

3.3 Выбор заготовки.
В условиях массового производства целесообразно использовать не дорогие виды заготовок: прокат, отливки. Отливки хуже качеством чем прокат, имеют литейную корку, могут иметь поры, неравномерность структуры материала. Следовательно в качестве заготовки примем сортовой прокат круглого сечения.
Расчетный наименьший предельный размер проката:
 ,
где
,
где
 -
наименьший предельный размер расчетной
ступени по чертежу,
-
наименьший предельный размер расчетной
ступени по чертежу,
 -
односторонний минимальный припуск на
последовательную обработку по диаметру;
-
односторонний минимальный припуск на
последовательную обработку по диаметру;
 ,
где:
,
где:
 –
высота
неровностей профиля прутка, мкм;
–
высота
неровностей профиля прутка, мкм;
 – глубина
дефектного поверхностного слоя прутка,
мкм;
– глубина
дефектного поверхностного слоя прутка,
мкм;
 -
суммарная погрешность расположения
обрабатываемой поверхности;
-
суммарная погрешность расположения
обрабатываемой поверхности;
 -
погрешность установки заготовки, мкм.
-
погрешность установки заготовки, мкм.
Таким
образом:
 мм.
мм.
 мм.
мм.
Полученный размер округляем (в большую сторону) до ближайшего по сортаменту диаметра прутка.
По ГОСТ 2590-71 выбираем прокат круглого сечения Ø40мм.
3.4 Выбор типа фасонного резца.
Тип фасонного резца – круглый, т.к. в условиях массового производства имеет больший ресурс чем призматический, обладает большим числом переточек. Допуски на размеры детали не наложены, а значит погрешностью характерной для круглых фасонных резцов, обусловленной кривизной режущего лезвия можно пренебречь.
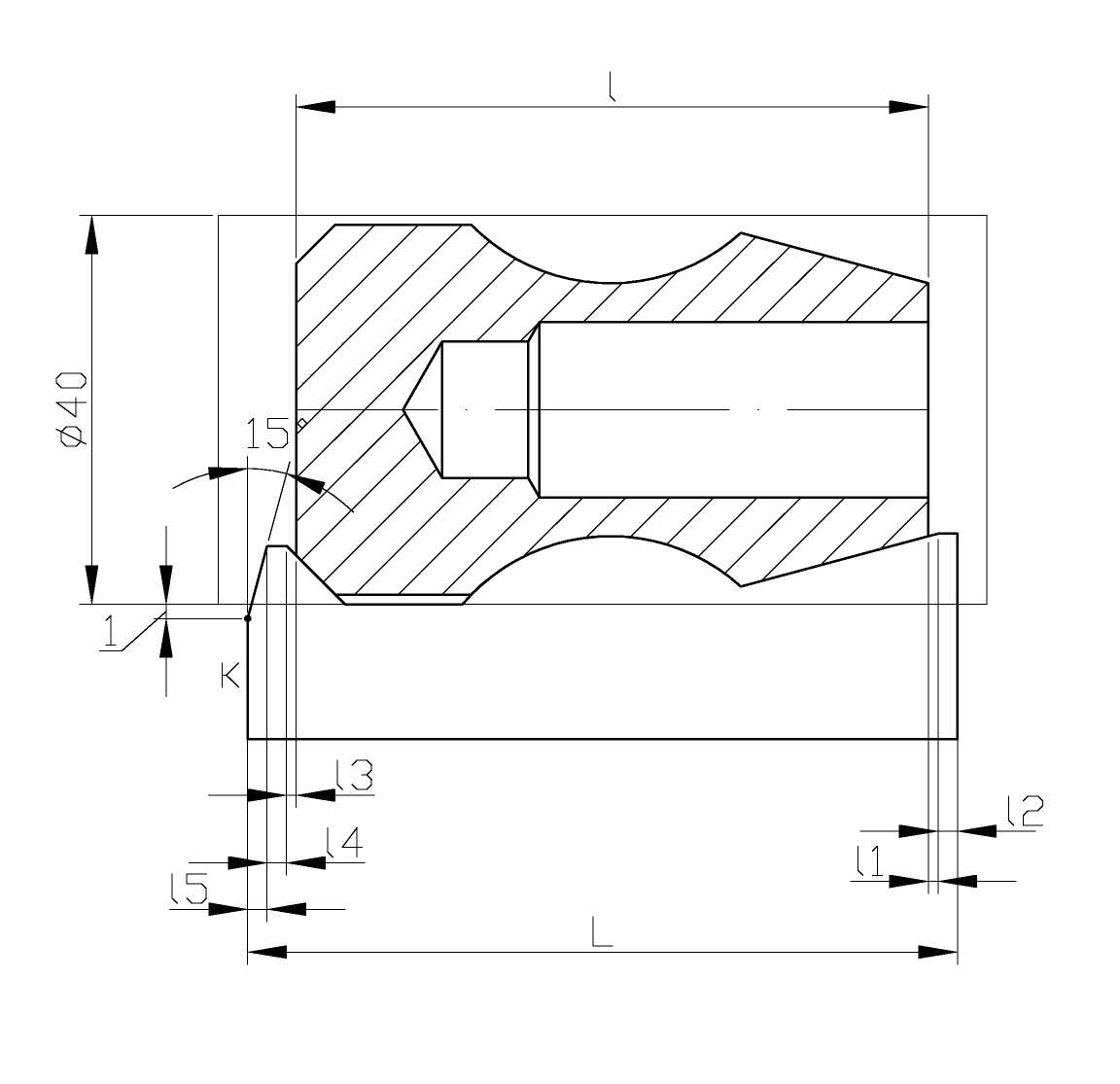
