

Самостійна робота 14
Монтаж електричних з‘єднань в гібридних интегральних схемах
Термокомпресорне зварювання
Внутрішній монтаж ІС включає операції по установці, закріпленню ІС в корпусі і виконанню внутрішніх електричних з'єднань. Внутрішні з'єднання контактних майданчиків здійснюються з виводами навісних елементів (у гібридних ІС) і з тонкими перехідними виводами, що йдуть до зовнішніх виводів, що виходять з корпусу (рис. 1.1, а).
Для внутрішніх з'єднань характерний зразкове стократне співвідношення товщини металевих тіл, що сполучаються: тяганина діаметром 50 мкм і плівки товщиною 0,5 мкм (рис. 1.1, б). Контактний майданчик розташований на ізоляційній або напівпровідниковій підкладці. Майдан контактного майданчика складає долі мм2. Для виконання таких з'єднань найбільш поширена термокомпресорне зварювання.
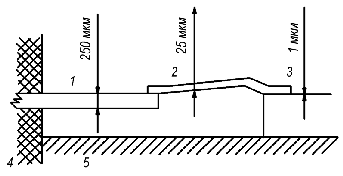
Рис. 1.1 Мікросхема всередині корпусу (а) і схематичне зображення контактного перехідного вузла (б): 1 – зовнішній вивід; 2 – внутрішній вивід (перемичка); 3 – контактний майданчик; 4 – ізолятор; 5 – основа корпусу .
Назва термокомпресорне зварювання, запропонованої в 1957 р., точно передає її суть: зварка тиском та з підігріванням. Вона передбачає протікання деформації в зоні з'єднання, що витісняє адсорбовані гази і дуже тонкі жирові і окисні плівки, внаслідок чого відбувається «схоплювання» стислих поверхонь. Області схоплювання виникають на ділянках, де можлива взаємодія між вільними електронами атомів тіл, що сполучаються, і утворення міжатомного зв'язку. Для цього необхідне подолання енергетичного бар'єру підвищенням енергії атомів. Підвищення енергії проводять нагрівом і пластичною деформацією. Чим вище температура, тим при меншому тиску зачинається зчеплення, оскільки полегшується руйнування окисних плівок. Твердість ковкого металу зволікання істотно зменшується, а твердість окисних плівок із зростанням температури міняється мало. При нагріві в результаті збільшення пластичності металу легше утворюються великі поверхні зіткнення і знімається руйнівна для шва внутрішня механічна напруга.
При термокомпресорному зварюванні метали нагріті до температури стану рекристалізації (відпалу) tп(≈400°C) або декілька вище, але на 20°С нижче найнижчої температури евтектики системи. При цій температурі зчеплення виникає при мінімальному навантаженні здавлення, якщо товщина окисної плівки нікчемно мала. У міру потовщення окисної плівки навантаження здавлення повинне зростати для руйнування і витискування осколків окисної плівки із зони контакту.
Термокомпресорно зварювані матеріали класифікують на три групи:
а) метали з хорошою взаємною дифузією в твердому стані і створюючі тверді розчини Au–Cu (володіють якнайкращими зварювальними властивостями);
б) матеріали, створюючі між собою низькотемпературні евтектики А1, – Si, Au – Si (володіють задовільнимизварювальними властивостями);
в) метали, взаємна дифузія яких приводить до утворення интерметаличних з'єднань і евтектик Au–Al, Al–Sn (володіють задовільними зварювальними властивостями лише при виконанні певних умов).
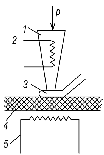
Рис. 1.2 Схема термокомпресії з підігріванням: 1 - робочий інструмент; 2 - підігрівач робочого інструменту; 3 - приєднувальний провідник; 4 - підкладка; 5 - підігрівач підкладки, встановлений на робочому столику [3].
При температурах вище tп спостерігаються процеси, залежні від часу: повзучість, рекристалізація, дифузія. Ці три процеси грають велику роль в утворенні термокомпресійної з'єднання, тому тривалість зварки впливає на міцність з'єднання.
Аналіз металографії зони доброякісного термокомпресорного з'єднання показує, що кордон між зварюваними металами досить чіткий, без помітної дифузії одного металу в іншій. Дифузійний процес має місце в дуже обмеженій області, оскільки невисока температура міста зварки і короткочасність недостатні для протікання глибокої дифузії. Основну роль в зміцненні з'єднання грають процеси повзучості і рекристалізації.
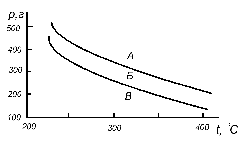
Рис. 1.3. Умови вибору тиску і температури при термокомпресії методом гарячої голки [3].
Як приклад розглянемо умови виконання термокомпресорного з'єднання золотих дротяних виводів діаметром 100 мкм із золото-хромовій плівкою на скляній підкладці (рис. 1.3). З'єднання, отримані в області Б, відрізняються хорошою якістю, їх зчеплення перевищує міцність на розрив зволікання. Деформація зволікання складає близько 50%. З'єднання, отримані в області А, спочатку характеризуються хорошим зчепленням. Але із-за вживання дуже високого тиску зволікання зазнає надлишкову деформацію, в результаті незабаром втрачає механічну міцність і руйнується безпосередньо біля контактного шва. З'єднання в області В, отримані при заниженій температурі і тиску, характеризуються слабким зчепленням.
Інструмент, яким здійснюють термокомпресорне з'єднання, є долотоподібною голкою, за допомогою якої притискують зволікання виводу до контактного майданчика на підкладці. Інструмент закріплений на важелі, рух якого від руки оператора регулюється пружиною. Жало інструменту має на кінці виступ, завдяки чому матеріал зволікання відтісняється при тиску по обидві сторони виступу (рис. 1.4). Найбільш важким при виконанні зварки є забезпечення точності установки тиснула. Тиск при термокомпресії складає близько 100 г при діаметрі контактного зволікання до 50 мкм, тривалість 1,5 сек. Майдан, займаний контактною зоною, дуже малий. Наприклад, при зволіканні 25 мкм майдан складає 150x30 мкм.
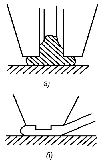
Рис. 1.4. Термокомпресорне формування: інструментом з капіляром (а) і з виступом (б) [3].
Жало має бути виконане з матеріалів, з якими не відбувається схоплювання при зварці: з твердого сплаву ВК-15, кераміки окислу берилія, молібдену. Метод термокомпресії вимагає ретельного контролю основних параметрів процесу: тиску, температури і часу зварки.
Міцність зварки оцінюється значеннями контрольного зусилля від 0,3 до 2,5 г, що додається уздовж осі зволікання і ще не викликає відривши. Наприклад, для зволікання діаметром 25 мкм при з'єднанні з товстим зовнішнім виводом типова величина контрольного зусилля складає 0,5 г .
Таблиця 1.1 Оптимальні режими термокомпресійного зварювання різних металів
Матеріал виводів |
Матеріал напівпровідника або покриття |
Температура нагрівання |
Питомій тиск 10-7 н/м2 |
Деформація % |
Година зварювання |
Au
|
Si |
|
|
|
|