

1.14 Расчет числа зубьев протяжки.
Расчет диаметров секций протяжки
do =60,6 мм – диаметр отверстия под протягивание;
dp – расчетный внутренний диаметр, мм:dp = d + d – ad = 62 + 0,046 – 0,005=62,041мм;
df – диаметр фаски, мм: df = d + 2f + f = 62 + 20,5 + 0,2=63,2 мм;
dfk – наибольший диаметр фасочной секции протяжки, мм:
dfk = df + 2iSz = 63,2 + 230,22 = 64,52 мм.
Dp – расчетный наружный диаметр, мм: Dp = D + D – aD = 72 + 0,3 – 0,04=72,26 мм,
где а – допустимая величина разбивки, мм;
i = 3 или 4 – целое число;
d, D, f – номинальные значения протянутого отверстия, наружного диаметра и фаски;
d, D, f – величины, определяемые как разность между наибольшим и наименьшим отклонениями размеров
Определение числа зубьев в секциях
Число зубьев в фасочной секции:
 .
Принимаем
.
Принимаем
 .
.
Число зубьев в шлицевой секции:
– шлицевые:
 .
Принимаем
.
Принимаем
 ;
;
– шлицевые режущие:
 .
.
Принимают
 ;
;
– шлицевые переходные: Zш2п = 6;
– шлицевые калибрующие: Zш2к = 5.
Число зубьев в круглой секции:
– круглые режущие:
 4,54.
Принимают
4,54.
Принимают
 ;
;
– круглые переходные: Zкп = 3;
– круглые калибрующие: Zкк = 5.
1.15 Определение диаметров режущих зубьев.
Расчет диаметров режущих зубьев проводят в выбранной ранее последовательности расположения секций: Ф – Ш – К.
Фасочная секция Ф
 .
.
Обработка фасочной секцией производится по групповой схеме от диаметра do до диаметра d'fk. Поскольку изготовление диаметра dfk с высокой степенью точности необязательно, то можно ограничиться расчетным значением диаметра d'fk ближайшим по значению к dfk и в дальнейшем принять d'fk= dfk.
Расчет диаметров представлен
в таблице.
 мм.
мм.
Подача S'zф на последнем зубе выбирается из условия S'zф Szш до получения диаметра dfk. Определяют значение подачи на последнем зубе:
 мм/зуб.
мм/зуб.
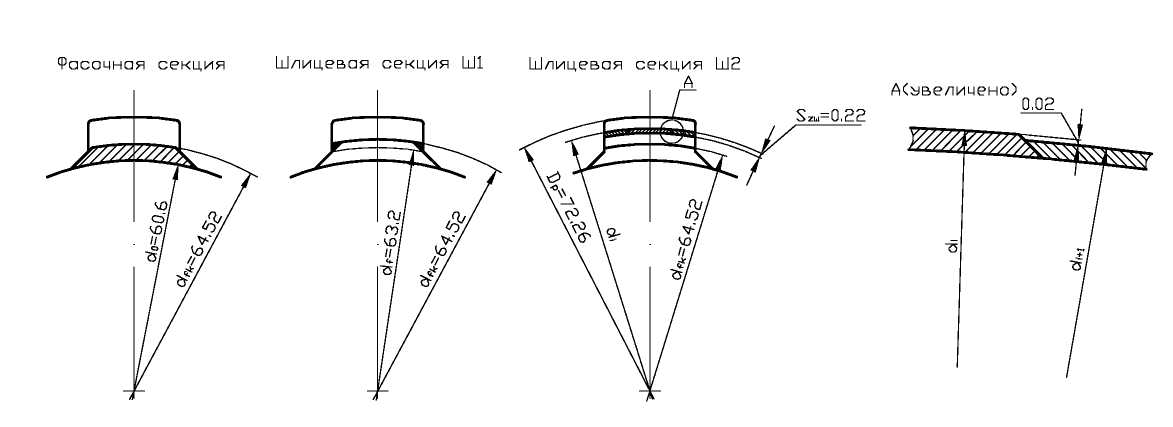
Шлицевая секция Ш1
 .
Обработка шлицевой секцией Ш1 производится
по одинарной схеме от диаметра df до
диаметра dfk.
.
Обработка шлицевой секцией Ш1 производится
по одинарной схеме от диаметра df до
диаметра dfk.
