
_ |
+ |
+ |
+ |
+ |
25 |
150 |
200 |
20 |
100 |
200 |
_ |
0,45 |
+ |
+ |
+ |
+ |
+ |
26 |
200 |
400 |
100 |
150 |
300 |
_ |
2,3 |
+ |
+ |
+ |
+ |
+ |
27 |
400 |
200 |
75 |
200 |
200 |
-0,85 |
_ |
_ |
+ |
+ |
+ |
+ |
ЗАДАНИЕ № 3б
По заданным параметрам образцового и технического амперметра определить показания, чувствительность, погрешности измерения и класс точности технического амперметра
Таблица 3.2.
№№ пп. варианта |
Параметры образц. амперметра Ао |
Параметры технич. амперметра Ат |
Определить |
|||||||||
Предел измерен.Io,A |
Шкала,о,дел |
Отклонение стрелки u, дел |
Предел измер.Iт,A |
Шкала,т,дел |
Абсолютная погрешность А |
Привед. отн.погр.т,% |
Абсолютная погрешность А |
Относительная погрешность % |
Показ.приб.А |
Класс точности |
Чувствительность |
|
1 |
0,01 |
200 |
45 |
0,015 |
75 |
-0,005 |
- |
- |
+ |
+ |
+ |
+ |
2 |
0,015 |
150 |
20 |
0,02 |
100 |
- |
1,4 |
+ |
+ |
+ |
+ |
+ |
3 |
0,015 |
300 |
50 |
0,015 |
150 |
-0,003 |
- |
- |
+ |
+ |
+ |
+ |
4 |
1,0 |
100 |
35 |
1 |
50 |
- |
2,4 |
+ |
+ |
+ |
+ |
+ |
5 |
1,0 |
200 |
25 |
0,5 |
100 |
0,08 |
_ |
_ |
+ |
+ |
+ |
+ |
6 |
0,5 |
100 |
40 |
0,2 |
100 |
0,08 |
_ |
0,7 |
+ |
+ |
+ |
+ |
7 |
0,02 |
200 |
80 |
0,01 |
200 |
0,005 |
_ |
_ |
+ |
+ |
+ |
+ |
8 |
0,025 |
100 |
60 |
0,015 |
100 |
_ |
0,04 |
+ |
+ |
+ |
+ |
+ |
9 |
0,05 |
200 |
50 |
0,025 |
100 |
0,004 |
_ |
_ |
+ |
+ |
+ |
+ |
10 |
0,1 |
100 |
40 |
0,1 |
100 |
_ |
0,08 |
+ |
+ |
+ |
+ |
+ |
11 |
0,2 |
200 |
45 |
0,2 |
100 |
0,008 |
_ |
_ |
+ |
+ |
+ |
+ |
12 |
0,3 |
150 |
70 |
0,15 |
100 |
_ |
0,4 |
+ |
+ |
+ |
+ |
+ |
13 |
0,4 |
200 |
90 |
0,4 |
200 |
0,005 |
_ |
_ |
+ |
+ |
+ |
+ |
14 |
0,6 |
300 |
150 |
0,5 |
100 |
_ |
0,8 |
+ |
+ |
+ |
+ |
+ |
15 |
0,8 |
200 |
60 |
0,4 |
200 |
0,008 |
_ |
_ |
+ |
+ |
+ |
+ |
16 |
1,0 |
250 |
125 |
1,0 |
200 |
_ |
1,2 |
+ |
+ |
+ |
+ |
+ |
17 |
1,5 |
300 |
150 |
1,0 |
100 |
0,009 |
_ |
_ |
+ |
+ |
+ |
+ |
18 |
2,0 |
200 |
100 |
2,0 |
200 |
_ |
1,3 |
+ |
+ |
+ |
+ |
+ |
19 |
2,5 |
100 |
50 |
2,5 |
100 |
0,1 |
_ |
_ |
+ |
+ |
+ |
+ |
20 |
3,0 |
150 |
75 |
2,0 |
200 |
_ |
1,6 |
+ |
+ |
+ |
+ |
+ |
21 |
4,0 |
200 |
100 |
4,0 |
200 |
0,1 |
_ |
_ |
+ |
+ |
+ |
+ |
22 |
5,0 |
250 |
50 |
2,0 |
100 |
_ |
2,4 |
+ |
+ |
+ |
+ |
+ |
23 |
10 |
200 |
100 |
10 |
500 |
0,4 |
_ |
_ |
+ |
+ |
+ |
+ |
24 |
15 |
150 |
75 |
15 |
300 |
_ |
3,5 |
+ |
+ |
+ |
+ |
+ |
25 |
20 |
200 |
150 |
20 |
200 |
0,5 |
_ |
_ |
+ |
+ |
+ |
+ |
26 |
25 |
250 |
25 |
25,0 |
50,0 |
_ |
2,4 |
+ |
+ |
+ |
+ |
+ |
27 |
30 |
300 |
30,0 |
30,0 |
50,0 |
0,6 |
_ |
_ |
+ |
+ |
+ |
+ |