

Содержание
1. Расчет и проектирование шлицевой протяжки…………………………………………..4
2. Описание конструкции и принципа работы автоматического патрона для протяжки с диаметром хвостовика 50 мм………………………………………………………………..18
3. Расчет и проектирование фасонного резца………………………………………………19
4. Выбор оборудования………………………………………………………………………27
5.Маршрутный технологический процесс изготовления детали 79150…………………..29
6. Описание конструкции державки фасонного резца……………………………………..32
7. Проектирование фасонной фрезы для обработки стружечной канавки зенкера..........33
8. Проектирование червячно-шлицевой фрезы……………………………………………..38
9. Описание конструкции и принципа работы многофункциональной инструментальной головки………………………………………………………………………………………...46
Список используемой литературы…………………………………………………………48
1. Расчет и проектирование шлицевой протяжки.
1.1Задание.
Выполнить расчет конструктивных размеров и геометрических параметров комбинированной протяжки для шлицевой поверхности детали
1.2Исходные данные к расчету.
Вариант

Материал детали: 40Х, НВ 180…190.
Режим работы станка: полуавтоматический.
Тип производства: массовый.
Материал шлицевой втулки и шероховатость обработанных поверхностей
Марка |
ГОСТ |
Твердость НВ |
Группа обрабатываемости материала (табл.3) |
Шероховатость Ra |
|
поверхности центрирования |
остальных |
||||
40Х |
2590-88 |
180…190 |
Л1 |
2,5 |
2,5 |
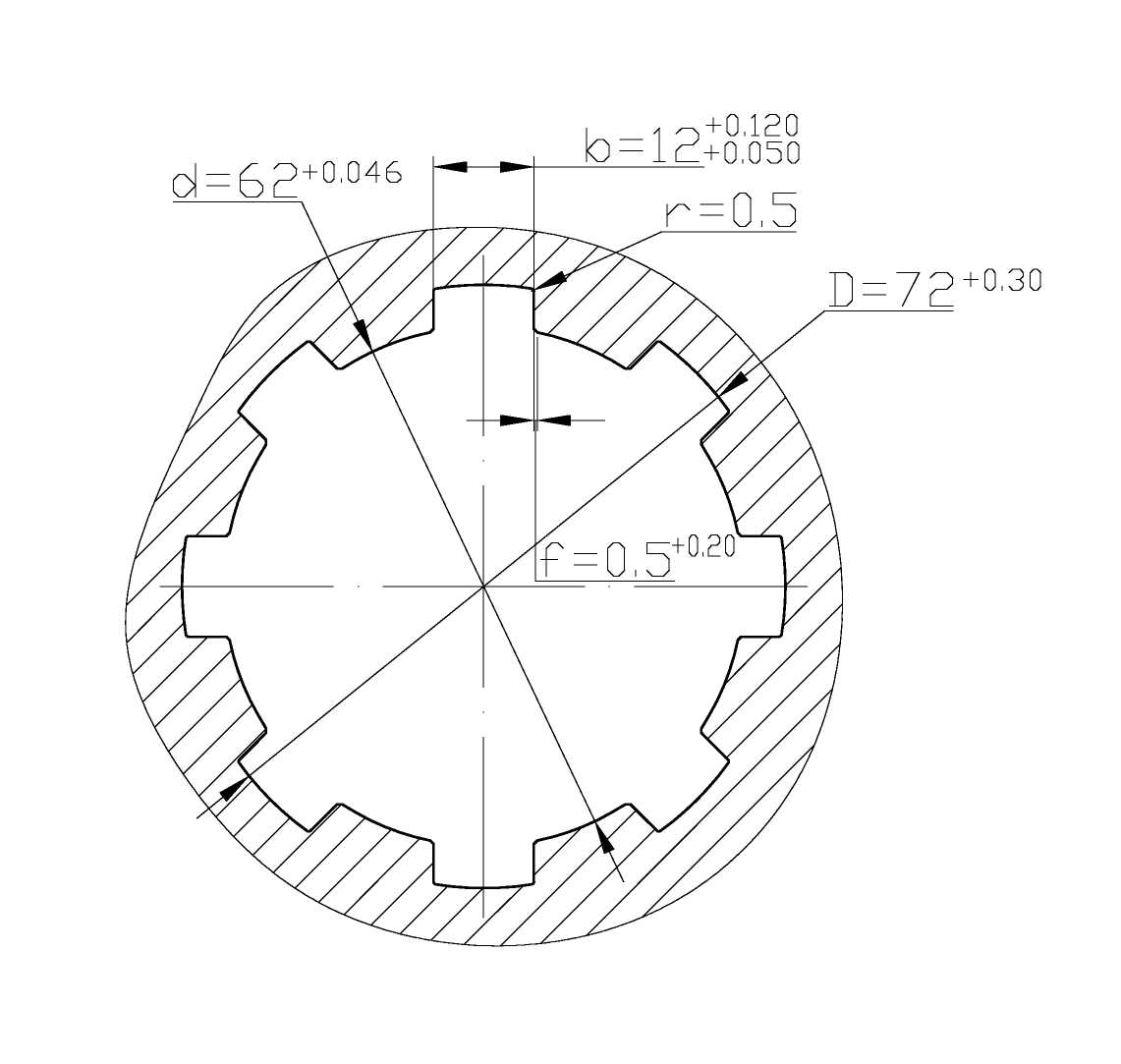
Эскиз шлицевой втулки:
 рис
1.
рис
1.
Размеры шлицевой втулки и их предельные отклонения, мм
Z |
d, мм |
D, мм |
b, мм |
f, мм |
lo, мм |
r, не более |
8 |
62+0,046 |
72+0,30 |
+0,120 12+0,050 |
0,5+0,20 |
65 |
0,5 |
1.3 Обоснование выбора комбинированной протяжки.
Протягивание втулки можно производить как обычными, так и комбинированными протяжками. Комбинированные протяжки объединяют в одном инструменте две (или более) простые (обычные) протяжки, предназначенные для обработки поверхностей различных типов.