3.5 Определение основных и габаритных размеров резца.
L= l+ l1+ l2+ l3+ l4+ l5=65+1+2+3+2=73 мм. -длина резца.
l =65 мм – длина детали;
l1=1 мм – длина перебега фасонного профиля справа;
l2=2 мм – длина, обеспечивающая укрепление уголка;
l3= l1=1 мм – длина перебега фасонного профиля слева;
l3+ l4 =3 мм – длина под отрезной резец;
l5=2 мм.
 23,8
мм. - максимальный радиус резца.
Принять Rmax= 24 мм.
23,8
мм. - максимальный радиус резца.
Принять Rmax= 24 мм.
hд=0.5dзаг – rmin=0.5·38-13=6 мм.- наибольшая глубина профиля заготовки.
hстр=5 мм. - пространство для размещения стружки.
hст=0,6hд =3.6 мм. -толщина стенки. Принять hст=5 мм.
do=1.9 hд =13.3 мм. Принять do=14 мм.
h=Rmax·sinα=24·sin15=6.2 мм. –расстояние между центрами резца и заготовки.
3.6 Расчет координат узловых и промежуточных точек фасонного профиля резца.
Поверхности
вращения детали задают координатами
узловых точек ( ,
,
 ),
отмечающих границы элементарных
образующих. Узловым точками детали,
отмечающим элементарные участки профиля,
присваиваются возрастающие номера:
1,2,3. … n.
Положение узловой точки i
определяется размером радиуса
и длиной отрезка
,
измеренного от точки 1 вдоль оси детали.
Приняв за точку отсчёта точку, лежащую
на оси и правом торце детали просчитаем
координаты точек на профиле детали.
),
отмечающих границы элементарных
образующих. Узловым точками детали,
отмечающим элементарные участки профиля,
присваиваются возрастающие номера:
1,2,3. … n.
Положение узловой точки i
определяется размером радиуса
и длиной отрезка
,
измеренного от точки 1 вдоль оси детали.
Приняв за точку отсчёта точку, лежащую
на оси и правом торце детали просчитаем
координаты точек на профиле детали.
