

3.7 Выбор сварочных материалов.
Выбор сварочных материалов непосредственно вытекает из принятого способа сварки.
В зависимости от принятого способа сварки следует сделать и соответствующий выбор сварочных материалов:
Для ручной дуговой сварки - марку покрытого электрода;
Для автоматической и полуавтоматической под флюсом и электрошлаковой сварки - сварочную (электродную) проволоку и флюс;
Для аргонодуговой сварки - вольфрамовый неплавящийся электрод и аргон;
Для сварки в углекислом газе - сварочную проволоку и углекислый газ;
Порошковая проволока для механизированной сварки.
Для ручной дуговой сварки, из большого количества марок электродов, необходимо выбрать такую, которая, отвечала бы требуемому типу электрода (тип электрода указывают в Т.Т. или Т.У.).
Тип электрода и марка электрода не одно и тоже. Тип электрода регламентируется соответствующими стандартами (ГОСТ 9467-75, ГОСТ 10052-75), а марка электрода не регламентируется. Одному и тому же типу электрода могут соответствовать ряд отдельных марок электродов. Так например, типу электрода Э46 по ГОСТ 9467-75 отвечают марки электродов: АНО-4; ОЗС-4; РБУ-5; и др.
Согласно ГОСТ 9466-75, условные обозначения электродов для дуговой сварки и наплавке сталей представляет собой:
Например: Э42А - УОНИ-13/45 - 5.0 - УДЗ
Е412(5)-Б20
В её числителе записаны тип электрода (Э42Л), его марка (УОНИ), диаметр (5,0 мм) и группа из двух букв и цифры (УДЗ).
Первая буква этой группы (У) указывает назначение электрода, вторая (Д) - толщину покрытия, цифра (3) - группу электродов по качеству изготовления. В знаменателе приведены буква «Е» (электрод) группа индексов характеризующая металл шва 41 2 (5) и группа из одной буквы и двух цифр (Б20). Буква (Б) обозначает вид покрытия, первая цифра (2) - допустимы пространственные положения при сварке, вторая цифра (0) - требование к электропитанию дуги.
Типы электродов и расшифровка индексов металла шва зависят от группы электродов по назначению.
Шифры групп назначения электродов: У - для конструкционных сталей с временным сопротивлением 5В< 600 МПа (60 кгс/мм ), Л для легированных конструкционных сталей 8В< 600 МПа (60 кгс/мм ), Т - для теплоустойчивых легированных сталей, В - для высоколегированных сталей Н - для наплавки.
Обозначение толщины покрытия: М - тонкое, С - среднее, Д - толстое. Г
- особо толстое.
По качеству изготовления электроды подразделяют на группы 1, 2 и 3. Требования к качеству растут от группы 1 к группе 3.
Обозначения видов покрытий А - кислое, Б - основное Р - рутиловое, Ц
- целлюлозное, П - прочие виды, Ж - с содержанием в покрытии > 20%' железного порошка, 2 буквы - покрытие смешанного типа.
Допустимые пространственные положения при сварке обозначаю следующим образом 1 - все положения, 2 - кроме вертикального с верху вниз, 3 - кроме вертикального сверху вниз и потолочного, 4 - только нижнее.
Ниже проведены обозначение требований к электропитанию дуги:
Постоянный ток, полярность:
любая |
— |
1 |
4 |
7 |
прямая |
— |
2 |
5 |
8 |
обратная |
0 |
3 |
6 |
9 |
Переменный ток напряжение холостого хода, В. |
Неприменим |
50 |
70 |
90 |
Таблица 3.1. Типы электродов для дуговой сварки конструкционных сталей механические свойства металла шва.
Тип электрода *1 |
σ,% |
KCU*2 МДж/м2 |
Тип электрода 1 |
σ,% |
кси*2 МДж/м2 |
Э38 |
14 |
о,з |
Э55 |
20 |
1,2 |
Э42 |
18 |
0,8 |
Э60 |
18 |
1,0 |
Э42А |
22 |
1,5 |
Э70 |
14 |
0,6 |
Э46 |
18 |
0,8 |
Э85 |
12 |
0,5 |
Э46А |
22 |
1,4 |
3100 |
10 |
0,5 |
Э50 |
16 |
0,7 |
Э125 |
8 |
0,4 |
Э50А |
20 |
1,3 |
Э150 |
6 |
0,4 |
*1. Число в обозначении типа электрода соответствует 5В по (ГОСТ 9466-75) в килограммах - сила на квадратный миллиметр. Механические свойства для электродов типов Э38-Э60. установлены в состоянии после сварки, а для электродов типов Э70-Э150 - после термообработки согласно техническим условиям на конкретные марки электродов.
