

5.8. Научная организация труда (нот).
Организация труда - важное звено организации производства сварных конструкций. Объектом её является непосредственно живой труд, затрачиваемый на всех стадиях, начиная от проектирования и заканчивая эксплуатацией машин и оборудования, в которые входят эти конструкции. В современных условиях научной надо считать такую организацию труда, которая основывается на достижениях науки и передового опыта, систематически внедряемых в производство, позволяет наилучшим образом соединить технику и людей в едином производственном процессе, обеспечивает эффективное использование материальных и трудовых ресурсов, непрерывное повышение производительности труда, способствует сохранению здоровья человека, постепенному превращением труда в первую жизненную потребность. Из этого определения следует что НОТ призвано решать экономическую, психофизиологическую и социальную задачи.
Экономическая задача состоит в обеспечении наиболее эффективного использования техники, трудовых материальных ресурсов и систематического роста производительности труда.
Психофизиологическая задача состоит в создании наиболее благоприятных производственных условий, обеспечивающих сохранение в процессе труда здоровья и повышение работоспособности человека; изучение физиологических основ различных видов физического и умственного труда, всестороннее использование законов физиологии и психологии при совершенствовании трудовых процессов.
Социальная задача - это воспитание в процессе труда нового человека, расширение реальных возможностей для определения им своих творческих сил, способности и дарований для всестороннего развития личности; превращение труда в первую жизненную потребность.
Оказание задачи НОТ представляет собой единую комплексную задачу, успешное решение которое предопределяется глубоким изучение и качественным решением каждой частной задачи.
Качественное изменение содержание НОТ состоят в оптимизации проблем, относящихся к НОТ; сосредоточение внимания преимущественно на вопросах организации живого труда. Последнее объясняется
Во-первых, возросшим многообразием сложностью технических и организационных проблем, обусловивших необходимость самостоятельной дифференцированной их разработки с применением специфичных методов исследований;
Во-вторых, повышением роли человека как главный производительной силой общества, научной организации труда наращивании темпов выпуска новых прогрессивных видов промышленной продукции.
Существенное влияние на научную организацию труда оказывают совершенствование оборудования, оснастки, технологических процессов, методов организации производства. Поэтому результаты по их усовершенствованию должны учитываться при разработке мероприятий по НОТ и использоваться для успешной их реализации. Тесная взаимосвязь существуют между НОТ и методами управления. Она выражается, например, в определении функций управленческого персонала форм разделении и кооперировании труда в пределах его с учётом применяемой на предприятии системы управления.
Следовательно, содержание НОТ определяется не только сложностью и характером задач, непосредственно решаемых ею, но и составом реализуемых мероприятий, обусловленных функциональными связями НОТ с остальными элементами организации производства.
Основой развития и совершенствования НОТ являются:
а) научные положения экономических наук, используемые для разработки рациональных методов организации труда, действенных форм материального стимулирования работников за высокие трудовые показатели, способов наилучшего сочетания личных, коллективных и общественных интересов;
б) научные разработки технических наук, находящие отражение совершенствования трудовых процессов и качественного изменения их за счёт применения автоматических управляемых систем машин и оборудования,
прогрессивных моделей промышленных роботов, механизированных манипуляторов и кантователей, прогрессивных технологических процессов и тд.;
в) прогрессивные принципы организации производственных процессов, способствующие совершенствованию форм разделения и кооперации труда, повышением его производительности; достижению эффективного использования оборудования, производственных площадей и материальных ресурсов, а так же высокого уровня специализации и ритмичности производства, конструктивной и технологической унификации изготовляемой продукции;
г) достижения биологических наук для разработки мероприятий, облегчающих труд, повышающих его полезность и благоприятность для человеческого организма; улучшающих санитарно-гигиенические, психофизические и эстетические условия труда.
Внедрении НОТ в производства сварных конструкций, машин и оборудования из сварных элементов осуществляется последующим основным направлением: совершенствования форм разделения и кооперации труда; и расширение многостаночного обслуживания; улучшение организации рабочих мест и их обслуживания, морального стимулирования труда, нормирование труда; укрепление трудовой дисциплины.
Разработка и внедрение рациональных форм разделения и кооперации труда — важные пути повышения его производительности, достижение полной загрузки и использование производственных мощностей машин и оборудования.
Основной формой коллективного труда в производстве сварных конструкций являются производственные бригады. Каждая из них представляет собой первичный трудовой коллектив работников, совместно выполняющих плановое задание и несущих индивидуальную и коллективную ответственность за результаты свое труда.
В зависимости от характера выполняемых технологических процессов и профессионального состава рабочих производственной бригады подразделяются на специализированные и комплексные.
Специализированные бригады состоят обычно из рабочих одной профессии, выполняющих однородные технологические операции по одному наряду в одну смену: бригада разметчиков, резчиков, вальцовщиков, автосварщиков и тд. Эти бригады создаются чаще всего для выполнения ручных и не полностью механизированных работ, когда операционная, функциональная и квалификационное разделение труда лежащее в основе организации этих бригад, обеспечивает достаточную загрузку исполнителей узкоспециализированной работой. Специализированные бригады при стабильных производственных условиях характеризуются сравнительно высокой производительностью труда. В единичном и мелкосерийном производстве сварных конструкций неравномерная загрузка рабочих мест бригады не позволяет достичь высоких показателей. Специализированные бригады из операторов и наладчиков или только из наладчиков находят широкое применение при изготовлении сварных конструкций на автоматических линиях.
Комплексные бригады комплектуют из рабочих различных профессий, выполняющих технологически разнородные работы, но взаимосвязаны между собой. Например, бригада, состоящая из 3 разметчиков, 2 резчиков, 2 вальцовщиков, 5 слесарей-сборщиков и 3 сварщиков, изготовляет сварную цилиндрическую конструкцию. Комплексные бригады создаются преимущественно на участках с предметной или подетальной специализацией, где достижение наибольшей эффективности труда требует согласованности действий рабочих разных профессий. На участках с технологической специализацией часто предпочтение отдаётся специализированным бригадам, позволяющим повысить эффективность труда в результате согласования действий рабочих одной профессии. Комплексные бригады целесообразны так же в сварочных цехах с комплексно-механизированным и автоматизированным производством.
В зависимости от периода работы исполнителей комплексные и специализированные бригады могут быть сменными и суточными (сквозными). В первом случае вся бригада работает в одной смене, во-втором - в разных сменах по единому наряду.
Сквозные бригады являются более эффективной формой организации труда, чем сменные, так как при работе сквозных бригад снижаются потери рабочего времени при передаче смен и уменьшается подготовительно-заключительное время, возрастает ответственность рабочих за своевременное и качественное выполнение планового задания, за состояние и использование оборудования и оснастки, за экономию материалов, энергии и др. ресурсов; резко сокращается производственный цикл сварных конструкций; повышается уровень использования производственных площадей.
Рациональная численность сквозных бригад для этих условий, по данным исследований и опыту, должна составлять 20-30 чел.
Эффективна работа бригады по единому наряду. Эта форма организации труда представляет собой развитие хозяйственного расчёта низовых звеньев производства, сварных конструкций на основе НОТ и широкого участия трудового коллектива управлении. Цель организации работы по единому наряду - повышение производительности труда; лучшее использование оборудования, производственных площадей, материальных ресурсов; сокращение текучести кадров; повышение ответственности работников за результаты труда и качества продукции, уменьшение цикла её изготовления.
Особенность рассматриваемой формы организации труда состоит в том, что все члены производственной бригады работают на единый наряд. Бригады являются, как правило, комплексно-сквозными и в зависимости от особенностей производства сварных конструкций могут состоять (в разных комбинациях) из основных рабочих, цеховых технологов, слесарей-инструментальщиков и рабочих по сборке приспособлений, транспортных рабочих, наладчиков оборудования и слесарей по его обслуживанию, нормировщиков и работников отдела НОТ, т.е. в бригаду входят все исполнители, от которых зависит конечный результат её работы.
К предпосылкам эффективной работы по единому наряду могут быть отнесены:
правильное комплектование плановых заданий бригадам, исходя из полной и равномерной загрузке работников в течении планируемого периода;
тщательная инженерная подготовка производства сварных конструкций; полная законченность технической документации;
создание прогрессивной нормативной базы с комплектованием сборников, нормативных карт по изготовляемым объектам, работ и вариантам их выполнения;
комплектное и своевременное обеспечение бригад средствами механизации, приспособлениями, инструментом, материалами, заготовками, деталями и др. элементами сварных конструкций;
наличие руководящих и методических материалов по доведению плановых показателей до бригад, по оценке работы, коллективов бригад и их материальному стимулированию; по созданию советов бригад и советов бригадиров.
При организации труда по единому наряду необходимо соблюдать следующие требования:
закрепление за бригадами производственных площадей, оборудования и оснастки, за состояние и использование которых несут ответственность работники бригад;
создание в бригадах для управления коллективами работников и организации всей их работы советов бригад, связанных с непосредственно советами бригадиров цехов и заводским советом бригадиров; им предоставлено право утверждать коэффициент трудового участия для распределения премии и сдельного приработка (для сдельщиков) внутри бригады;
все бригады работающие по единому наряду должны быть хозрасчётными;
<<6. ><Экономическая ><часть.>
<В ><этой ><части ><дипломного ><проекта ><учащийся ><должен ><произвести ><полный ><расчёт ><сметы ><затрат ><на ><производство ><изделий ><составить ><калькуляцию ><услов><ной ><продукции, ><определить ><сумму ><экономии ><от ><снижения ><затрат ><на ><произ><водство ><продукции, ><определить ><технико-экономические ><показатели ><работы ><сварочного ><участка.>
<6.1. ><Смета ><затрат ><на ><производство.>
<Смета ><затрат ><на ><производство ><по ><экономическим ><элементам ><определяет ><общую ><сумму ><затрат ><участка ><и ><обеспечивает ><увязку ><плана ><себестоимости ><с ><другими ><разделами ><плана ><цеха ><(участка). ><В ><смету ><затрат ><на ><производство ><входят ><все ><расходы ><основного ><и ><вспомогательного ><производств, ><связанные ><с ><выпуском ><и ><реализации ><продукции.>
<6.1.1. ><Расчёт >< ><стоимости ><основного ><><материала.>
<Расчёт ><суммы ><затрат ><на ><основные ><материалы ><на ><сварной ><узел ><произво><дится ><по ><формуле:>
<Зм=k*Qз*Цмат.-Qотх.*Цотх. >< >< ><(6.1)
><где ><Зм ><- ><затраты ><на ><основные ><материалы ><в ><руб.>
k – коэффициент учитывающий ТЗО
<Qз ><- ><вес ><заготовки ><или ><норма ><расхода ><материала ><в ><кг. ><Qotx ><— ><вес ><возвратных ><отходов ><в ><кг. ><Цмат ><- ><цена ><1 ><кг. ><материала ><в ><руб. ><Цотх ><- ><цена ><1 ><кг. ><отходов ><в ><руб.>
<Потребность ><в ><основном ><материале ><(листах, ><профильном ><прокате) ><опре><деляется ><на ><основании ><чертежей ><и ><спецификаций ><на ><проектируемые ><изделия.>
<<Величина ><отходов ><не ><должна ><превышать ><следующих ><данных:>
<лист ><- ><4-8% ><от ><веса ><детали.>
<полосы ><и ><уголки ><- ><4-6% ><от ><веса ><детали.>
<трубы ><круглые ><и ><квадратные ><прутки ><- ><2-4%.>
<швеллеры, ><тавры ><и ><двутавры ><— ><3-5% ><от ><веса ><детали.>
<прочие ><виды ><проката ><- ><2-3% ><от ><веса ><детали.>
<Вес ><отходов ><можно ><определить ><путём ><вычитания ><из ><нормы ><расходов ><(чёрного ><веса ><узла) ><чистого ><веса ><деталей ><узла. ><Потребность ><в ><деталях ><и ><по><луфабрикатах ><поступающих ><в ><сборочно-сварочный ><цех ><из ><других ><цехов ><предприятий ><или ><заводского ><склада, ><определяется ><на ><основании ><специфика><ции, ><приложенных ><к ><чертежу ><изделия.>
<><Расчёт ><затрат ><на ><основные ><материалы ><производится ><в ><таблице ><стр 11 т.9> >
<<В ><нашем ><примере:
<Расчёт ><затрат ><на ><основные ><материалы.>
>
<Мо=2,6087* ><100000-260870 ><руб.>
6.<><><1.2. ><Расчёт стоимости вспомогательного ><><материала>
<В ><сварочных ><цехах ><для ><технических ><нужд ><используются ><такие ><вспомога><тельные ><материалы ><как: ><флюсы, ><защитные ><и ><горючие ><газы, ><кислород, ><раз- ><личные ><виды ><электродов, ><сварочная ><проволока, сжатый воздух для пневматических устройств.>
<а) ><определяем ><вес ><наплавленного ><металла.>
Расход вспомогательных материалов из п
Расчет потребности и стоимости вспомогательных материалов производим в таблице стр 14<>
<<Потребность ><в ><электродах ><и ><сварочной ><проволоки ><для ><укрупнённых ><рас><чётов ><определяется ><исходя ><из ><веса ><наплавленного ><металла, ><величину ><которо><го ><находят ><на ><основе ><чертежей ><расчётным ><путём ><по ><формуле:>
<q><H><.м=Fн*1*j ><где ><q><H.M><.><— ><вес ><наплавленного ><металла.>
<Fh ><- ><площадь ><сечения ><сварочного ><шва, ><которая ><находится ><по ><формулам, ><приведённым>
<в ><справочнике ><нормировщика ><(в ><см><2><)>
<1 ><- ><длинна ><шва ><в ><см ><(определяется ><по ><чертежу)>
<j ><- ><плотность ><в ><г/см><3>< ><для ><стали ><= ><7,8>
<Определяем ><вес ><наплавленного ><металла ><на ><программу>
<Gн.><><><м><=qн.м*N >< >< ><(6,3)
><где ><qн.м><><><- ><вес ><наплавленного ><металла ><на ><1 ><изделие.