Обработка шлицевой втулки комбинированной протяжкой дает следующие преимущества:
а) повышается точность обработки (одной протяжкой обрабатываются три вида поверхностей втулки);
б) повышается производительность обработки за счет объединения операции;
в) снижается себестоимость обработки за счет уменьшения расходов на инструмент, зарплату станочников и др.
Принятое решение: выбираем комбинированную протяжку.
1.4 Обоснование выбора схемы срезания припуска.
Комбинированные протяжки по схеме срезания припуска делятся на протяжки с одинарной схемой и протяжки с групповой схемой. При одинарной или обычной схеме срезания припуска каждый зуб срезает слой материала за счет превышения (подъема) высоты последующего зуба по отношению к предыдущему. При групповой (прогрессивной) схеме срезания припуска все зубья протяжки разделены на группы (секции) по два или более зуба, имеющих одинаковые размеры в пределах группы и срезающий слой за счет смещения режущего лезвия последующего зуба по отношению к предыдущему.
Преимущества групповой схемы срезания припуска:
а) для облегчения схода стружки по передней поверхности, ее размещения во впадине и удаления служат выкружки;
б) меньшая суммарная ширина среза позволяет назначать толщину срезаемого слоя 0,15...0,20 мм;
в) увеличение толщины срезаемого слоя понижает интенсивность роста удельной силы резания;
г) при работе "по черному" режущая кромка режет под коркой и меньше затупляется;
д) улучшены условия резания в уголках за счет вспомогательного заднего угла на вспомогательных кромках и уменьшение угла заострения;
е) стружка не имеет ребра жесткости и лучше сворачивается;
ж) сокращается длина протяжки и повышается ее стойкость в 2 раза.
В результате выбираем групповую схему срезания припуска для следующих секций протяжки:
- фасочная секция;
- шлицевая секция (шлицевая режущая и переходная части).
На остальных секциях: одинарная схема срезания припуска. Т.к. круглая секция идет последней и припуск под обработку уже разбит на части фасочной секцией.