Шлицевая секция Ш2
 .
Обработка шлицевой секцией Ш2 производится
по групповой схеме от диаметра dfk до
диаметра Dр.
.
Обработка шлицевой секцией Ш2 производится
по групповой схеме от диаметра dfk до
диаметра Dр.
Шлицевая переходная секция Ш2П
 .
Подача на переходной секции постепенно
уменьшается (S'''zш < S''zш < S'zш < Szш).
Это предназначено для постепенного
снижения силы резания при протягивании
перед калибрующими зубьями и позволяет
обеспечить получение расчетного диаметра
Dр.
.
Подача на переходной секции постепенно
уменьшается (S'''zш < S''zш < S'zш < Szш).
Это предназначено для постепенного
снижения силы резания при протягивании
перед калибрующими зубьями и позволяет
обеспечить получение расчетного диаметра
Dр.
Значения подач для переходной секции:
S'zш =0,21 мм/зуб; S''zш =0,19 мм/зуб; S'''zш =0,17 мм/зуб.
Далее необходимо расположить
пять калибрующих зубьев ( )
)
Круглая секция секция К
 .
.
Обработка круглой секцией К производится по одинарной схеме.
Переходная круглая секция КП
 .
.
Зубья 67...69 являются переходными, подача на которых постепенно уменьшается (S'''zк < S''zк < S'zк < Szк).
Значения подач для переходной:
S'zк =0,10 мм/зуб; S''zк =0,09 мм/зуб; S'''zк =0,09 мм/зуб.
Далее необходимо расположить
пять калибрующих зубьев ( ).
).
№ зуба |
Диаметр зуба, мм |
|
№ зуба |
Диаметр зуба, мм |
|
Фасочная секция Ф (от do = 60,6 мм до dfk = 64,52 мм) |
|||||
1 |
d1 = do + 2Szф = 60,6 + 20,22 = 61,04 |
|
2 |
d2 = d1 – 0,04 = 61,04 – 0,04 = 61,00 |
|
3 |
d3 = d1 + 2Szф = 61,04 + 20,22 = 61,48 |
|
4 |
d4 = d3 – 0,04 = 61,48 - 0,04 = 61,44 |
|
5 |
d5 = d3 + 2Szф = 61,48 + 20,22 = 61,92 |
|
6 |
d6 = d5 – 0,04 = 61,92 - 0,04 = 61,88 |
|
7 |
d7 = d5 + 2Szф = 61,92 + 20,22 = 62,36 |
|
8 |
d8 = d7 – 0,04 = 62,36 - 0,04 = 62,32 |
|
9 |
d9 = d7 + 2Szф = 62,36 + 20,22 = 62,8 |
|
10 |
d10 = d9 – 0,04 = 62,8 - 0,04 = 62,76 |
|
11 |
d11 = d9 + 2Szф= 62,8 + 20,22 = 63,24 |
|
12 |
d12 = d11 – 0,04 = 63,24 - 0,04 = 63,20 |
|
13 |
d13 = df11+ 2Szш = 63,24 + 20,22 = 63,68 |
14 |
d14 = d13 – 0,04 =63,68 - 0,04 = 63,64 |
||
15 |
d15 = d13 + 2Szш = 63,68 + 20,22 = 64,12 |
16 |
d16 = d15 – 0,04 =64,12 - 0,04 = 64,08 |
||
17 |
d17 = d15 + 2Szш = 64,12 + 20,20 = 64,52 |
18 |
d18 = d17 – 0,04 =64,52 - 0,04 = 64,48 |
||
Шлицевая секция Ш1 (от df = 63,2 мм до dfk = 64,52 мм) |
|||||
19 |
d19 = df + 2Szш = 63,2 + 20,22 = 63,64 |
|
|||
20 |
d 20 = d19 + 2Szш =63,64 + 20,22 = 64,08 |
||||
21 |
d21 = d20 + 2Szш = 64,08 + 20,22 = 64,52 |
||||