><N ><- ><программа ><выпуска. ><В ><нашем ><примере:>
<Fhi= ><0.527 ><см><2><; ><11=8,6мм=0,86 ><см>
<Fh><2><= ><0,13 ><см><2><; ><1><2><=18мм=1,8 ><см>
<q><H><.><Ml><= ><0,527*0,86*7,8= ><3,535116 ><г.>
<q><H><.><M2><= ><0,13*1,8*7,8= ><1,8252 ><г.>
<q><HM><=5,360316r. ><Вес ><наплавляемого ><металла ><на ><программу:>
<G><н.м><=5,3603><16* ><100000=536031,6г=536,03 ><кг.>
<б) ><расчёт ><стоимости ><электродного ><материала>
<Требуемое ><количество ><электродного ><материала ><(электродов ><и ><проволо><ки) ><q><3>< ><определяется ><умножением ><веса ><наплавленного ><металла ><q><H><.><M>< ><на ><коэффи><циенты ><расходов ><этих ><материалов ><Км, ><которые ><учитываю ><вес ><обмазки ><и ><по><тери ><на ><угар, ><разбрызгивание ><и ><неиспользованные ><остатки ><(огарки).>
<Расчёт ><ведётся ><по ><формуле: ><на ><единицу ><продукции:
q><3><=q><H><.><M><*KM >< >< ><(6,4) ><><q><3>< ><- ><количество ><электродного ><материала. ><Км ><- ><коэффициент ><расхода ><материала. Для ><расчёта ><расхода ><электродного ><материала ><рекомендуется ><пользовать><ся ><приведёнными ><ниже ><укрупнёнными ><нормативами, ><отнесёнными ><на ><1 ><кг ><наплавленного ><металла.>
>
<<>
<См. ><таблицу ><6.2.><Стоимость ><электродного ><материала ><рассчитывается ><по ><формуле:>
<Сэ=Цэ*>qэ<>< ><(6.5) ><где ><Цэ ><- ><цена ><1 ><кг ><электродного ><материала ><(берётся ><из ><прейскурантов ><№ ><01-05 ><и ><№02-04).>
<Стоимость ><электродного ><материала ><на ><программу ><рассчитывается ><по>
<формуле:>
<Cэ=Цэ*qэ*N ><руб. >< >< ><(6.6)>
<<В ><нашем ><примере ><при ><сварке ><используется ><сварочная ><проволока ><для ><по><луавтоматической ><сварке ><в ><среде ><защитного ><газа. ><Расчёт ><количества ><прово><локи ><ведётся ><по ><формуле:>
<q><3><=q><H><.><M><*Kм=0,005360316*l,><1=0,005896 ><кг. ><Стоимость ><проволоки ><на ><программу.>
<Сэ=0,16*0,005896*100000=94,34руб. ><Расход ><электродного ><материала ><при ><контактной ><сварке ><зависит ><от ><коли><чества ><произведённых ><сварок ><и ><можно ><определить ><по ><данным ><таблицы ><6.3.>
<Таблица ><6.3.>
<№№ ><пп.> |
<Способ ><сварки.> |
<Размеры ><свари><ваемых ><деталей.> |
<Единицы ><изме><рения ><удельно><го ><расхода ><электродов ><в ><г.> |
<Удельный ><расход> <электродов> |
<1> |
<Стыковая> |
< ><— ><■ ><—ч ><—> <Сечение ><мм ><250 ><700 ><2000> |
<на ><1000 ><стыков> |
<24-30> <56-67> <140-170> |
<2> |
<Точечная> |
<Суммарная> <толщина ><в ><мм> <менее ><3 ><мм> <более ><3 ><мм> |
<на ><1000 ><точек> |
<10-27 ><15-35> |
<3> |
<Роликовая> |
<Суммарная ><толщина> <до ><4 ><мм> |
<на ><1000 ><мм ><шва> |
<7-9> |
<В ><нашем ><примере ><нужно ><сварить ><290 ><точек ><(из ><тех. ><процесса), ><поэтому>
<на ><сварку ><одного ><изделия ><при ><суммарной ><толщине ><4 ><мм ><удельный ><расход ><принимают ><20 ><г. ><на ><1000 ><точек.>
<>
<<q><3><.><K><=(290*20)/l><000=5,8><г><=0,0058><кг.
><Стоимость ><на ><программу>
<Сэк-0,252*0.00580*100000=146,16руб.>
<Расход ><неплавящихся ><(вольфрамовых) ><электродов ><(диаметр ><2-4 ><мм) ><со><ставляет ><примерно ><0,042 ><г ><на ><1 ><м ><шва.>
<в) ><Расчёт ><стоимости ><флюса.>
<Расход ><сварочных ><флюсов ><определяется ><в ><зависимости ><от ><расхода ><сва><рочной ><(электродной) ><проволоки ><по ><формуле:>
<q><Ф><=д><э><*Кф >< >< ><(6,7)
><где ><qф ><- ><требуемое ><количество ><флюса ><на ><одну ><сварную ><конструкцию ><в ><кг.>
<q><3>< ><- ><расход ><сварной ><(электродной) ><проволоки ><на ><одну ><сварную ><кон><струкцию ><в ><кг.>
<Кф ><- ><коэффициент ><расхода ><флюса. ><Ниже ><приведены ><коэффициенты ><расхода ><флюса ><Кф ><в ><зависимости ><от ><способа ><сварки:>
<автоматическая ><под ><флюсом ><1,1-1,3>
<полуавтоматическая ><под ><флюсом ><1,2-><1><,4>
<сварка ><электрозаклепами ><2,7-3,0>
<электрошлаковая ><0,05-0,1>
<Расчёт ><сварочного ><флюса ><на ><программу:>
<Gф=q><Ф><*N >< ><(6,8)
><где ><Gф ><- ><расход ><флюса ><на ><программу.>
<Расчёт ><стоимости ><флюса ><зависит ><от ><количества ><флюса ><идущего ><на ><свар><ную ><конструкцию ><и ><цены ><флюса>
<Сф=Цф*Gф.руб. >< >< ><(6,9)>
>
<<где ><Сф ><- ><стоимость ><флюса ><в ><руб.>
<Цф ><- ><цена ><одного ><кг. ><флюса ><(берётся ><из ><прейскуранта ><№ ><01-05) ><г) ><Расчёт ><стоимости ><защитного ><газа.>
<Расчёт ><количества ><защитных ><и ><горючих ><газов ><при ><электродуговой ><и ><га><зовой ><сварке ><в ><дм ></сек. ><в ><зависимости ><от ><способа ><составляет:>
<Таблица ><6.4.>
<Газы ><и ><способы ><сварки> |
<Расход ><в> <дм><3></сек> |
<Аргон ><при ><ручной ><сварке ><неплавящимся ><электродом> |
<0,05-0,4> |
<Аргон ><при >< ><автоматической >< ><сварке >< ><нержавеющих >< ><сталей ><толщиной ><1-1,5 ><мм> |
<0,05-0,08> |
<Аргон ><при ><автоматической ><сварке ><неплавящимся ><электро><дом ><титана ><толщиной ><0,8-1,3 ><мм ><присадочной ><проволокой ><толщиной ><0,8-3 ><мм ><без ><присадки> |
<0,13-0,27> |
<Углекислый ><газ ><при ><полуавтоматической ><сварке> |
<0,2-0,4> |
<Ацетилен ><при ><газовой ><сварке> |
<0,03-0,05> |
<Кислород ><при ><газовой ><сварке> |
<0,04-0,06> |
<Расход ><кислорода, ><ацетилена, ><природного ><газа ><для ><различных ><методов ><газопламенной ><обработки ><металлов ><определяется:>
<G=Q*A*K >< >< ><(6,10)
><где,>
<G ><- ><расход ><газа ><в ><м><3>
<Q ><- ><общая ><трудоёмкость ><в ><часах ><на ><выполнение ><соответствующей ><операции ><на ><1 ><изделие.>
<А ><- ><часовой ><расход ><газа ><(по ><данным ><паспорта ><оборудования) ><К ><- ><коэффициент ><потерь ><1,2-1,5
><Расход ><защитного ><газа ><определяется ><по ><весу ><наплавленного ><металла. ><На ><1 ><кг ><расходуется ><0,16 ><м><3>< ><углекислого ><газа. ><Стоимость ><защитных ><и ><горючих ><газов ><определяется ><исходя ><из ><стоимости ><1м ><и ><количества ><газа ><на ><программу.>
<<В ><нашем ><примере ><сварка ><производится ><в ><среде ><углекислого ><газа: ><в ><зави><симости ><от ><веса ><наплавленного ><металла. ><На ><узел ><0,16*0,005360316=0,0008576 ><м><3
><На ><программу ><0,0008576*100000=85,76=86 ><м><3>
<:>
<Таблица ><6.5. Расчёт ><годовой ><потребности ><в ><вспомогательных ><материалах >
<№№ ><пп> |
<Наименова><ние ><мате><риалов> |
<Единицы> <измере><ний> |
<Вес ><на><плав><ленного ><металла> <или ><длинна ><шва ><в ><м> |
<Расход> <на ><узел,> <кг> |
<Рас><ход ><на> <про><грам><му, ><кг> |
<Цена ><в> <руб., ><1 ><кг> |
<Стои><мость ><мате><риалов ><в ><руб.> |
<1> |
<2> |
<3> |
<4> |
<5> |
<6> |
<7> |
<8> |
<1> |
<Проволока ><св-08 ><диам. ><2.> |
<кг> |
<563,03> |
<0,00589 ><6> |
<589,6> |
<0,16> |
<94,34> |
<2> |
<Электроды> <для ><точеч><ной ><сварки> |
<кг> |
<0,0058> |
<0,0058> |
<580> |
<0,252> |
<146,16> |
<3> |
<со><2> |
<м><3> |
|
<0,00086> |
<86> |
<0,2> |
<17,2> |
<6.1.3 ><Расчёт ><расхода ><и ><стоимости ><энергии ><всех ><видов ><на ><техно><логические ><цели.>
<Расход ><силовой ><электроэнергии, ><сжатого ><воздуха, ><необходимых ><в ><про><цессе ><сварки ><определяются ><следующим ><образом:>
<а) ><расход ><электроэнергии ><определяется ><по ><весу ><наплавленного ><металла>
<<Q3=A3*Gh.m. >< >< ><(6,11)>
<где>
<Q3 ><— ><расход ><электроэнергии>
<Аэ ><- ><расход ><электроэнергии ><на ><1 ><кг ><наплавленного ><металла
><Удельный ><расход ><технологической ><электроэнергии ><затрачиваемой ><при ><различных ><способах ><сварки ><на ><1 ><кг. ><наплавленного ><металла ><определяется ><по ><формуле:>
<Аэ=U/а><м><*n|*аα ><н.дж/кг ><(кВт.ч/кг) >< >< ><(6,12)
><где>
<U ><- ><напряжение ><в ><дуге ><в ><В. ><(обычно ><задаётся ><режимом ><сварки ><в ><пре><делах ><20-40В)>
<α><н>< ><- ><коэффициент ><наплавки ><в ><г/А.ч ><(указывается ><на ><электродный ><ма><териал ><в ><пределах ><10-20 ><г/А.ч)>
<η ><- ><кпд ><установки ><(указывается ><в ><паспортных ><данных ><оборудования ><в ><пределах ><0,6-0,9)>
<аα ><- ><коэффициент, ><учитывающий ><время ><горения ><дуги ><в ><общей ><про><должительности ><сварки.>
<Ниже ><приведены ><значения ><коэффициентов ><аα ><в ><зависимости ><от ><способа ><сварки ><и ><типа ><производства.>
<Ручная ><дуговая ><в ><крупносерийном ><и ><массовом ><производстве>< ><0,6-0,75>
<Автоматическая ><под ><флюсом ><при ><работе ><на ><поточных ><линиях >< >< >< >< >< >< ><0,5-0,65 ><Полуавтоматическая ><под ><флюсом ><в ><крупносерийном ><и ><массовом ><производстве>< ><0,5-0,7 ><Ручная ><аргонно-дуговая ><в ><крупносерийном ><и ><массовом ><производстве>
<0,5-0,6>
<Автоматическая ><и ><полуавтоматическая ><аргонно-дуговая ><неплавящимся>
<электродом>< ><0,30-0,45>
<Автоматическая >< >< ><и >< >< ><полуавтоматическая >< >< ><аргонно-дуговая >< >< ><плавящимся>
<электродом>< ><0,25-0,75><
<<Полуавтоматическая ><среде ><С0><2>< >< >< ><.>< ><0,55-0,70>
<ЭШС ><длинных ><швов>< ><0,15-0,25>
<ЭШС ><при ><коротких ><швах ><и ><сборке, ><и ><сложной ><сборке ><деталей >< >< >< ><0,1-0,15 ><Для ><контактной ><сварки ><расчёт ><электроэнергии ><производится ><согласно ><следующим ><данным. ><Ниже ><приведены ><данные ><для ><приближённого ><определе><ния ><удельного ><расхода ><электроэнергии ><при ><стыковой, ><точечной ><и ><шовной ><контактной ><сварке.>
<.>
<Таблица ><6.6.>
<Площадь ><попе-> |
|
|
|
|
|
|
|
|
<речного ><сечения> |
<100> |
<200> |
<300> |
<500> |
<1000> |
<1500> |
<2000> |
<2500> |
<сварного ><стыка ><в> |
|
|
|
|
|
|
|
|
<мм.> |
|
|
|
|
|
|
|
|
<Расход ><электро-> |
|
|
|
|
|
|
|
|
<энергии ><на ><свар-> |
<0,006> |
<0,024> |
<0.060> |
<0,125> |
<0,400> |
<0,825> |
<1,275> |
<1,725> |
<ку ><1 ><стыка> |
|
|
|
|
|
|
|
|
<Таблица ><6.7. <Расход ><электроэнергии ><при ><точечной ><сварке ><стальных ><деталей ><на ><авто><матической ><машине.>
<Суммарная ><толщина> |
|
|
|
|
|
|
<свариваемых ><листов,> |
<2> |
<4> |
<6> |
<8> |
<10> |
<12> |
<мм.> |
|
|
|
|
|
|
<Расход ><электроэнер-> |
|
|
|
|
|
|
<гии ><на ><100 ><точек ><в> |
<0,04> |
<0,08> |
<0,13> |
<0,23> |
<0,38> |
<0,62> |
<квт.ч.> |
|
|
|
|
|
|
>
<<.>
<Таблица ><6.8. Расход ><электроэнергии ><при ><шовной ><сварке ><деканированной ><стали >
<Суммарная ><толщина ><свариваемых ><листов, ><мм.> |
<0,5> |
<1> |
<1,5> |
<2> |
<3> |
<4> |
<Расход ><электроэнер><гии ><на ><1 ><м ><шва ><в ><квт.ч.> |
<0,04-><0,08> |
<0,08-><0,14> |
<0,1-0,2> |
<0,12-><0,24> |
<0,25-><0,5> |
<0,5-1> |
<в) ><Годовой ><расход ><силовой ><электроэнергии ><для ><привода ><механизмов ><сва><рочных ><машин ><и ><аппаратов ><определяется ><по ><формуле:>
<Cш.п =ΣNycT*Fд*η><o6lII>< ><квт.ч. >< >< ><(6.13)
><где>
<Сш.п. ><- ><расход ><силовой ><электроэнергии ><в ><квт.ч.>
<Fд ><— ><действительный ><фонд ><времени ><работы ><оборудования ><в ><час.>
<ΣNycT ><— ><суммарная ><установочная ><мощность ><электродвигателей ><в>
<КВТ.>
<ηобщ ><- ><средний ><коэффициент ><загрузки ><оборудования. ><Стоимость ><электроэнергии ><определяется ><исходя ><из ><стоимости ><1 ><квт.ч ><и ><количества ><электроэнергии, ><необходимого ><для ><сваривания ><1 ><изделия.>
<3=U*Qpy6. >< >< ><(6.14)
><Эна><прог><-Э*N ><руб. >< >< ><(6.15)
><где> <Э ><- ><стоимость ><электроэнергии ><на ><1 ><изделие.>
<Ц ><- ><цена ><1 ><квт.ч ><электроэнергии ><на ><технологические ><нужды. ><(0,015><руб.)>
<В ><нашем ><примере ><количество ><электроэнергии ><при ><точечной ><сварке ><на ><1 ><узел ><равно:>
<Qэ=(0,08*290)/100=0,232 ><квт.час.>
>
<<На ><программу ><Qэ=0,232* ><100000=23200 ><квт.час.>
<Количество ><электроэнергии ><на ><1 ><узел ><при ><работе ><на ><полуавтомате ><А-537 ><определяется:>
<Q3-A3*Gh.m. >< >< ><(6.16) ><Аэ=30/20*0,3*0,7=2,6 ><квт ><Qэ=2,6*0,005360316=0,01393678квт ><На ><программу: ><Qэ=0,01323678*100000=1393,78 ><квт. ><Всего ><на ><1 ><изделие ><необходимо: ><Qэ=0,232+0,01393678=0,24594 ><квт ><Стоимость ><электроэнергии ><на ><1 ><узел: ><Э=0,015*0,24594-0,003891 ><руб. ><Стоимость ><электроэнергии ><на ><программу: ><Э=0,003891*100000=389,1 ><руб. ><г) ><Сжатый ><воздух ><используется ><в ><пневмозажимах ><приспособлений, ><гай- ><ковёртах ><для ><подводов ><электроводов ><при ><контактной ><сварке ><.>
<Расход ><сжатого ><воздуха ><принимается ><в ><размере ><0,001 ><мЗ ><на ><пневмозажи><мах ><на ><1 ><цикл.>
<Годовой ><расчёт ><сжатого ><воздуха:>
<Pcж=0,001*ii*N*1,2m3. >< >< ><(6.17)
><где>
<n><- ><количество ><пневмоцилиндров ><на ><приспособлении
><N ><— ><годовая ><программа>
<1,2 ><- ><коэффициент, ><учитывающий ><утечку ><сжатого ><воздуха.