*2. KCU - ударная вязкость по ГОСТ 9454-78.
Электроды для сварки конструкционных сталей согласно ГОСТ 9467-75 подразделяют на типы механическим свойствам шва при нормальной температуре (см. табл. З.1.). В индексе металла шва в условном обозначении электрода для сварки стали с 5В< 600 МПа (60 кгс/мм2) цифры расшифровываются следующим образом, первые две - временное сопротивление разрыву 8В, третья обозначает одновременно относительное удлинение 5 и критическую температуру хрупкости Тх.
Таким образом, приведённое выше условное обозначение электрода марки У ОНИ-13/45, можно расшифровать следующим образом: Э42А - тип электрода; У ОНИ-13/45 - марка; 5,0 - диаметр, мм; У - электрод для сварки углеродистых сталей с относительным удлинением - 5В< 600 МПа (60 кгс/мм2); Д - покрытие толстое, 3 - третья группа по качеству изготовления;
41 - бВ > 410 МПа; 2 - 5 > 22%; (5) - Тх = -40°С; Б - покрытие основное, 2 -сварка возможна во всех положениях, кроме вертикального сверху вниз; О - сваривать только постоянным током обратной полярности.
Путём сравнения следует выбрать наиболее приемлемую марку электрода для данного способа сварки и дать её краткую характеристику (назначение, род тока и полярность, положение сварки, диаметр электрода, коэф. наплавки, механические свойства металла шва и сварочного соединения, т.е. основные паспортные данные).
)
Таблица 3.2 Стальная проволока для сварки под флюсом (по ГОСТ 2246-70)
Проволока. |
Марка проволоки. |
Низкоуглеродистая |
Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10Га, Св-10Г2. |
Легированная |
Св-08ГС, Св-12ГС, Св-08Г2С, Св-10ГН Св-08ГСМТ, |
Св-15ГСТЮЩА, Св-20ГСТЮА, Св-18ХГС, Св-10НМА, Св-08МХ, |
|
Св-08ХМ, Св-18ХМА, Св-08ХНМ, Св-08ХМФА, Св-10ХМФТ, |
|
Св-08ХТ2С, Св-08ХТСМА, СВ-10Х12СМА, Св-08ХТСМФА, |
|
Св-13Х2МФТ, Св-04Х2МА, Св-08ХМНФБА, Св-08ХН2М, |
|
Св-10ХН2ГМТ, Св-08ХЗГ2СН, Св-08ХН21МТА, Св-08ХН21МЮ, |
|
Св-08ХН2ГСМО, Св-10Х5М, |
|
Высоколегированная |
Св-12Х11НМФ, Св-10ХПНВМФ, Св-12Х13, Св-20Х13, |
Св-06Х14, Св-10Х17Т, Св-13Х25Т, Св-01Х19Н9, Св-04Х19Н9, |
|
Св-08Х16Н8М2, Св-08Х18Н8Г2Б, Св-07Х18Н9ТЮ, |
|
Св-05Х19Н9ФЗС2, Св-07Х19Н10Б, Св-08Х19Н10Г2Б, |
|
Св-06Х19НТОМЗТ, Св-08Х19Н10МЗБ, Св-04Х19Н11МЗ, |
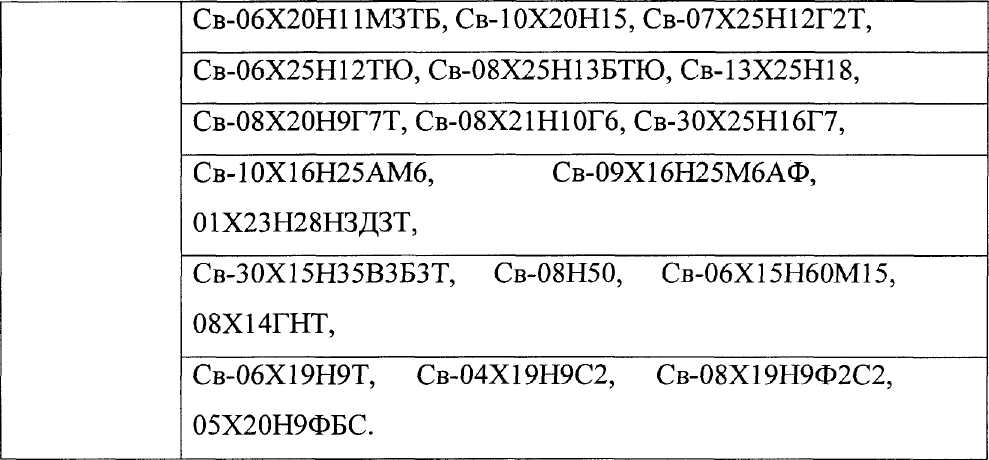
Примечание: В марках проволоки буквы «Св» означают «сварочная», после дефиса указан состав стали (обозначения см. в гл. 2.). В проволоке Св-08АА содержание серы и фосфора ещё ниже чем в Св-08А.
По специальному заказу изготовляют проволоку из стали, выплавленной в вакуумно-индукционных печах (ВИ), подвергнутой электрошлаковому (ТТТ) и вакуумно-дуговому (ВД) переплаву. Поверхность низкоуглеродистой и легированной проволоки может быть омедненной (О). Шифры этих дополнительных требований, приведены в скобках, указывают в марке проволоки после состава стали. Флюсы для дуговой сварки углеродистых и низколегированных сталей (по ГОСТ 9097-81)