Шлицевая секция Ш2 (от dfk = 64,52 мм до Dр = 72,26 мм) |
|||||
22 |
d22 = dfk + 2Szш = 64,52 + 20,22 = 64,96 |
|
23 |
d23= d22 – 0,04 = 64,96 – 0,04 = 64,92 |
|
24 |
d24 = d22 + 2Szш = 64,96 + 20,22 = 65,40 |
|
25 |
d25 = d24 – 0,04 = 65,40 – 0,04 = 65,36 |
|
26 |
d26 = d24 + 2Szш = 65,40 + 20,22 = 65,84 |
|
27 |
d27 = d26 – 0,04 = 65,84 – 0,04 = 65,80 |
|
28 |
d28 = d26 + 2Szш = 65,84 + 20,22 = 66,28 |
|
29 |
d29 = d28 – 0,04 = 66,28 – 0,04 = 66,24 |
|
30 |
d30 = d28 + 2Szш =66,28 + 20,22 = 66,72 |
|
31 |
d31 = d30 – 0,04 = 66,72 – 0,04 = 66,68 |
|
32 |
d32 = d30 + 2Szш = 66,72 + 20,22 = 67,16 |
|
33 |
d33= d32 – 0,04 = 67,16 – 0,04 = 67,12 |
|
34 |
d34 = d32 + 2Szш = 67,16 + 20,22 = 67,60 |
|
35 |
d35 = d34 – 0,04 = 67,60 – 0,04 = 67,56 |
|
36 |
d36 = d34 + 2Szш = 67,60 + 20,22 = 68,04 |
|
37 |
d37= d36 – 0,04 = 68,04 – 0,04 = 68,00 |
|
38 |
d38 = d36 + 2Szш = 68,04 + 20,22 = 68,48 |
|
39 |
d39 = d38 – 0,04 = 68,48 – 0,04 = 68,44 |
|
40 |
d40 = d38 + 2Szш = 68,48 + 20,22 = 68,92 |
|
41 |
d41 = d40 – 0,04 = 68,92 – 0,04 = 68,88 |
|
42 |
d42 = d40 + 2Szш = 68,92 + 20,22 = 69,36 |
|
43 |
d43 = d42 – 0,04 = 69,36 – 0,04 = 69,32 |
|
44 |
d44 = d42 + 2Szш = 69,36 + 20,22 = 69,80 |
|
45 |
d45 = d44 – 0,04 = 69,80 – 0,04 = 69,76 |
|
46 |
d46 = d44 + 2Szш = 69,80 + 20,22 = 70,24 |
|
47 |
d47= d46 – 0,04 = 70,24 – 0,04 = 70,20 |
|
48 |
d48 = d46 + 2Szш = 70,24 + 20,22 = 70,68 |
|
49 |
d49 = d48 – 0,04 = 70,68 – 0,04 = 70,64 |
|
50 |
d50 = d48 + 2Szш = 70,68 + 20,22 = 71,12 |
|
51 |
d51= d50 – 0,04 = 71,12 – 0,04 = 71,08 |
|
Шлицевые переходные зубья |
|||||
52 |
d 52= d50 + 2S'zш = 71,12+ 20,21 = 71,54 |
|
53 |
d 53 = d52 – 0,04 = 71,54 – 0,04 = 71,50 |
|
54 |
d 54 = d52 + 2S''zш = 71,54 + 20,19 = 71,92 |
|
55 |
d55 = d54 – 0,04 = 71,92 – 0,04 = 71,88 |
|
56 |
d 56 = d 54 + 2 S' ' 'zш = 71,92+ 2 0,17 = 72 , 26 |
|
57 |
d57 = d56 – 0,04 = 72,26– 0,04 = 72,22 |
|
Шлицевые калибрующие зубья: |
|
||||
58-62 |
d58-62 = 72,26 |
||||
Круглая секция К (от dо=60,6 мм до dр=62,04 мм) |
|
||||
63 |
d63 = dо + 2Szк = 60,6 + 20,11 = 60,82 |
||||
64 |
d64 = d63 + 2Szк = 60,82 + 20,11 = 61,04 |
||||
65 |
d65 = d64 + 2Szк = 61,04+ 20,11 = 61,26 |
||||
66 |
d66 = d65 + 2Szк = 61,26 + 20,11= 61,48 |
||||
Круглые переходные зубья |
|
||||
67 |
d67 = d66 + 2Szк = 61,48 + 20,10 = 61,68 |
||||
68 |
d68 = d67 + 2Szк = 61,68 + 20,09 = 61,86 |
||||
69 |
d69 = d68 + 2Szк = 61,86 +20,09 =62,04 |
||||
Круглые калибрующие зубья |
|||||
70-74 |
d70-74 = 62,04 |
||||