><При ><работе ><на ><машине ><МТ-1207 ><расход ><сжатого ><воздуха ><определяется ><исходя ><из ><формулы:>
<Рсж=0,001*п*N>< >< ><(6.18)
><где ><п><-><количество ><провариваемых ><точек.>
<<Для ><определения ><стоимости ><сжатого ><воздуха ><нужно ><цену ><1 ><м ><умножить ><на ><количество.>
<В ><нашем ><примере ><2 ><пневмоприжима ><на ><приспособление ><(изделие ><А), ><по><этому,>
<Рсж=0,001 ><*2* ><100000* ><1,2-240 ><м><3 ><Расход ><сжатого ><воздуха ><на ><машину ><МТ-1207>
<Рсж=0,001*290*100000=29000 ><м><3 ><Рсж=29000+240=29240 ><м><3 ><Стоимость ><сжатого ><воздуха ><Цена ><1 ><м ><сжатого ><воздуха-0,0016 ><руб.>
<Ссж=0,0016*29240-46,78><руб. ><д) ><Расход ><воды ><в ><литрах, ><для ><охлаждения ><сварочных ><машин ><рассчитыва><ется ><по ><формуле:>
<Рв=п*(Р*Рд)*г] ><м><3></час. ><где>
<Рв ><- ><расход ><воды ><в ><м><3></час ><(берётся ><из ><паспорта ><машины) ><= ><0,7 ><м ></час.>
<Fд ><- ><действительный ><годовой ><фонд ><работы ><оборудования.>
<п ><— ><количество ><машин ><на ><программу.>
ή<><- ><коэффициент ><загрузки ><оборудования ><- ><0,9 ><В ><нашем ><примере ><расходы ><воды ><для ><машин ><МТ-1207>
<Рв=4*(0,7*3940)*0,9=9929><м><3 ><Стоимость ><воды ><на ><программу>
<Св=Цв*Рв=0,0068*9929=67,5 ><руб. ><Цена ><1 ><м><3>< ><технической ><воды ><= ><0,0068 ><руб.
<<6.2.Расчет ><стоимости ><основных ><фондов.>
<В ><проектных ><расчетах ><основные ><производственные ><фонды ><принято ><на ><следующие ><укрупненные ><группы:>
<а)><здания ><б)><технологическое ><оборудование>
<>
<Расчет ><стоимости ><основных ><производственных ><фондов.>
п.1.2,1.3,1.4
<Таблица ><6.9.>
<нмт> |
<Счетно-финансовый ><расчет ><стоимости ><осн. ><фондов> |
<Лист> |
|||
<участка> |
<Всего ><лис><тов> |
||||
<№№> <пп> |
<Наименование ><группы ><обору><дования> |
<Кол-во> |
<Обоснование ><стоимости> |
<Счетная> <стоимость> <вруб.> |
<Примечание> |
<1> |
<Здания, ><m><j> |
<2129> |
<10 ><руб. ><1m><j> |
<21290> |
|
<2> |
<Технологическое ><оборудование> |
|
<ведомость ><обору ><дов.> |
<6500 ><19600> <7832> |
<23932> |
<3> |
<Подъемно-><транспортное ><обору ><дов.> |
|
<из ><расчета> |
<—> |
|
<4> |
<Производств, ><инвентарь> |
|
<1,7 ><руб. ><на ><1т. ><выпуска> |
<3758-87> |
|
<5> |
<Хозяйственный ><инвентарь> |
|
<16,5 ><руб. ><на ><работающего> |
<462> |
|
<6.3.Планирование ><фонда ><заработной ><платы ><на ><участке ><(цехе)>
<Фонд ><заработной ><платы ><подразделяется ><на ><два ><фонда- ><основной ><фонд ><за><работной ><платы ><и ><дополнительной. ><Основной ><фонд ><состоит:>
<а)>< ><прямая ><заработная ><плата, ><т.е. ><плата ><за ><выполненную ><работу ><отработанное ><время ><по ><сдельным ><расценкам ><или ><тарифным ><ставкам.>
<б)>< ><премии ><за ><достижения ><высоких ><показателей ><в ><работе.>
<>
>
<<К ><фонду ><дополнительной ><заработной ><платы ><относятся ><денежные ><выплаты.>
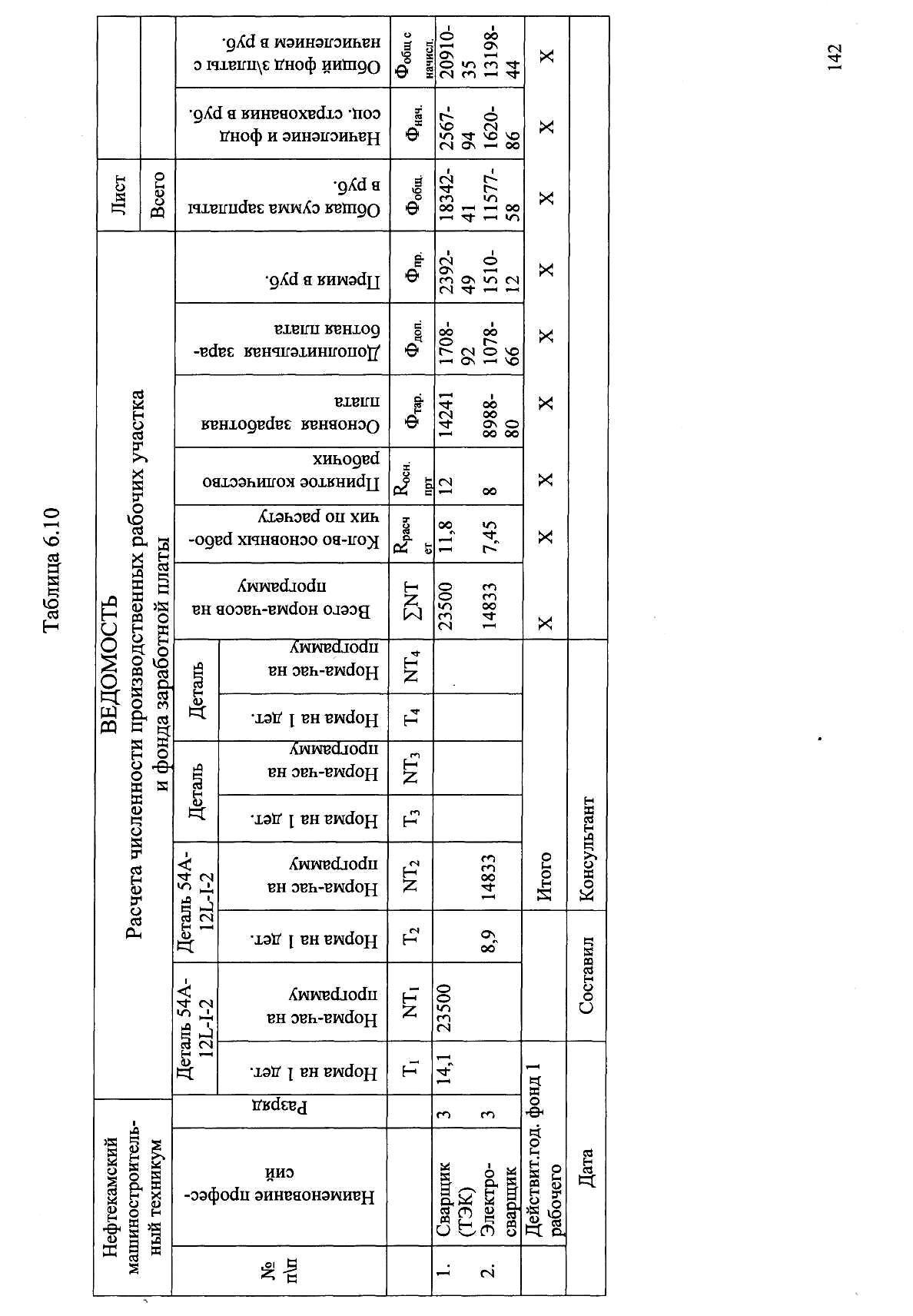
6.3.2. Расчет фонда
заработной платы производственных
работающих. п
2.2,2.3<>
<<Ф><В><с.><1ар><-=ΣСг*Р><др><.*Я><всп>< ><руб.т. (6.28.) ><
>< ><
><Рд><Р><- ><действительный ><годовой ><фонд ><рабочего ><времени ><работающего. ><R><BC><„ ><- ><количество ><вспомогательных ><рабочих ><данной ><специальности ><и ><данного ><разряда. ><Результаты ><вводятся ><в ><таблицу: ><6.11.>
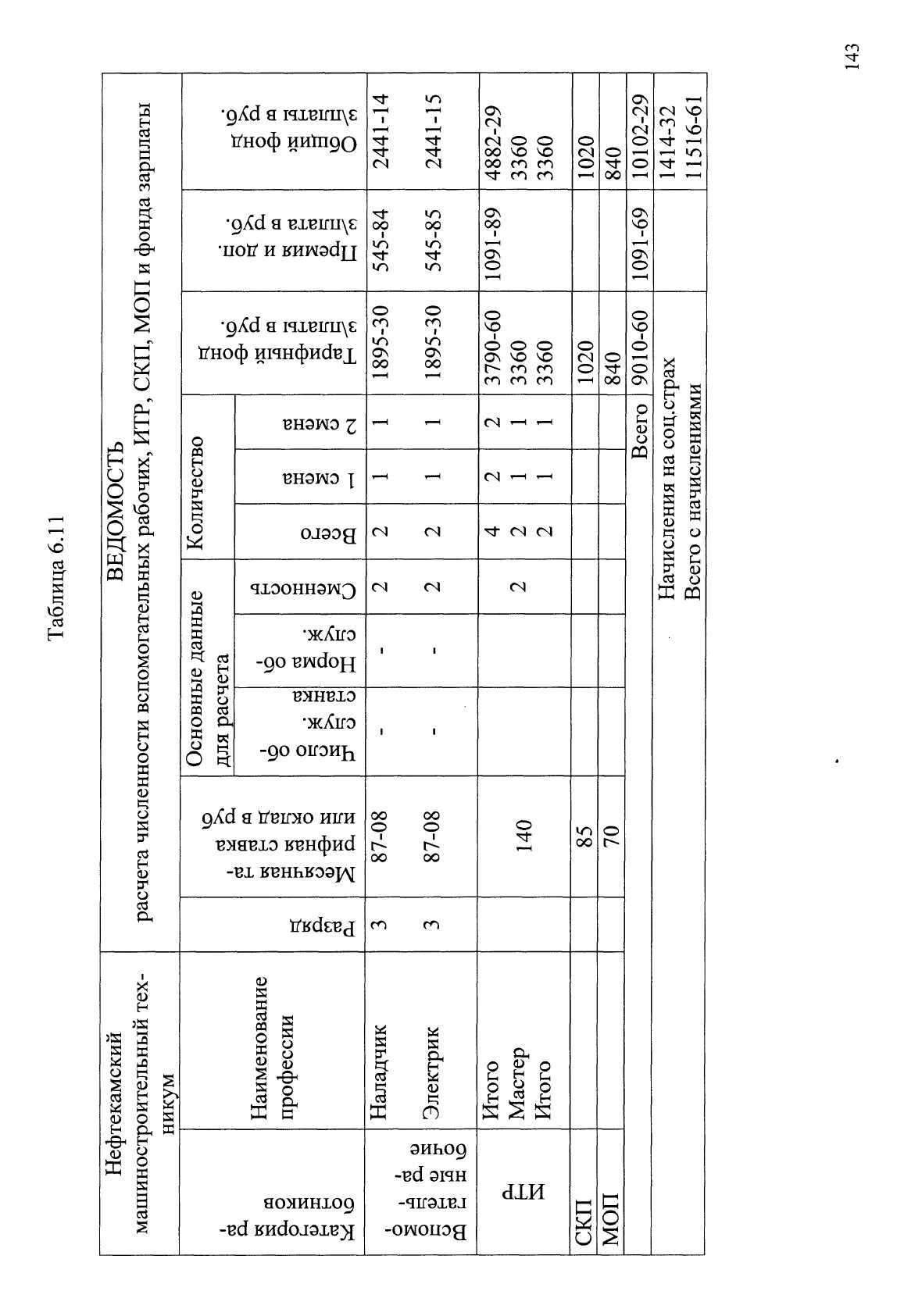
<6.3.3.Расчет ><фонда ><заработной ><платы ><ИТР, ><СКП, ><МОП.>
<Определяем ><среднюю ><заработную <плату ><одного >рабочего>
<Зср ><=(18342-41+11577-58)/20*12=124-71 ><руб. ><Расчет ><фонда ><зарплаты ><вспомогательных ><рабочих. ><В ><нашем ><примере ><все ><вспомогательные ><рабочие ><3 ><разряда
<<6.><4.Расчет ><сметы ><косвенных ><расходов.>
<Косвенные ><расходы ><связаны ><с ><производственной ><деятельностью ><участка, ><цеха. ><Их ><сумму ><нельзя ><непосредственно ><включить ><в ><себестоимость ><конкрет><ных ><видов ><продукции. ><Общую ><сумму ><косвенных ><расходов ><распределяют ><пропорционально ><между ><всеми ><изделиями, ><изготовляемых ><на ><участке, ><в ><цехе.>
<Самым ><распространенным ><способом ><является ><распределение ><этих ><расхо><дов ><пропорционально ><заработной ><плате ><производственных ><рабочих. ><Порядок ><распределения ><и ><включения ><сумму ><косвенных ><расходов ><в ><себестоимости ><ка><ждого ><вида ><продукции ><следующий:>
<а)>< ><составление ><определения ><их ><суммы.>
<б)>< ><определение ><калькуляционного ><% ><косвенных ><расходов ><в ><себестоимо><сти ><изделия.>
<Расчет ><производится ><следующим ><образом.>
<f ><= ><сумма ><расходов ><по ><смете ></осн. ><фонд ><з.пл. ><произв. ><раб.* ><100% >< >< ><(6.29)>
<Определение ><суммы ><расходов, ><приходящийся ><на ><каждый ><вес ><изделия ><на><ходиться ><следующим ><образом:>
<Нр ><= ><основная ><заработная ><плата ><* ><% ><расходов ></100 ><руб. >< >< >< ><(6.30.)>
<Косвенные ><расходы ><группируются ><по ><3 ><разделам:>
<Цеховые: ><в ><серийном ><производстве ><составляет ><250%, ><в ><массовом ><— ><350-><400%.>
<Обществознание: ><40-60%>
<Внутрипроизводственные: ><1,1 ><-4,5%.>
<При ><проектировании ><участка ><следует ><производить ><расчет ><цеховых ><рас><ходов, ><которые ><в ><свою ><очередь ><подразделяются ><на ><2 ><группы:>
<а)>< ><расходы ><по ><содержанию ><и ><эксплантации ><оборудования;>
<б)>< ><общецеховые ><расходы.>
>
<<6.4.1.Смета ><расходов ><по ><содержанию ><и ><эксплантации ><оборудо><вания.>
<1.>< ><Топливо ><для ><производственных ><нужд:>
<а)>< ><сжатый ><воздух ><берется ><из ><раздела ><6.1.3д;>
<б)>< ><затраты ><на ><воду ><для ><технологических ><нужд ><берется ><из ><раздела ><бЛ.Зг;>
<в)>< ><защитные ><газы ><берутся ><из ><раздела ><6Л.2.>
<2.>< ><Содержание ><и ><ремонт ><транспортных ><средств ><берется ><из ><расчета ><1 ><руб. ><за ><1 ><тонну ><груза>
<1*2211,1=2211,1 ><руб.>
<3.>< ><Автоматизированные ><отчисления ><берутся ><в ><% ><от ><балансовой ><стоимо><сти ><оборудования. ><Расчет ><производится ><по ><формуле:>
<а)>< ><для ><оборудования,>
<А=С*0,001руб.