Таблица 3.3.
Марка флюса |
Характеристика |
|
Высококремнистые высокомарганцовистые флюсы. |
||
АН-348-А, АН-348-АМ. |
Стекловидный флюс общего назначения с хорошими сварочными свойствами. Широко используется в машиностроении, вагоностроении, строительстве. Буква «М» в конце марки означает «мелкий». |
|
АН-348-В, |
Флюс немного отличается от флюса АН-348-Апо составу |
|
АН-348-ВМ. |
(часть оксида марганца заменена оксидом титана), а так же по технологии выплавки. Это способствует повышению качества сварных швов. |
|
ОСЦ-45, ОСЦ-45М. |
Широко используемый стекловидный флюс общего назначения. |
|
ПродолжениеТаблицы 3.3.
АН-60. |
Пемзовидный флюс для сварки с большой скоростью используется при производстве труб и в строительстве. |
ФЦ-9. |
стекловидный флюс, при работе с которым выделяется мало фторидных газов, поэтому его используют при полуавтоматической сварке. |
ФЦ-6. |
Стекловидный флюс, используемый на котельных заводах для многопроходной сварки кольцевых швов проволокой диаметром 4-6 мм. |
АНК-35. |
Керамический флюс для сварки низкоуглеродистых сталей, плохо очищенных от ржавчины. |
АНК-3. |
Керамический флюс (добавка), подмешиваемый к плавленым флюсам в количестве 5-15% для повышения стойкости швов к образованию пор из-за наличия ржавчины, окалины и других загрязнений. |
Низкокремнистые слабоокислительные флюсы. |
|
АН-10, АН-22. |
При использовании АН-10 в шве снижается содержание кремния и повышается содержание марганца по сравнению с их содержанием в основном металле. Прочность и пластичность швов достаточно велики, но ударная вязкость невысокая. |
АН-42 |
Плавленый флюс с повышенным содержанием глинозёма предназначен для сварки низко- и среднелегированных сталей, применяемых в судостроении. Сварочные свойства флюса и механические свойства шва удовлетворительные. |
АН-15, АН-15М. |
Плавленый флюс, разработанный для сварки сталей типа 30ХГСА, обеспечивает меньшее содержание фосфора в шве, |
|
чем флюсы АН-42 и АН-22. При сварке проволокой Св-18ХМА критическая температура хрупкости шва ниже -70°С. Недостатки АН-15: плохое формирование швов, особенно кольцевых на трубах; шлак отделяется с трудом. |
Продолжение Таблицы 3.3
ФЦ-19. |
Плавленый флюс, не содержащий оксидов марганца, предназначенный для многослойной сварки низколегированных безмарганцевых сталей. |
АН-37П. |
Плавленый пемз обидный флюс для односторонней сварки стыков на скользящем водоохлаждаемом ползуне, обеспечивает хорошее формировании и требуемые механические свойства шва. |
АН-47. |
Стекловидный флюс, содержащий оксиды титана и циркония, позволяют существенно снизить количество неметаллических включений в шве. |
АН-65. |
Стекловидный или полупемзовидный флюс для сварки труб с большой скоростью. Он более пригоден для сварки узких швов, чем флюс АН-60. |
АНК-30. |