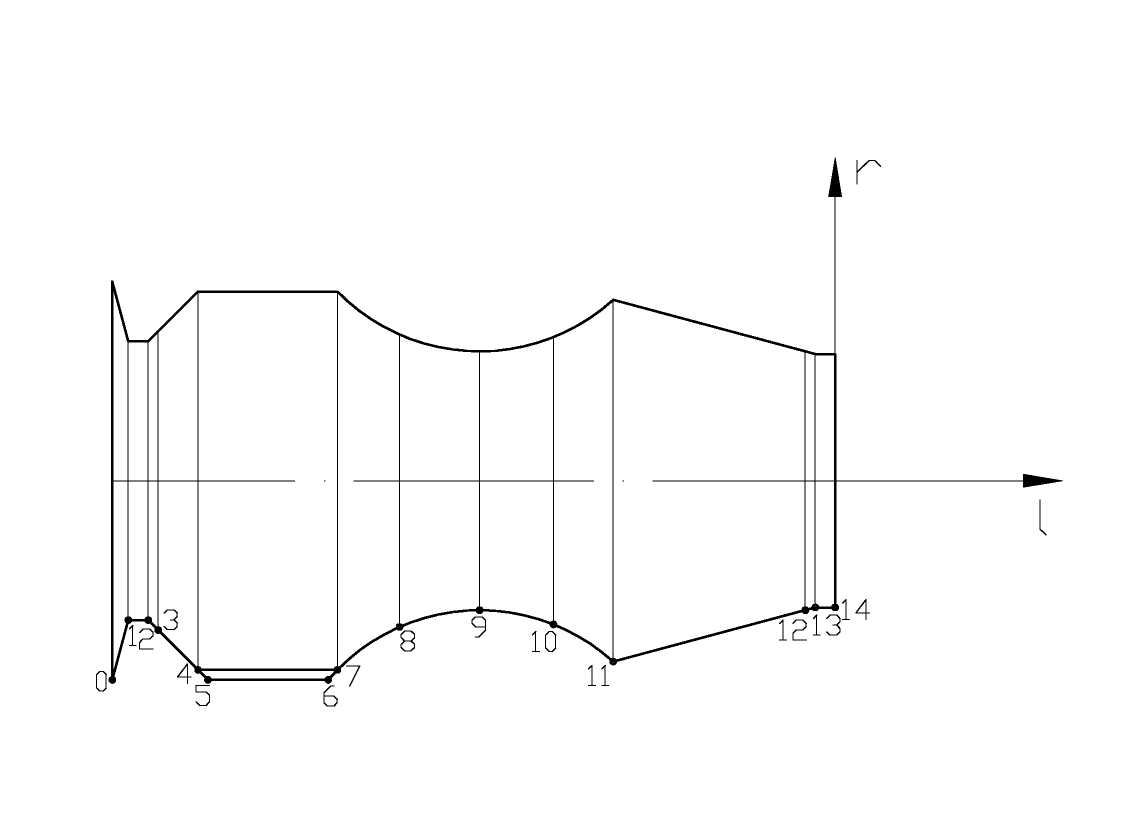
Участок 0-1
Прямая, уравнение которой r=kl+b, где k=tg75=3.73,
н.у. при l=-71; -73 получаем r=3,73·71+b; r=3,73·73+b решив систему уравнений получим b=250,8 отсюда r=3,73·l+250.8 Откуда:
Координаты точки 0: l=-73; r= -21.46.
Координаты точки 1: l=-71; r= -14.
Участок 1-2
Прямая, уравнение которой r =-14
Координаты точки 2: l=-69; r= -14.
Участок 2-5
Прямая, уравнение которой r=kl+b, где k=tg45=1, b=45, r=l+45
н.у. при l=-68; -63 получаем r=-1·68+b; r=-1·63+b решив систему уравнений получим b=45 отсюда r=1·l+45 Откуда:
Координаты точки 3: l=-68; r= -15.
Координаты точки 4: l=-64; r= -19.
Координаты точки 5: l=-63; r= -20.
Участок 5-6
Прямая, уравнение которой r =-20
Координаты точки 6: l=-50.91; r= -20.
Участок 6-11
Дуга
окружности. Канонический вид уравнения
окружности имеет вид
 ,
где
,
где
 -
координаты центра этой окружности, r –
её радиус.
r=20
мм. x0=
-35,71 y0=
-33 отсюда
-
координаты центра этой окружности, r –
её радиус.
r=20
мм. x0=
-35,71 y0=
-33 отсюда

Координаты точки 7: l=-50; r= -19.
Координаты точки 8: l=-43.75; r= -14.68.
Координаты точки 9: l=-35.71; r= -13.
Координаты точки 10: l=-28.29; r= -14.42.
Координаты точки 11: l=-22.29; r= -18.17.
Участок 11-13
Прямая, уравнение которой r=kl+b, где k=tg15=0.27,
н.у. при l=-3; -2 получаем r=-0,27·3+b; r=-0,27·2+b решив систему уравнений получим b=12,16 отсюда r=0,27·l+12,16 Откуда:
Координаты точки 12: l=-3; r= -13.
Координаты точки 13: l=-2; r= -12.73.
Участок 13-14
Прямая, уравнение которой r =-12.73
Координаты точки 14: l=0; r= -12.73.