><где ><С- ><стоимость ><оборудования;>
<б)>< ><для ><приспособлений,>
<А=С*0,001руб
><где ><а- ><норма ><годовой ><амортизации ><в ><%.>
<При ><работе ><в ><2-е ><смену ><принимаются ><следующие ><годовые ><нормы ><амор><тизации ><в ><%.>
<а)>< ><оборудование ><сборочно-сварочное ><10-12%>
<б)>< ><приспособлений ><15-30%.>
<Содержание ><оборудования ><принимаются ><в ><% ><от ><балансовой ><стоимо><сти ><оборудования>< ><(примерно ><0,5%).>
<Содержание, ><ремонт ><и ><возобновления ><малоценного ><инструмента ><при><способлений ><->< ><берутся ><по ><установленной ><сумме ><на ><одного ><произ><водственного ><рабочего ><(примерно ><100-150 ><руб.).>>
<<Текущей ><ремонт ><оборудования ><и ><приспособлений- ><берется ><в ><процен><тах ><от ><стоимости>< ><(4,5-5%).>
<Дополнительная ><зарплата ><и ><премия ><основных ><рабочих- ><берется ><из ><раздела ><6.3.1.>
<Начисления ><по ><соцстраху ><на ><основную ><и ><дополнительную ><зарплату- ><берется ><из ><раздела >< >< >< >< ><6.3.2.>
<Основная ><и ><дополнительная ><зарплата ><вспомогательных ><рабочих- ><бе><рется ><из ><раздела ><6.3.3.>
<10.Начислении ><по ><соц. ><страху ><на ><основную ><и ><дополнительную ><зарплату ><вспомогательных >< >< >< >< >< >< ><рабочих- ><берется ><из ><раздела ><6.3.3.>
<6.4.2.Общецеховые ><расходы.>
<Заработная ><плата ><ИТР, ><СКП, ><МОП ><- ><берется ><из ><раздела ><6.3.4.>
<Начисление ><на ><соц. ><страх ><6.3.4.>
<Содержание ><зданий ><и ><сооружений; ><а) ><электроэнергию ><для ><освещения>
<Расчет ><производится ><в ><следующей ><последовательности: ><Определяем ><годовую ><потребность ><в ><электроэнергии>
<Qocв=0,015*Syч.*tocв.*Kдo >< >< ><(6.31.)
><где><0,015- ><норма ><расхода ><осветительной ><электроэнергии ><на ><1м><2>< ><площади ><участка ><в ><квт. ><час.>
<Sуч- ><площадь ><участка ><в ><м ><.>
<Тосв.- ><осветительный ><период.>
<Кдо.- ><коэффициент ><учитывающий ><расход ><электроэнергии ><на ><дежурные>
<освещения >< >< ><(1,05).>
<Стоимость ><энергии ><определяется:>
<Сэ=Ц*Qсв. >< >< ><(6.32)>
>
<<б)>< ><Пар ><на ><отопление ><рассчитывается ><по ><формуле:>
<Qпар=(ч><л><*Т*У)/100*1 ><т/год >< >< ><(6.33) ><где ><q><n>< ><- ><расход ><пара ><на ><1 ><м><3>< ><здания, ><ккал/час ><(25-35 ><ккал/час ><на ><отопле><ние ><и ><вентиляцию).>
<V ><- ><объём ><здания, ><м><3><. ><Т ><- ><отопительный ><сезон ><в ><часах ><i ><- ><Среднее ><теплосодержание ><5400 ><ккал ><- ><1 ><кг ><пара. ><Стоимость ><пара ><определяется ><по ><формуле:>
<Cn=Цn*Qnap >< >< ><(6.34)>
<в)>< ><Вода ><для ><бытовых ><нужд.>
<Расход ><воды ><на ><бытовые ><нужды, ><на ><хозяйственно-питьевые ><нужды ><со><ставляет ><25 ><л ><в ><смену ><на ><1 ><рабочего.>
<г)>< ><Материалы ><и ><прочие ><расходы ><— ><берутся ><в ><% ><от ><стоимости ><зданий ><и ><со><оружений ><(3%).>
<4.>< ><Амортизационные ><отчисления:>
<а)>< ><Зданий ><и ><сооружений ><берутся ><в ><% ><от ><балансовой ><стоимости ><(4%)>
<б)>< ><Производственного ><и ><хозяйственного ><инвентаря ><- ><берётся ><12% ><от ><ба><лансовой ><стоимости.>
<Текущий ><ремонт ><зданий ><и ><сооружений ><берётся ><в ><размере ><2% ><от ><их ><ба><лансовой ><стоимости.>
<Содержание, ><ремонт ><и ><возобновление ><инвентаря ><- ><берётся ><в ><размере ><6-8% ><от ><его ><балансовой ><стоимости.>
<Расходы ><по ><охране ><труда ><и ><техники ><безопасности ><определяются ><из ><расчёта ><20 ><рублей ><на ><одного ><работающего ><для ><сварочного ><цеха.>
<Расходы, ><по ><рациональности ><и ><изобретательству ><берутся ><15-25 ><руб. ><на ><одного ><работающего.>
<Прочие ><расходы, ><к ><ним ><относятся ><расходы ><на ><материалы ><для ><хозяйственных ><нужд, ><канцелярские ><нужды ><и ><т.д. ><Расходы ><по ><этой ><статье ><при><нимаются ><в ><размере ><5% ><от ><суммы ><всех ><общецеховых ><расходов.>
>
<<6.5. ><Калькуляция ><себестоимости.>
<Калькуляция ><себестоимости ><сварного ><изделия ><предоставляет ><собой ><эко><номический ><расчёт ><затрат ><на ><производство ><единицы ><продукции ><по ><статьям ><расхода.>
<При ><составлении ><калькуляции ><цеховой ><себестоимости ><единиц ><продук><ции ><учитываются ><следующие ><статьи ><затрат:>
<Основные ><материалы ><за ><вычетом ><возвратных ><отходов, ><берутся ><из ><раз ><дела ><6.1.1.>
<Покупные ><комплектующие ><изделия, ><полуфабрикаты ><и ><услуги ><коопе><рированных ><предприятий.>
<Данные ><берутся ><из ><счёта ><на ><продукцию ><завода ><поставщика.>
<Энергия ><на ><технологические ><нужды ><берётся ><на ><единицу ><изделия ><из ><расчёта ><раздела ><6.1.3.>
<Основная ><зарплата ><производственных ><рабочих ><на ><1 ><узел ><определяют ><по ><формуле:>
<3T=Σt><шт><.*Cч/60py6. >< >< ><(6.35)>
< ><где ><t><шт>< ><- ><норма ><времени ><на ><операцию
><Сч ><- ><часовая ><тарифная ><ставка ><данного ><разряда ><работ ><п ><- ><число ><операций ><над ><узлом.>
<5.>< ><Расходы ><по ><содержанию ><и ><эксплуатации ><оборудования ><рассчитывают><ся ><по ><формуле:>
<Нр=Эт*гр/100 >< >< ><(6.36) ><где ><Эт ><- ><тарифная ><зарплата ><основных ><рабочих>
<fp ><- ><% ><расходов ><по ><содержанию ><и ><эксплуатации ><оборудования ><(берётся ><из ><сметы>
<косвенных ><расходов ><1 ><раздела).>
<>
<<6. ><Общие ><цеховые ><расходы ><рассчитываются ><по ><формуле:>
<Но=Эт*f0/100 >< >< ><(6.37) ><где ><fo ><- ><процент ><общецеховых ><расходов ><(берётся ><из ><2 ><раздела ><сметы ><кос><венных ><расходов).>
<Все ><расчёты ><сводятся ><в ><таблицу ><6.12.>
<Таблица ><6.11. <Калькуляция ><себестоимости ><узла ><в ><руб.>>
<№№ ><пп> |
<Калькуляционные ><статьи ><рас><ходов> |
<Плановая> |
<Отчётная ><по ><ба><зовому ><предпри><ятию> |
<1.> |
<Основные ><материалы ><за ><выче><том ><возвратных ><отходов> |
<2,6087> |
|
<1а.> |
<Сварочный ><материал> |
|
|
<2.> |
<Покупные ><комплектующие ><из><делия, ><полуфабрикаты ><и ><услу><ги ><кооперируемых ><предпри><ятий> |
|
|
|
|||
<3.> |
<Энергия ><на ><технологические ><нужды> |
<0,003891> |
|
Продолжение Таблицы 6.11
<4.> |
<Основная ><заработная ><плата ><производственных ><рабочих> |
<0,2323> |
|
<5.> |
<Расходы ><на ><содержание ><и ><экс><плуатацию ><оборудования> |
<0.2462> |
|
<6.> |
<Общецеховые ><расходы> |
<0,1301> |
|
|
<Итого ><цеховая ><себестоимость> |
<3,22119> |
|
<6.6. ><Определение ><показателей ><экономической ><эффективности.>
<В ><этом ><разделе ><необходимо ><указать ><за ><счёт ><каких ><мероприятий ><(выбора ><более ><прогрессивных ><технологий, ><высокопроизводительного ><оборудования,>> <<комплексной ><механизации ><работ, ><улучшения ><организации ><труда) ><обеспечива><ется ><улучшение ><показателей ><от ><внедрения ><проекта, ><экономическая ><эффек><тивность ><проекта ><может ><быть ><выражена:>
<а)>< ><снижением ><трудоемкости ><изготовления ><сварного ><изделия;>
<б)>< ><ростом ><производительности ><труда;>
<в)>< ><снижением ><себестоимости ><сварного ><изделия;>
<г)>< ><суммой ><условно-годовой ><экономии.>
<Снижение ><трудоемкости ><сборки-сварки ><конструкции ><определяется ><по ><формуле:>
<Ктр><.-(tшт1-tшт2)/tшт1*100 ><><(6.38) ><где ><Ктр ><— ><снижение ><трудоёмкости ><%. ><
tшт1><- ><трудоёмкость ><изделия ><по ><базовым ><данным ><в ><мин.
>tшт<2><- ><трудоёмкость ><изделия ><по ><проекту ><в ><мн.>
<Рост ><производительности ><труда ><за ><счёт ><снижения ><трудоёмкости ><опреде><ляется ><по ><формуле:>
<Кпр.тр-(100*Ктр)/(100-Ктр) >< >< ><(6.39)
><Снижение ><себестоимости ><сварного ><изделия ><определяется:>
<Kc.c-((S><r><S><2><)/S1)*100 >< >< ><(6.40)
><где ><S1 ><— ><себестоимость ><изделия ><по ><базовым ><данным ><в ><руб.
><S2 ><- ><себестоимость ><изделия ><по ><проекту ><в ><руб.
><Если ><внедрение ><проектируемого ><тех. ><процесса ><требует ><дополнительных>
<капитальных ><затрат, ><то ><сумма ><условно ><годовой ><экономии ><определяется ><по>
<формуле:>
<Эr=(S><r-><S><2><)*Npy6. >< >< ><(6.41) ><Если ><внедрение ><проектируемого ><тех ><процесса ><требует ><дополнительных ><капитальных ><затрат, ><то ><сумма ><условно ><годовой ><экономии ><определяется ><по ><формуле: ><>
>
<<Эr-(S1-S><2><)*N-Eн(K><2><-K><l><) >< >< ><(6.42)
><Ен ><- ><нормативный ><коэф. ><эконом, ><эффективности ><0,15
><К1,2 ><- ><капитальные ><затраты ><соответственно ><по ><базовым ><данным ><и ><проек><ту.>
<Срок ><окупаемости ><дополнительных ><кап. ><затрат ><(Ток) ><определяет:>
<Toк=(K><2><-K><1><)/(S><1><-S><2><)*Nгод. >< >< ><(6.43)>
<4. ><Технико-экономические ><показатели ><участка ><(цеха).>
<Чтобы ><получить ><полное ><представление ><о ><работе ><проектируемого ><участ><ка, ><о ><показателях, ><характеризующих ><эффективность ><производства, ><опреде><ляют ><технико-экономические ><показатели, ><которые ><приводят ><в ><сводной ><таб><лице ><6.13.><<<7.Разработка ><технологического ><плана ><участка.>
<Технологическим ><планом ><называют ><план ><определяющий ><пространствен><ное ><производственное ><расположение ><в ><нем ><технологического ><производства.>
<План ><участка ><определяют ><последовательным ><(по ><ходу ><выполнения ><тех><нологического ><процесса) ><размещением ><на ><плане ><принятого ><количества ><и ><га><баритов ><оборудования, ><сборочно-сварочных ><мест, ><площадок ><(для ><складиро><вания ><заготовок, ><готовых ><изделий ><и ><т.д.) ><с ><учетом ><проездов, ><проходов ><и ><до><пускаемых ><расстояний ><между ><ними ><и ><элементами ><зданий.>
<Разработка ><технологического ><плана ><и ><разреза ><участка, ><определяющих ><необходимые ><размеры ><здания ><для ><размещения ><в ><нем ><всех ><элементов ><произ><водства.>
<Исходными ><данными ><для ><составления ><технологического ><плана ><сбороч><н- сварочного ><участка ><являются ><предварительно ><полученные ><данные ><о ><коли><честве ><потребных ><для ><выполнения ><годовой ><программы ><основных ><и ><вспомога><тельных ><материалов, ><рабочих ><мест, ><оборудование ><и ><рабочих.>
<В ><целях ><рационального ><осуществления ><технологического ><процесса ><сбо><рочно-сварочных ><работ ><необходимо ><стремится ><к ><непрерывному ><поточному, ><безвозвратному ><движению ><собираемых, ><свариваемых ><и ><обрабатываемых ><уз><лов ><и ><сокращению ><до ><минимума ><поперечных ><перемещений ><в ><их ><пролете.>
<Оптимальный ><вариант ><планировки ><сборочно-сварочного ><участка ><обос><новывается ><соответствием ><его ><основным ><принципам ><организации ><производи><тельного ><процесса: ><прямоточности, ><параллельности, ><пропорциональности, ><непрерывности, ><минимальной ><потребностью ><площади ><для ><размещения ><уча><стка.>
<Компоновка ><плана ><выполняется ><параллельно ><с ><разрезом ><участка, ><при ><этом ><устанавливается ><окончательно ><расположение ><пожарных ><проходов ><и ><главных ><проходов ><в ><цехе.>
<На ><технологическом ><плане ><участка ><изображается ><соответствующими ><ус><ловными ><обозначениями:>
<1. ><Производственное ><оборудование.>
<<Рабочие ><места.>
<Места, ><предназначенные ><для ><хранения ><деталей, ><заготовок ><и ><сбороч><ных ><единиц.>
<Место ><положения ><рабочих.>
<Площадка ><для ><контроля ><продукции.>
<Рабочее ><место ><мастера.>
<Транспортные ><средства ><манипуляторы, ><краны, ><тельферы, ><рольганги, ><склизы, ><склизы, ><конвейеры, ><транспортеры ><и ><др.>
<Проезды, ><проходы.>
<Колонны, ><окна, ><двери.>
<При ><расположении ><оборудования ><на ><участке ><необходимо ><соблюдать ><сле><дующие ><условия:>
<Обеспечить ><минимальный ><маршрут ><и ><минимальные ><затраты ><на ><пере><мещение ><изделий ><в ><процессе ><производства.>
<Наиболее ><эффективно ><использовать ><производственную ><площадь.>
<Обеспечить ><более ><производительные ><условия ><работы ><рабочих ><и ><удов><летворить ><требования ><охраны ><труда, ><техники ><безопасности ><и ><проти><вопожарных ><мероприятий.>
<Планировка ><оборудования ><и ><его ><расстановке ><на ><рабочих ><местах ><опреде><ляются ><технологическими ><и ><транспортными ><взаимосвязями ><между ><ними. ><Сборочно-сварочные ><цехи ><на ><предприятиях ><серийного ><и ><массового ><произ><водства ><обычно ><подразделяются ><на ><участки, ><состав ><и ><характер ><зависит ><от ><конструктивно-технологическим ><параметров ><свариваемых ><узлов. ><Исходным ><и ><величинами ><ля ><планировки ><рабочих ><мест ><служит ><принятое ><по ><расчету ><ко><личество ><оборудования ><и ><сборочно-сварочных ><приспособлений. ><План ><цеха ><(участка) ><обычно ><вычерчивается ><в ><масштабе ><1:100 ><на ><листе ><формата ><А1. ><Для ><небольших ><участков ><в ><порядке ><исключения ><допускается ><масштаб ><1:50.>
<Площадь ><участка ><обычно ><проектируется ><в ><виде ><пролета, ><расположенного ><между ><параллельными ><рядами ><колонн. ><Ширина ><проемов ><в ><стенках ><для ><проез><да ><и ><прохода ><принимают ><в ><следующих ><размерах: ><ворот-3,4м ><и ><3,7м; ><дверей ><09;1,29; ><1,39; ><или ><1,49.><
<<7.Разработка ><технологического ><плана ><участка.