Керамический флюс легирующий шов молибденом и кремнием, предназначен для сварки металлоконструкций из низколегированных высокопрочных сталей. |
АНК-16. |
Керамический флюс алюминатного типа, отличается самопроизвольной отделимостью шлаковой корки, что важно при сварке в глубокой разделке. |
АНК-47 |
Керамический флюс алюминатно-основного типа по технологическим свойствам превосходит АНК-30 и обеспечивает высокую ударную вязкость металла швов при -70°С. Рекомендуется использовать вместо АНК-30. |
Плавленые низкокремнистые окислительные флюсы. |
|
АН-17, АН-17М, |
Флюсы для сварки низколегированных высокопрочных сталей, содержат оксиды железа, препятствующие переходы кремния |
АН-43. |
и марганца из флюса в шов. |
Продолжение Таблицы 3.3
НФ-18М. |
Флюс для сварки корпусов ядерных реакторов из Стали 15Х2НМФА и др. низколегированных сталей в энергетическом машиностроении. |
Флюсы для дуговой сварки средне- и высоколегированных сталей. |
|
АН-26. |
Плавленый низкокремнистый флюс, широко применяемый для сварки высоколегированных сталей имеет 3 разновидности: АН-26С - стекловидный; АН-26П - пемзовидный; АН-26СП -смесь зёрен стекловидного и пемзовидного строения. |
АВ-4, АВ-5. |
Плавленые безмарганцевые флюсы для сварки среднелегированных, высокопрочных сталей (5В > 900МПа). Флюс АВ-4 -бескремнистый, Флюс АВ-5 - низкокремнистый слабоокислительный. |
АН-30, ОФ-6. |
Бескремнистые плавленые флюсы, разработанные для наплавки. |
ОФ-10. |
Пемзовидный низкокремнистый флюс так же разработан для наплавки. Флюс ОФ-10, как ОФ-6, применяют для сварки аустенитных сталей в нижнем положении. |
ФЦ-17. |
Низкокремнистый плавленый флюс для сварки высоколегированных аустенитных сталей, более технологичный, чем флюс ОФ-10 и ОФ-6. При сварке в горизонтальном положении уменьшается опасность образования горячих трещин. |
ФЦК, ФЦК-6. |
Керамические флюсы на основе плавикового шпата и глинозёма, предназначенные для сварки высоколегированных аустенитных сталей, содержащих и легко окисляющиеся элементы. |
ФЦЛ-2. |
Плавленый низкокремнистый флюс, разработанный для сварки сталей аустенитно-ферритного класса, применяется и для сварки стали 08X18Н9Т. |
АН-18. |
Сильноокислительный низкокремнистый плавленый флюс |
Продолжение Таблицы 3.3
|
предназначен для сварки аустенитных сталей типа 0Х23Н28МЗДЗТ проволокой такого же состава, как состав основного металла. Флюс обеспечивает высокую стойкость шва к образованию горячих тещин, поэтому можно вести сварку при увеличенной погонной энергии. АН-45. Низкокремнистый безмарганцевый плавленый флюс для сварки азотосодержащих коррозионно-стойких сталей, пригоден и для сварки высоколегированных хромоникелевых сталей. |
АН-45.
|
Низкокремнистый безмарганцевый плавленый флюс для сварки азотосодержащих коррозионно-стойких сталей, пригоден и для сварки высоколегированных хромоникелевых сталей.
|