>
<Технологическим ><планом ><называют ><план ><определяющий ><пространствен><ное ><производственное ><расположение ><в ><нем ><технологического ><производства.>
<План ><участка ><определяют ><последовательным ><(по ><ходу ><выполнения ><тех><нологического ><процесса) ><размещением ><на ><плане ><принятого ><количества ><и ><га><баритов ><оборудования, ><сборочно-сварочных ><мест, ><площадок ><(для ><складиро><вания ><заготовок, ><готовых ><изделий ><и ><т.д.) ><с ><учетом ><проездов, ><проходов ><и ><до><пускаемых ><расстояний ><между ><ними ><и ><элементами ><зданий.>
<Разработка ><технологического ><плана ><и ><разреза ><участка, ><определяющих ><необходимые ><размеры ><здания ><для ><размещения ><в ><нем ><всех ><элементов ><произ><водства.>
<Исходными ><данными ><для ><составления ><технологического ><плана ><сбороч><но-сварочного ><участка ><являются ><предварительно ><полученные ><данные ><о ><коли><честве ><потребных ><для ><выполнения ><годовой ><программы ><основных ><и ><вспомога><тельных ><материалов, ><рабочих ><мест, ><оборудование ><и ><рабочих.>
<В ><целях ><рационального ><осуществления ><технологического ><процесса ><сбо><рочно-сварочных ><работ ><необходимо ><стремится ><к ><непрерывному ><поточному, ><безвозвратному ><движению ><собираемых, ><свариваемых ><и ><обрабатываемых ><уз><лов ><и ><сокращению ><до ><минимума ><поперечных ><перемещений ><в ><их ><пролете.>
<Оптимальный ><вариант ><планировки ><сборочно-сварочного ><участка ><обос><новывается ><соответствием ><его ><основным ><принципам ><организации ><производи><тельного ><процесса: ><прямоточности, ><параллельности, ><пропорциональности, ><непрерывности, ><минимальной ><потребностью ><площади ><для ><размещения ><уча><стка.>
<Компоновка ><плана ><выполняется ><параллельно ><с ><разрезом ><участка, ><при ><этом ><устанавливается ><окончательно ><расположение ><пожарных ><проходов ><и ><главных ><проходов ><в ><цехе.>
<На ><технологическом ><плане ><участка ><изображается ><соответствующими ><ус><ловными ><обозначениями:>
<1. ><Производственное ><оборудование.
<<Рабочие ><места.>
<Места, ><предназначенные ><для ><хранения ><деталей, ><заготовок ><и ><сбороч><ных ><единиц.>
<Место ><положения ><рабочих.>
<Площадка ><для ><контроля ><продукции.>
<Рабочее ><место ><мастера.>
<Транспортные ><средства ><манипуляторы, ><краны, ><тельферы, ><рольганги, ><склизы, ><склизы, ><конвейеры, ><транспортеры ><и ><др.>
<Проезды, ><проходы.>
<Колонны, ><окна, ><двери.>
<При ><расположении ><оборудования ><на ><участке ><необходимо ><соблюдать ><сле><дующие ><условия:>
<Обеспечить ><минимальный ><маршрут ><и ><минимальные ><затраты ><на ><пере><мещение ><изделий ><в ><процессе ><производства.>
<Наиболее ><эффективно ><использовать ><производственную ><площадь.>
<Обеспечить ><более ><производительные ><условия ><работы ><рабочих ><и ><удов><летворить ><требования ><охраны ><труда, ><техники ><безопасности ><и ><проти><вопожарных ><мероприятий.>
<Планировка ><оборудования ><и ><его ><расстановке ><на ><рабочих ><местах ><опреде><ляются ><технологическими ><и ><транспортными ><взаимосвязями ><между ><ними. ><Сборочно-сварочные ><цехи ><на ><предприятиях ><серийного ><и ><массового ><произ><водства ><обычно ><подразделяются ><на ><участки, ><состав ><и ><характер ><зависит ><от ><конструктивно-технологическим ><параметров ><свариваемых ><узлов. ><Исходным ><и ><величинами ><ля ><планировки ><рабочих ><мест ><служит ><принятое ><по ><расчету ><ко><личество ><оборудования ><и ><сборочно-сварочных ><приспособлений. ><План ><цеха ><(участка) ><обычно ><вычерчивается ><в ><масштабе ><1:100 ><на ><листе ><формата ><А1. ><Для ><небольших ><участков ><в ><порядке ><исключения ><допускается ><масштаб ><1:50.>
<Площадь ><участка ><обычно ><проектируется ><в ><виде ><пролета, ><расположенного ><между ><параллельными ><рядами ><колонн. ><Ширина ><проемов ><в ><стенках ><для ><проез><да ><и ><прохода ><принимают ><в ><следующих ><размерах: ><ворот-3,4м ><и ><3,7м; ><дверей ><09;1,29; ><1,39; ><или ><1,49
При
размещении оборудования в пролетах
необходимо соблюдать определенные
расстоянии между отдельными видами
оборудования, сборочно-сварочными
приспособлениями, рабочими местами, а
также расстоянии между ними и стенами,
показанными на рис. 7.1.
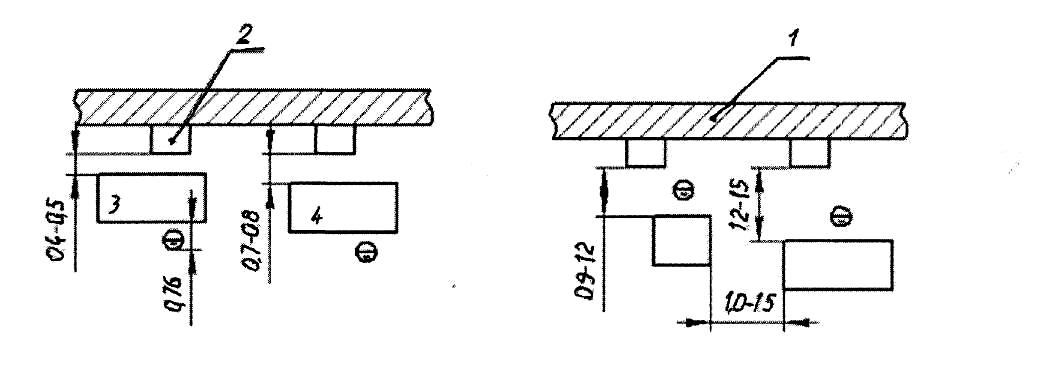
Рис. 7.1. Расстояние между оборудованиями и строительными элементами зданий: а)оборудование, расположенное тыльной стороной к стене; б)оборудование, расположенное лицевой стороной к стене; 1-стена; 2-колонны; 3-малое оборудование; 4-крупное оборудование.
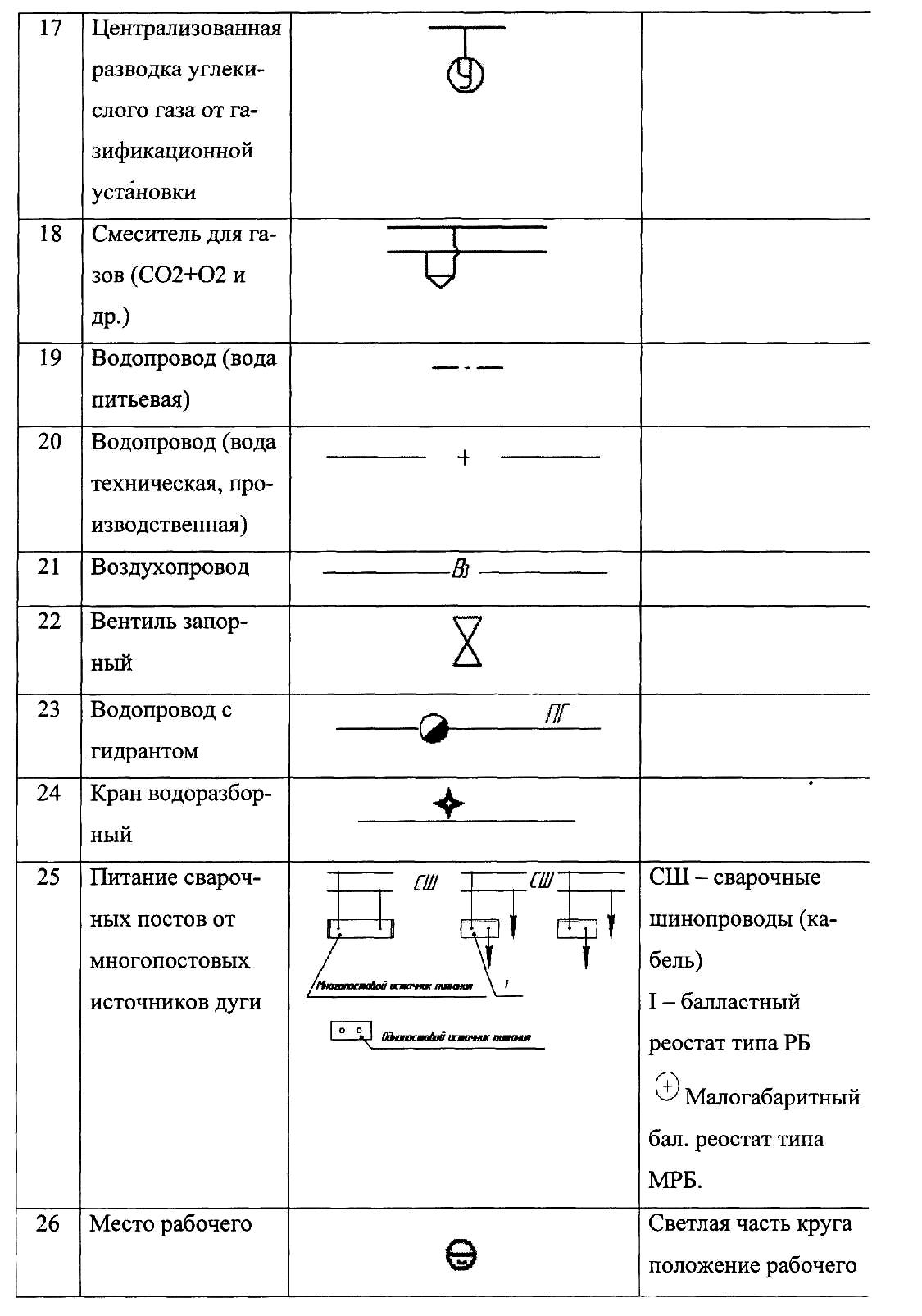
<Место ><рабочего ><обозначается ><на ><плане ><кружком ><в ><соответствующем ><масштабе; ><половина ><кружка ><затушевается ><карандашом, ><светлая ><часть, ><обо><значает ><лицо ><рабочего, ><должна ><быть ><обращена ><к ><оборудованию. ><Расстояние ><между ><сборочно-сварочными ><стеллажами, ><ограждениями ><кабин ><и ><складоч><ными ><местами, ><а ><также ><проходы ><между ><отдельными ><рабочими ><местами ><зави><сят ><от ><габаритов ><изготовляемых ><конструкций. ><Ширина ><главных ><проходов ><и ><проездов ><между ><оборудованием ><и ><сборочно-сварочными ><приспособлениями ><определяется ><габаритом ><транспортных ><средств, ><увеличенным ><на ><400-500мм. ><При ><двухсторонней ><транспортировке ><грузов ><ширина ><проездов ><рассчитывает><ся ><по ><двойному ><габаритному ><размеру ><транспортных ><средств, ><увеличенному ><на ><250м.>
Схемы расположения оборудования для сборочно-сварочных работ и складочных мест с указанием примерных расстояний между ними показаны на рис.7.2.
Высоту пролетов определяют с учетом габаритов готовой сварной конструкции и наибольшей высоты применяемого оборудования, а также в зависимости от наличия верхнего транспорта и ввода железнодорожных путей.
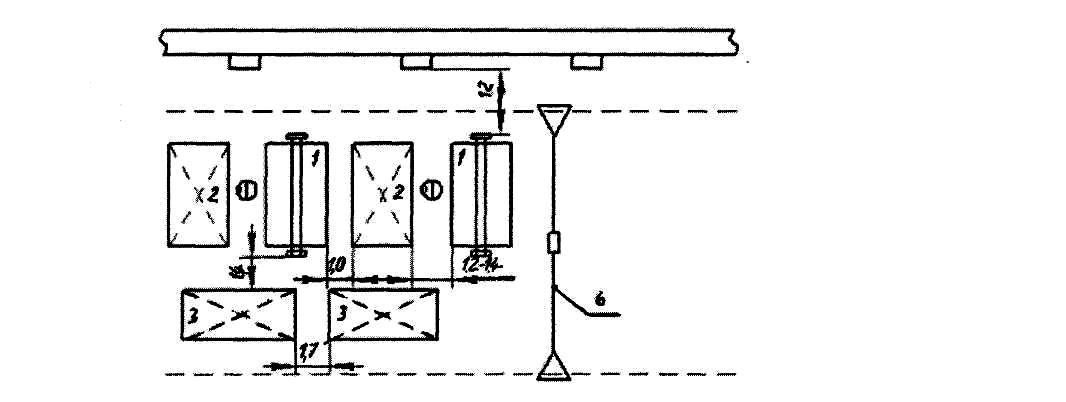
<Рис.7.2.Схема ><расположения ><двухстоечных ><кантователей ><для ><сборочно-><сварочных ><работ, ><обслуживаемых ><кран-балкой.>
<1-кантователь; ><2-складское ><место ><для ><деталей; ><3- ><складское ><место ><для ><сваренных ><узлов;>
<4-кран-балка.>
<При ><отсутствии ><верхнего ><транспорта ><высота ><пролетов ><обычно ><составля><ет ><4,5-5м, ><при ><наличии ><его ><до ><10м ><и ><более. ><После ><расстановки ><оборудования ><определяется ><размер ><площади ><участка ><по ><формуле:>
<S=L*B*Km><2>< >< >< ><(7.1.)
><где>
<S><-площадь ><участка ><в ><м ><;>
<L><-длина ><участка ><в ><м4;>
<В-ширина ><участка ><в ><м;>
<К-1,4 ><(площадь ><дополнительных ><вспомогательных, ><складских ><и ><бы><товых ><помещений).>><<Объем ><проектируемого ><участка ><определяется ><по ><формуле:>
<V*S*h >< >< ><(7.2.)>
<V><-объем ><участка ><в ><м><3><;>
<h><-высота ><здания ><в ><м.>
<Размеры ><пролетов ><в ><сборочно-сварочных ><цехах ><и ><соответствующая ><до><пускаемая ><грузоподъемность ><подъемно-транспортных ><средств ><(по ><материа><лам ><норм ><технологического ><проектирования).>
<Таблица ><7.1>
<Шаг ><колон> <в ><м> |
<Ширина> <пролета ><в ><м> |
<Высота ><до ><низа ><пе><рекрытия ><(в ><одноэтажном ><здании)в ><м> |
<Отметка ><го><ловки ><рельса ><подкранового ><пути ><в ><м> |
<Грузоподъемность ><и ><т. ><подъ><емно-транспортных ><средств> |
|
<Напольный ><транспорт> |
<Электрические ><краны> |
||||
<Одноэтажные ><здания ><а)Оборудованные ><мостовыми ><кранами ><общего ><назначе><ния> |
|||||
<12> |
<18> |
<8,4> |
<6,15> |
<—> |
<10> |
<12> |
<18> |
<9,6; ><10,8> |
<6,95; ><8,15> |
<—> |
<10; ><20> |
<12> |
<18> |
<12,6; ><14,4> |
<9,65; ><11,45> |
<__.> |
<10; ><20; ><30.> |
<12> |
<24> |
<8,4> |
<6,15> |
<—> |
<10> |
<12> |
<24> |
<9,6; ><10,8> |
<6,95; ><8,15> |
<—> |
<10; ><20> |
<12> |
<24> |
<12,6; ><14,4> |
<9,65; ><1,45> |
<—> |
<10; ><20; ><30> |
<12> |
<24> |
<16,2; ><18,0> |
<12,65; ><14,45> |
<—> |
<30; ><50> |
<12> |
<30> |
<12,6> |
<9,65> |
<—> |
<10; ><20; ><30> |
<12> |
<30> |
<14,4> |
<11,45> |
<—> |
<20; ><30> |
<12> |
<30> |
<16,2; ><18,0> |
<12,65; ><14,45> |
<—> |
<30; ><50> |
<б) ><Оборудованные ><напольным ><транспортом, ><а ><так ><же ><подвесными ><и ><односто><ечными ><кранами> |
|||||
12<1> |
<18> |
<6,0; ><7,2> |
<—> |
<—> |
<—> |
<12> |
<18> |
<8,4; ><9,6;> |
<—> |
<0,25; ><0,5; ><1;> |
<0,25; ><0,5; ><05; ><1;> |
Продолжение Таблицы 7.1
< |
|
<10,8; ><12,6> |
<—> |
<2;3;5> |
<2;3;5> |
<12> |
<24> |
<6,0; ><7,2> |
<—> |
<—> |
<—> |
<12> |
<24> |
<8,4; ><9,6; ><10,8; ><12,6;> |
|
|
|
<Примечание: ><1. ><Ширина ><пролёта ><30 ><м ><и ><боле ><разрешается ><принимать ><только ><при ><технико-экономическом ><её ><обосновании.>
<2. ><При ><технологической ><необходимости ><высоту ><18 ><м ><до ><низа ><перекрытия ><можно ><увеличивать ><на ><величину, ><кратную ><1,8 ><м.>
<Допускаемые ><пределы ><минимальных ><расстояний ><между ><оборудование ><(((рабочими ><местами), ><складочными ><и ><элементами ><здания.
<Таблица ><7.2.>
<Определяемое ><минимальное ><расстояние> |
<Допускаемые ><пре><делы ><значения ><в ><м.> |
<Между ><колонной ><в ><стене ><цеха ><и ><боковой ><стороной ><станка ><или ><сборочно-сварочного ><стенда> |
<0,5-2,6> |
<Между ><колонной ><на ><границе ><смежных ><пролётов ><и ><бо><ковой ><стороной ><станка ><или ><стенда> |
<0,5-2,0> |
<Между ><колонной ><в ><стене ><цеха ><и ><тыльной ><стороной> <станка ><или ><стенда> |
<0,5-2,6> |
<Между ><колонной ><на ><границе ><смежных ><пролётов ><и ><тыльной ><стороной ><станка ><или ><стенда> |
<0,5-2,2> |
Продолжение Таблицы 7.2
<Между ><колонной ><в ><стене ><цеха ><и ><фронтом ><станка ><или ><стенда> |
<1,2-2,4> |
<Между ><колонной ><на ><границе ><смежных ><пролётов ><и ><фронтом ><станка ><или ><стенда> |
<1,8-2,2> |
<Между ><фронтом ><одного ><и ><тыльной ><стороной ><другого ><станка ><или ><стенда> |
<1,0-3,0> |
<Между ><тыльной ><одного ><и ><боковой ><стороной ><другого ><станка ><или ><стенда> |
<0,5-1,6> |
<<Между ><тыльными ><сторонами ><двух ><станков ><или ><стендов> |
<1,0-1,6> |
<Между ><боковыми ><сторонами ><двух ><станков ><или ><стендов> |
<0,5-3,0> |
<Между ><фронтами ><двух ><станков ><или ><стендов> |
<2,0-3,0> |
<Между ><фронтом ><оборудования ><и ><складочным ><местом> |
<1,0-1,6> |
<Между ><двумя ><соседними ><складочными ><листами> |
<1,0-1,4> |
<Между ><тыльной ><стороной ><оборудования ><и ><складочным ><местом> |
<1,0-1,2> |
<Между ><боковой ><стороной ><оборудования ><и ><складочным ><местом> |
<1,0-1,6> |
<Примечание: ><меньшее ><значение ><указанных ><допустимых ><расстояний ><относят><ся ><к ><малогабаритным, ><а ><большие ><- ><к ><крупногабаритным ><(в ><плане) ><станка, ><стендом ><и ><складским ><местам.> |
|
<Высота ><пролетов ><сборочно-сварочного ><проектируемого ><участка ><обу><словливается ><габаритами ><подлежащих ><изготовлению ><в ><них ><узлов ><и ><изделий ><в ><целом, ><габаритами ><подлежащих ><изготовлению ><в ><них ><узлов ><и ><изделий ><в ><це><лом, ><габаритами ><запроектированного ><к ><установке ><в ><рассчитываемых ><проле><тах ><производственного ><оборудования ><большой ><высоты ><и ><предусмотренным ><применением ><(либо ><отказом ><от ><применения) ><верхнего ><транспорта ><(мостовых ><кранов, ><кран-балок, ><однорельсовых, ><подвесных ><тележек ><и ><тп.).>
<В ><случае ><отсутствия ><верхнего ><транспорта ><высота ><пролета ><Нн ><от ><уровня ><пола ><до ><выступающих ><конструктивных ><частей ><перекрытия ><определяется ><сле><дующим ><образом:>
<HH>h1+h2>4,5 ><м, >< >< ><(7.3)>
<где ><h1 ><- ><наибольшая ><в ><рассматриваемом ><пролёте ><высота ><производствен><ного ><оборудования ><либо ><стеллажей ><и ><стендов ><с ><обрабатываемыми ><на ><них ><уз><лами ><и ><изделиями, ><но ><не ><менее ><2,3 ><м;>
<h2 ><- ><расстояние ><между ><наивысшей ><точкой ><указанного ><оборудования ><ли><бо ><стеллажей ><с ><изготовляемыми ><на ><них ><узлами ><(изделиями) ><и ><наиболее ><низ>><<кой ><точкой ><выступающих ><конструктивных ><частей ><перекрытия; ><значение ><это><го ><размера ><обычно ><принимается ><в ><пределах ><от ><0,4 ><до ><1,0 ><м.>
<При ><этом ><согласно ><нормам ><технологического ><проектирования ><высота ><производственных ><помещений ><от ><пола ><до ><потолка ><должна ><составлять ><не ><ме><нее ><4,5 ><м.>
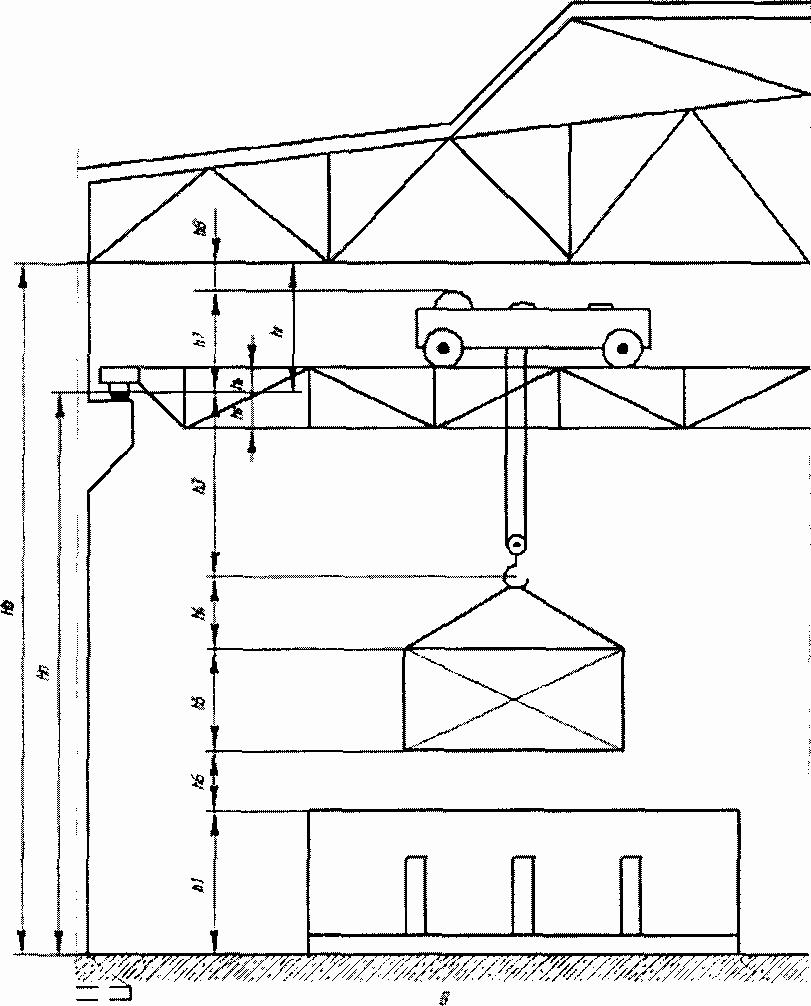
<При ><наличии ><верхнего ><транспорта ><рис. ><7.3. ><высота ><пролёта ><может ><быть ><определена ><из ><следующих ><выражений:>
<Hn>h><1><+h3+h><4><+h><5><+h><6><; >< >< ><(7.4)>
<Нз>Нп+h><7><+h><8>< >< >< ><(7.5)>
<где ><Нп ><- ><высота ><пролёта ><цеха ><от ><пола ><до ><уровня ><головки ><рельса ><подкра><новых ><путей ><в ><м;>
<Нз ><- ><высота ><пролёта ><цеха ><от ><пола ><до ><уровня ><затяжки ><стропил ><перекрытия ><вм;>
<h><4>< ><- ><расстояние ><между ><наиболее ><низкой ><точкой ><подъёмного ><крюка ><крана ><и ><наиболее ><высокой ><точкой ><транспортируемого ><груза; ><величина ><Ъ^ ><зависит ><от ><запроектированного ><способа ><захвата ><или ><подвеса ><и ><увязки ><(зачалки) ><транс><портируемого ><груза; ><при ><зачалке ><цепями ><или ><тросами ><принимают ><Ьд ><равным ><0,3 ><ширины ><зачалки, ><но ><не ><менее ><1 ><м;>
<h><5>< ><- ><наибольшая ><высота ><груза ><транспортируемого ><в ><данном ><пролёте ><при ><помощи ><верхнего ><транспорта, ><в ><метрах;>
<h6 ><- ><расстояние ><между ><наиболее ><низкой ><точкой ><поднятых ><грузов, ><транс><портируемых ><в ><данном ><пролёте, ><при ><помощи ><верхнего ><транспорта, ><и ><наи><высшей ><точкой ><в ><том ><же ><пролёте ><оборудования, ><либо ><стеллажей ><и ><стендов ><с ><обрабатываемыми ><на ><них ><узлами ><и ><изделиями ><в ><м; ><числовое ><значение ><h><6>< ><при><нимается ><равным ><0,5-1,0 ><м;>
<h7 ><- ><расстояние ><от ><уровня ><головки ><рельса ><подкранового ><пути ><до ><высшей ><точки ><оборудования ><тележки ><мостового ><крана ><в ><м ><(определяется ><по ><конст><руктивным ><данным ><стандартных ><кранов);>
<h8><— ><расстояние ><между ><высшей ><точкой ><оборудовании ><тележки ><крана ><и ><уровнем ><затяжки ><стропил ><перекрытий ><- ><принимается ><равным ><0,6-1,2 ><м; ><Вве>><<дение ><в ><расчёт ><величины ><h><8>< ><при ><определении ><высоты ><пролёта ><вызывается ><размещением ><в ><пролёте ><светильников ><общего ><освещения ><цеха, ><подвешивае><мых ><обычно ><к ><нижним ><поясам ><ферм ><перекрытия, ><а ><так ><же ><расположением ><троллейных ><проводов ><крана.>
<
 >
>
<Рис. ><7.3. ><Разрез ><цеха>
<Порядок ><числовых ><значений ><величин ><Нн, ><Нз, ><Нп ><при ><одноярусном ><рас><положении ><верхнего ><транспорта ><о ><данном ><норм ><технологического ><проекти><рования ><приведён ><в ><таблице ><7.1. ><При ><необходимости ><ввода ><в ><цех ><железнодо<<рожных ><платформ ><и ><вагонов ><(цеховые ><склады ><и ><др.) ><высота ><до ><головки ><под><крановых ><путей ><Нп ><должна ><составлять ><не ><менее ><6 ><м.>
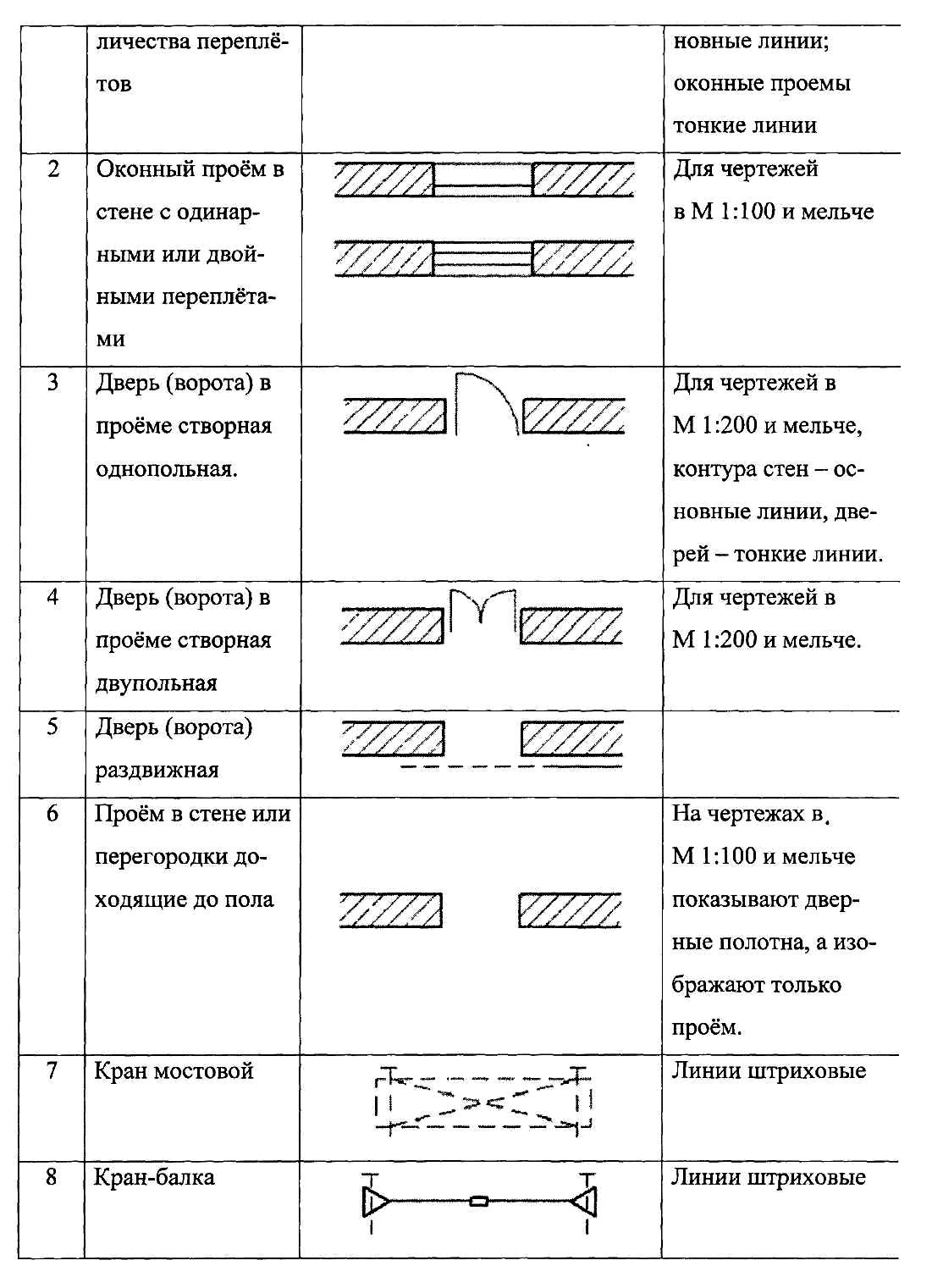
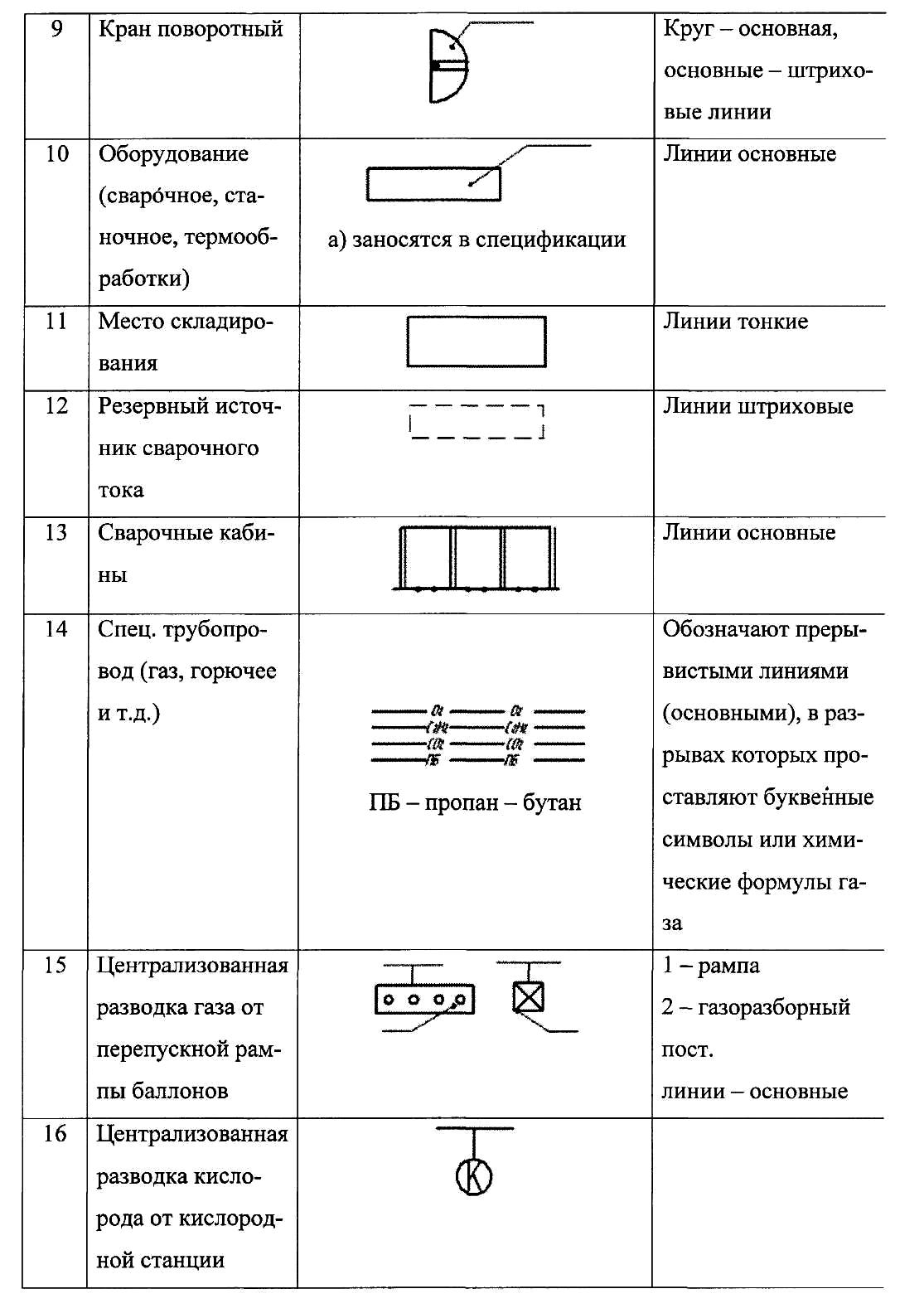
<При ><выполнении ><плана ><участка ><принимают ><условное ><обозначение ><при><веденные ><в ><таблице ><7.4.>
<Основная ><надпись ><на ><плане ><участка ><- ><форма ><1 ><по ><ГОСТ ><2.104-68. ><В ><спе><цификацию ><заносят ><только ><оборудование ><(сварочное, ><станочное, ><термообра><ботки ><и ><др.). ><Остальное ><непосредственно ><на ><плане, ><внутри ><принятого ><услов><ного ><обозначения ><(прямоугольника, ><круга), ><а ><для ><подъёмных ><механизмов ><ря><дом ><с ><условным ><изображением ><проводят ><линию-выноску ><с ><полкой ><со ><сле><дующей ><записью:>
 <кран
><мостовой
><электрический
><
><
>
<кран
><мостовой
><электрический
><
><
>
Q =
><1
><От;
><Lк=
><16000><><>
=
><1
><От;
><Lк=
><16000><><>
<где ><Lk ><- ><пролёт ><крана, ><мм. ><без ><указания ><размерности, ><если ><в ><м ><размер><ность ><указывать;>
<Q ><- ><грузоподъёмность, ><т.>
<Толщина ><наружных ><стен ><зависит ><от ><принятых ><в ><конструкции ><материала ><панелей ><и ><климатического ><района ><строительства.>
<На ><чертежах ><выполненных ><в ><мелкосерийном ><масштабе, ><напр. ><Ml ><: ><200, ><когда ><невозможно ><нанести ><обозначение ><материала ><из-за ><небольшого ><размера ><допускается ><обозначить ><материал ><штриховкой ><под ><углом ><450. ><При ><этом ><кир><пичную ><кладку ><и ><железобетон ><можно ><не ><штриховать, ><а ><штриховку ><колонн ><нанести ><редкими ><линиями.>
<Размеры ><ворот ><для ><ж.д. ><состава ><нормальной ><колеи ><должны ><быть ><не ><менее ><5,4 ><м ><по ><высоте ><и ><4,8 ><м ><по ><ширине.>
<Огнетушители ><и ><пожарные ><щиты ><располагают ><на ><видных ><и ><легкодоступ><ных ><местах ><по ><возможности ><ближе ><к ><выходам ><из ><помещений ><(на ><расстоянии ><1,5-2 ><м ><от ><края ><двери ><при ><её ><открывании).>
<Примерное ><количество ><огнетушителей ><на ><400-500 ><м ><площади ><для ><кате><гории ><производства ><Г: ><2 ><углекислотных ><огнетушителя ><и ><4 ><пенных.
<<При ><планировании ><участка ><будем ><исходить ><из ><того ><что ><он ><располагается ><в ><современном ><одноэтажном ><здании ><цеха.>
<Пролёт ><обслуживается ><подвесными ><балочными ><кранами ><грузоподъёмно><стью ><от ><1 ><до ><5 ><т. ><или ><мостовыми ><кранами ><грузоподъёмность ><от ><10 ><до ><50 ><т. ><и ><более.>
<Располагать ><оборудование ><и ><рабочие ><места ><следует ><вдоль ><общего ><дви><жения ><по ><пролёту, ><по ><фронту. ><В ><противном ><случае ><крановое ><перемещение ><возможно ><чаще ><над ><головами ><работающих, ><что ><небезопасно.>
<Методика ><планирования ><участка ><сводится ><к ><следующему. ><В ><масштабе ><намечают ><центральный ><проезд ><на ><листе ><бумаги ><(лучше ><миллиметровой) ><и ><на ><другом ><листе ><вычерчивают, ><а ><затем ><вырезают ><«габариты» ><(прямоугольники) ><всех ><рабочих ><мест ><оборудования, ><складов ><и ><т.д. ><в ><количестве ><предусмотрен><ном ><технологическим ><процессом.>
<При ><определении ><размеров ><рабочих ><мест ><учитывают ><размеры ><изделия ><и ><выбранное ><сварочно-сборочное ><приспособление ><(стеллаж, ><стенд ><и ><т.п.) ><с ><до><бавлением ><к ><этим ><размерам ><по ><0,8-1 ><м ><с ><каждой ><стороны, ><на ><проходы ><для ><ра><бочих.>
<Размеры ><складочных ><мест ><зависят ><от ><габаритов ><складываемых ><у ><рабочих ><мест ><деталей, ><узлов, ><изделий. ><Обычно, ><эти ><размеры ><так ><же ><как ><и ><у ><рабочих ><мест ><(иногда ><несколько ><меньше).>
<Затем ><эти ><«габариты» ><надо ><рационально ><разместить ><на ><плане ><с ><соблюде><нием ><всех ><необходимых ><расстояний ><между ><ними ><с ><учётом ><проездов, ><прохо><дов ><и ><зоны ><действия ><грузоподъёмных ><кранов.>
<При ><расстановке ><«габаритов» ><на ><листе ><плана ><последние ><закрепляются ><на ><своих ><местах ><булавками, ><либо ><пластилином. ><Такая ><техника ><расстановки ><по><зволяет ><быстрее ><определить ><наиболее ><рациональный ><вариант ><планировки.>
<Таким ><образом, ><ширина ><пролёта ><определяется ><путём ><размещения ><«габа><ритов» ><на ><плане ><участка ><с ><последующим ><подсчётом ><суммы ><размеров ><ширины ><рабочих ><и ><др. ><мест, ><проходов ><и ><проездов ><между ><ними. ><Полученная ><ширина ><пролёта ><(В) ><должна ><быть ><согласованна ><с ><грузоподъёмностью ><и ><пролётом ><гру><зового ><крана ><см. ><табл. ><7.3. ><и ><Рис ><7.3.
><<Рекомендуемые ><расстояния ><от ><колонны ><к ><оборудованию ><0,4-0,5 ><м. ><0,8-><1,5 ><м. ><(для ><более ><крупного ><оборудования), ><между ><оборудованием ><1-1,5 ><м. ><между ><складочными ><местами, ><элементами ><зданий ><и ><др.>
<Рекомендуется ><на ><плане ><участка ><показать ><направления ><потока ><техноло><гической ><последовательности ><стрелками ><(толщина ><стрелки ><1-1,5 ><мм).>
<В ><дипломных ><работах ><обычно ><принимают ><шаг ><колонны ><12 ><м. ><Для ><этого ><шага ><(для ><пролёта ><у ><стены) ><средние ><размеры ><простенка ><и ><оконного ><проёма ><можно ><принять: ><простенок ><3000 ><мм, ><оконный ><проём ><9000 ><мм.>
<Толщина ><стен ><и ><размеры ><колонн ><на ><плане ><М ><1:100 ><и ><мельче ><малы ><(раз><меры ><стен ><порядка ><300-400 ><мм ><и ><колонны ><600* ><1400 ><мм), ><а ><поэтому ><их ><следу><ет ><условно ><увеличивать ><и ><принимать ><на ><плане: ><толщину ><стен ><5 ><мм, ><размеры ><колонн ><5 ><* ><(8-10) ><мм ><- ><больший ><размер ><должен ><быть ><перпендикулярен ><оси ><ша><га ><колонн.>
<При ><централизованном ><питании ><сварочных ><постов ><следует ><на ><плане ><уча><стка ><показывать ><соответствующие ><разводки ><газоэлектросетей.>
<Размеры ><сварочных ><кабин ><зависят ><от ><размеров ><изделия, ><но ><обычно ><при><нимаются ><200*2000 ><или ><2000*3000 ><мм ><высотой ><1800-2000 ><мм.>
<В ><каждой ><кабине, ><кроме ><общей ><вентиляции ><предусматриваются ><местные ><отсасывающие ><устройства.>
<Наносимые ><на ><план ><цеха ><оборудование, ><рабочие ><и ><складочные ><места, ><подъёмно-транспортные ><устройства ><и ><др. ><нумеруются ><соответственными ><цифрами ><и ><вносятся ><в ><спецификацию, ><к ><чертежу ><плана ><участка.>
<В ><спецификации ><указывается ><номер ><объекта, ><нанесённого ><на ><план, ><его ><название ><и ><краткая ><характеристика, ><количество ><штук, ><принятых ><в ><проекте. ><Одинаковым ><объектам ><присваивается ><единый ><номер.
<Таблица ><7.3. <<Основные ><параметры ><мостовых ><кранов.>
<Грузоподъемность ><крана><-Q ><в ><т.> |
<Пролет> <крана ><(м)> <Lk> |
<Крановый> <габарит ><здания ><мм> <hr> |
<Высота> <крана> <вверх ><от> <головки> <h><в><мм> |
<Высота> <крана ><вниз ><от> <головки> <рельса ><пн> <мм> |
<Тип> <рельса ><краново><го ><ГОСТ> <4121-72> |
<10> |
<на ><1,5 ><менее ><пролета ><здания> |
<2250> |
<1900> |
<250-300 ><по ><мере ><увеличе><ния ><про><лета> |
<Кр-70 ><Кр-80> |
<20/5> |
<2650> |
<2400> |
|||
<30/5> |
<2950> |
<2750> |
|||
<50/10> |
<3350> |
<3150> |
|||
<80/20> |
<на> <2м.менее> <пролета> <здания> |
<4000> |
<3200> |
<200 ><500> |
<Кр-100> |
<100/20> |
<при ><пролете ><30-36м ><4400 >< >< >< >< >< >< >< >< >< >< >< >< >< >< >< >< >< >< >< >< >< ><4000> |
<Кр-120> |
|||
<200/32> |
<на ><2,5м ><менее ><пролета ><здания> |
<5200> |
<4800> |
<300 ><400 ><350> |
<Кр-120> |
<250/32> |
<5600> |
<5200> |
|||
<320/32> |
<6300> |
<5900> |
|||
<.>
<Таблица ><7.4. Условные ><графические ><обозначения ><для ><планов ><участков >
<№№ ><пп> |
<Наименование> |
<Обозначения ><в ><плане> |
<Примечание> |
<1> |
<2> |
<3> |
<4> |
Продолжение Таблицы 7.4
<1> |
<Оконный ><проём ><в ><стене, ><не ><доходя><щий ><до ><пола, ><не><зависимо ><от ><ко-> |
|
<Для ><чертежей ><в ><масштабе ><М ><1:200 ><и> |
||
<'/////> |
|
<////> |
|||
<штриховка ><редкая> |
<мельче. ><Контуры ><стен ><ос-> |
||||
 >
>
<8. ><Определение ><уровня ><механизации>
<Механизация ><и ><автоматизация ><сварочного ><производства ><является ><важ><нейшим ><средством ><повышения ><производительности ><труда, ><повышения ><каче><ства ><сварных ><изделий ><и ><улучшения ><условий ><труда.>
<Под ><механизацией ><производственного ><процесса ><понимается ><замена ><в ><нем ><ручного ><труда ><работой ><машин.>
<Механизация ><может ><быть ><частичной, ><т.е. ><охватывать ><часть ><(отдельные ><операции) ><процесса ><производства, ><и ><комплексной. ><При ><комплексной ><механи><зации ><все ><операции ><выполняются ><с ><помощью ><машин ><и ><механизмов, ><установ><ленных ><в ><порядке ><последовательности ><выполнения ><технологического ><про><цесса ><и ><взаимоувязанных ><по ><производительности.>
<Сварочное ><производство- ><комплексное ><производство, ><включающее ><в ><се><бя ><основные ><операции ><(сборку, ><сварку, ><правку, ><термообработку, ><отделку ><сварных ><изделий); ><вспомогательные ><операции ><(транспортные, ><наладочные, ><контрольные ><и ><тп.) ><и ><операции ><обслуживания ><(ремонтные ><и ><др.). ><Несгароч><ные ><операции ><в ><сварочном ><производстве ><составляют ><в ><среднем ><70% ><общей ><трудоемкости ><работ ><сварочных ><цехов.>
<В ><сварочном ><производстве ><комплексная ><механизация ><достигается ><при ><внедрении ><механизированных ><линий, ><на ><которых ><механизированными ><спо><собами ><осуществляется ><сборка, ><сварка ><и ><транспортировка ><сварных ><изделий, ><а> ><<в ><ряде ><случаев ><также ><правка, ><механическая ><обработка, ><отделка ><и ><заготови><тельные ><операции.>
<Высшей ><ступенью ><механизации ><является ><автоматизация, ><при ><которой ><машины ><осуществляют ><и ><функции ><управления, ><а ><обслуживающий ><персонал ><лишь ><налаживает ><их ><и ><наблюдает ><за ><работой ><приборов ><и ><систем ><управления.>
<Уровень ><механизации ><характеризуется ><четырьмя ><показателями, ><рассчи><тываемыми ><по ><формуле: ><[15].>
<yi=XJ(TMi*ni)/>
<У><4><=Рм/Рм+Рр*100%, >< >< ><(8.4)>
<Tmj- ><трудоемкость ><операций, ><выполняемой ><механизированным ><способом>
<Тр- ><трудоемкость ><операций, ><выполняемых ><ручным ><способам;>
<ITj- ><коэффициент ><производительности ><оборудования, ><определяемый ><как ><отношение ><трудоемкости ><операции ><до ><и ><после ><механизации;>
<Kj- ><коэффициент ><механизации, ><определяемый ><как ><отношении ><времени ><механизированного ><труда ><к ><общим ><затратам ><времени ><на ><данном ><оборудова><нии;>
<Рм- ><число ><рабочих, ><выполняющих ><работу ><механизированным ><способом;>
<Рр- ><число ><рабочих, ><выполняющих ><работу ><в ><ручную;>
<mj- ><коэффициент, ><характеризующий ><долю ><участия ><оборудования ><в ><про><изводственном ><процессе, ><равный ><отношению ><приведенную ><трудоемкости ><операции, ><производимой ><на ><данном ><оборудовании, ><к ><общей ><приведенной ><трудоемкости.>
<Показатель ><У1 ><определяет ><удельный ><объем ><механизированных ><операций ><в ><общем ><производственном ><процессе.>
<Показатель ><У2 ><отражает ><степень ><вытеснения ><трудовых ><затрат ><в ><резуль><тате ><механизации.>
<На ><назначение ><показателя ><У2- ><характеризует ><сокращение ><трудовых ><за><трат ><за ><счет ><механизации ><и ><уровень ><производительности ><применяемой ><тех><ники.>
<Показатель ><УЗ ><определяет ><долю ><механизированного ><труда ><в ><общих ><за><тратах ><труда ><и ><отражает ><третью ><сторону ><механизации. ><Этот ><показатель ><по<<зволяет, ><в ><частности, ><оценить ><степень ><механизации ><вспомогательных ><работ ><при ><осуществлении ><механизированных ><операций.>
<Показатель ><У4 ><определяет ><удельное ><число ><рабочих, ><работающих ><на ><ма><шинах, ><в ><общем ><числе ><рабочих.>
<Коэффициенты ><К ><при ><выполнении ><сборочно-сварочных ><работ ><Механизированные ><сборочные ><стенды ><0,3-1 ><Универсальные ><сварочные ><установки ><и ><машины ><0,5-0,7 ><Специализированные ><сварочные ><и ><сборочно-сварочные ><станки ><0,8-1 ><Сварочные ><полуавтоматы, ><применяемые ><с ><механизированным ><оборудо><ванием ><для ><поворота ><свариваемых ><изделий ><0,1>
<.>
<Таблица ><8.1 Коэффициент ><2 ><при ><выполнении ><сварочных ><работ >
<Отрасли ><про><изводства> |
<Сварка ><под ><флюсом> |
Электрошлаковая сварка<> |
<Автоматическая ><и ><полуавтомати><ческая ><сварка ><в ><защитных ><газах, ><сварка ><порошковой ><проволокой> |
<Сварка >< >< ><контактная >< >< ><га><зопрессовая, ><холодная ><и ><трением ><на ><машинах> |
||||
<автоматическая> |
полуавтоматическая<> |
<универсаль><ных> |
<Специальных ><высокопро><изводительных> |
|||||
Обычные режимы<> |
<Форсированные ><ре><жимы ><со ><скоростями ><более ><70 ><м\ч> |
<С ><немеханизирован><ным ><приводом> |
<С ><механизирован><ным ><приводом> |
|||||
<Строительство> |
<3> |
<5> |
<1,5> |
<4> |
<2> |
<3,5> |
<—> |
<_—> |
<Котлостроение> |
<3,5> |
<5,5> |
<1,5> |
<5,5> |
<2> |
<3,5> |
<___> |
<___> |
<Тракторное >< >< >< ><и ><сельскохозяй><ственное >< >< >< >< ><ма><шиностроение> |
<2> |
<3> |
<1,5> |
<___> |
<2> |
<3,5> |
<8> |
<—> |
<Примечание. ><Приведенные ><коэ<ффициент ><для ><автоматической ><сварки ><под <флюсом ><вычислены ><при ><работе >одним электродом: при работе двумя электродами принимают в 1,5 раз при работе тремя электродами – в 2 раза большие значения. >> <> |
||||||||
<10.Выводы ><по ><проекту.>>
<<Заключительная ><часть ><дипломного ><проекта.>
<В ><«выводах» ><отмечают ><актуальность ><и ><новизну ><темы ><(если ><они ><имеют><ся), ><изменения ><или ><усовершенствования ><(улучшения) ><внесенные ><в ><техноло><гический ><процесс ><(способ ><сварки, ><сварочные ><материалы, ><источники ><и ><систе><ма ><питания, ><сварочное ><оборудование, ><приспособления ><способы ><контроля ><ка><чества, ><организация ><работ ><и ><т.д.). ><В ><отличие ><от ><действующей, ><где ><учащийся ><проходил ><преддипломную ><практику. ><Вам ><также ><указать, ><что ><нового, ><своего, ><внесено ><в ><разработку ><дипломного ><задания.>
<Изложение ><должно ><быть ><кратким ><и ><четким ><в ><объеме ><до1 ><страницы.>
<Заканчивать ><«выводы» ><следует ><достигнутым ><экономическим ><эффектом ><(процент ><снижения ><себестоимости, ><трудоемкости, ><повышение ><производи><тельности ><труда, ><условно-годовая ><экономия) ><и ><другими ><показателями, ><на><пример, ><повышение ><качества, ><улучшение ><условий ><труда, ><уровень ><и ><автомати><зации.>
<Второстепенных ><и ><мелких ><вопросов ><в ><«выводы» ><не ><включать
<<12.Правила ><построения ><и ><оформления ><графической ><части ><и ><по><яснительной ><записки ><дипломного ><проекта ><(стандарт> <предприятия ><-СТП-НМТ-2-97).
>
<Стандарт ><СТП-НМТ-2-97 ><разработан ><в ><развитии ><ГОСТ ><2.105-79 ><с ><учетом ><требований ><государственных ><стандартов ><ЕСКД ><(Единой ><системы ><конструк><торской ><документации), ><ЕСТД ><(Единой ><системой ><технологической ><докумен><тации).
>>
<<Настоящий ><стандарт ><устанавливает ><общие ><правила ><построения ><оформ><ления ><графической ><части ><и ><пояснительных ><записок ><курсового, ><дипломного ><проектов, ><выполняемых ><учащимся ><Нефтекамского ><Машиностроительного ><техникума ><и ><являются ><для ><них ><обязательными.>
<<3.1.1.1.>< ><На ><каждое ><изделие ><выполняют ><отдельный ><чертеж. ><Исключение ><составляет ><группа ><изделий, ><обладающих ><общими ><конструктивными ><призна><ками, ><на ><которые ><выполняют ><групповой ><чертеж ><по ><ГОСТ ><2.113-75 ><(например, ><проходную ><и ><непроходную ><вставки ><калибра-пробки). ><На ><групповом ><чертеже ><изображается ><основное ><исполнение.>
<Постоянные ><размеры, ><общие ><для ><всех ><исполнений, ><проставляют ><на ><чер><теже ><цифровыми ><обозначениями. ><Переменные ><размеры ><(например, ><для ><вста><вок ><исполнительный ><размер, ><общая ><длина ><вставок, ><длина ><сторон ><вставок) ><на><носят ><на ><чертеже ><буквенными ><обозначениями, ><а ><их ><конкретные ><номинальные ><значения, ><и ><предельные ><отклонения ><указывают ><в ><таблице ><исполнений. ><Таб><лицу ><исполнений ><помещают ><на ><поле ><чертежа.>
<На ><каждом ><чертеже ><помещают ><основную ><надпись ><и ><дополни ><тельные ><графы ><к ><ней ><в ><соответствии ><с ><ГОСТ ><2.104-68 ><(СТ ><СЭВ ><365-76 ><и ><СТ ><СЭВ ><140-74).>
<в ><основной ><надписи ><чертежа ><наименование ><изделия ><должно ><со ><ответствовать ><принятой ><терминологии ><и ><быть ><по ><возможности ><кратким.>
<Наименование ><изделия ><записывают ><в ><именительном ><падеже ><единствен><ного ><числа.>
<В ><наименовании, ><состоящим ><из ><нескольких ><слов, ><на ><первом ><листеб ><по><мещают ><имя ><существительное, ><например ><«Колесо ><зубчатое».>
<Если ><ребро ><(кромку) ><необходимо ><изготовить ><острым ><или ><скруг><лить, ><то ><на ><чертеже ><помещают ><соответствующее ><указание. ><Если ><на ><чертеже ><нет ><никаких ><указаний ><о ><форме ><кромок ><или ><ребер, ><то ><они ><должны ><быть ><приту><плены.>
<Если ><в ><окончательно ><изготовленным ><изделии ><должны ><быть ><цен><тровые ><отверстия, ><выполняемые ><по ><ГОСТ ><14034-74, ><то ><их ><изображают ><упро><щенно ><с ><указанием ><только ><обозначения ><по ><ГОСТ ><14034-74.>
<Если ><центровые ><отверстия ><в ><готовом ><изделии ><недопустимы, ><то ><на ><поле ><чертежа ><в ><технических ><требованиях ><указывают: ><«Центровые ><отверстия ><недо><пустимы».
>>
<<Центровые ><отверстия ><не ><изображают ><и ><в ><технических ><требования ><не ><помешают ><не ><каких ><указаний, ><если ><наличие ><отверстий ><конструктивно ><без ><различно.>
<3.2. ><Чертежи ><сборочные.>
<3.2.1. ><Содержание ><изображения ><и ><нанесения ><размеров.>
<3.2.1.1.>< ><Сборочный ><чертеж ><должен ><содержать:>
<изображение ><сборочной ><единицы, ><дающее ><представления ><о ><распо><ложении ><и ><взаимной ><связи ><составных ><частей, ><соединяемых ><по ><данному ><чер><тежу, ><и ><обеспечивающие ><возможность ><осуществления ><сборки ><и ><контроля ><сборочной ><единицы;>
<размеры, ><предельные ><отклонения ><и ><другие ><параметры ><и ><требова><ния, ><которые ><должны ><быть ><выполнены ><или ><проконтролированы ><по ><данному ><сборочному ><чертежу.>
<Допускается ><указывать ><в ><качестве ><справочных ><размеров ><деталей, ><опре><деляющие ><характер ><сопряжения:>
<номер ><позиций ><составных ><частей, ><входящих ><в ><изделия;>
<габаритные ><размеры ><изделия;>
<установочные, ><присоединительные ><и ><другие ><необходимые ><спра><вочные ><размеры;>
<техническую ><характеристику ><изделия ><(при ><необходимости).>
<3.2.1.2.>< ><При ><указании ><установочных ><и ><присоединительных ><размеров ><должны ><быть ><нанесены:>
<координаты ><расположения, ><размеры ><с ><предельными ><отклонениями ><эле><ментов, ><служащих ><для ><соединения ><с ><сопрягаемыми ><изделиями;>
<другие ><параметры, ><например, ><для ><зубчатых ><колес, ><служащих ><элементами ><внешней ><связи, ><модуль, ><количество ><и ><направление ><зубьев.>
<3.2.1.3.>< ><На ><сборочном ><чертеже ><допускается ><изображать ><перемечающиеся ><части ><изделия ><в ><крайнем ><или ><промежуточном ><положении ><с ><соответствующи><ми ><размерами.
>>
<<Если ><при ><изображении ><перемечающихся ><частей ><затрудняется ><чтение ><чертежа, ><то ><эти ><части ><допускаются ><изображать ><на ><дополнительных ><вилах ><с ><соответствующими>
<надписями, ><например: ><«Крайние ><положения ><каретки ><поз. ><5».>
<3.2.1.4.>< ><на ><сборочном ><чертеже ><изделия ><допускается ><помещать ><изображе><ние>
<пограничных ><(соседних) ><изделий ><(«обстановки») ><и ><размеры, ><опреде><ляющие ><их ><взаимное>
<расположение. ><Составные ><части ><изделия, ><расположенные ><за ><обстановкой, ><изображают ><как ><видимые.>
<При ><необходимости ><допускается ><изображать ><их ><как ><невидимые. ><Предметы ><«обстановки» ><выполняют ><упрощенно ><и ><приводят ><необходи><мые ><данные ><для ><определения ><места ><установки, ><методов ><крепления ><и ><присое><динения ><изделия.>
<3.2.1.5.>< ><Если ><на ><сборочном ><чертеже ><необходимо ><указать ><наименование><>
<обозначения ><изделий, ><составляющих ><«обстановку», ><или ><их ><элементов, ><то ><эти ><указания> <помещают ><непосредственно ><на ><изображении ><«обстановки» ><или ><на ><полке ><линии ><— ><выноски,> <проведенной ><от ><соответствующего ><изображения, ><например:
><«Пневмоци><линдр> <(обозначение)»; ><«Автомат ><давления ><(обозначение)» ><и ><т.><п.>
<3.2.1.6.>< ><На ><сборочном ><чертеже ><изделия ><вспомогательного ><производства ><(например,>
<штампа, ><кондуктора ><и ><т. ><п.) ><допускается ><помещать ><в ><правом ><верхнем ><уг><лу ><операционный ><чертеж.>
<3.2.1.7.>< ><сборочные ><чертежи ><следует ><выполнять, ><как ><правило, ><с ><упрощениями, соответствующими ><требованиями ><стандартов ><ЕСКД ><и ><настоящего ><мето><дического> <указания.>
<На ><сборочном ><чертежах ><не ><показывать:>
<фаски, ><округления, ><проточки, ><углубления, ><выступы, ><накатки, ><насечки ><и ><другие>
<мелкие ><элементы;>
<зазоры ><между ><стержнем ><и ><отверстием;>
<показать ><закрытые ><или ><составные ><части ><изделия. ><При ><этом ><над ><изобра><жением ><делают>
<соответствующую ><надпись, ><например: ><«Крышка ><не ><показана» ><или ><«Крышка ><поз. ><3 ><не>
<показана»;>
<надписи ><на ><табличках, ><фирменных ><планках, ><шкалах ><и ><других ><подобных ><деталях,>
<изображая ><только ><их ><контур.>
<4, ><Составление ><спецификации.>
<4.1.>< ><Спецификацию ><составляют ><на ><отдельных ><листах ><на ><каждую ><сбороч><ную ><единицу>
<по ><формам ><1 ><и ><1а ><(см. ><приложения ><5 ><и ><6).>
<Пример ><заполнения ><спецификации ><дан ><в ><приложении ><7.>
<4.2.>< ><Спецификации ><в ><общем ><случае ><состоят ><из ><разделов, ><которые ><распо><лагают ><в>
<следующей ><последовательности:>
<документация;>
<комплексы;>
<сборочные ><единицы;>
<детали;>
<стандартные ><изделия;>
<прочие ><изделия;>
<материалы.>>
<<Наименование ><каждого ><раздела ><указывают ><в ><виде ><заголовка ><в ><графе ><«Наименование» ><и ><подчеркивают.>
<4.3.>< ><В ><разделы ><«Комплексы», ><«Сборочные ><единицы» ><и ><«Детали» ><вносят ><комплексы,>
<сборочные ><единицы ><и ><детали, ><непосредственно ><входящие ><в ><специфици><руемое ><изделие.>
<запись ><указанных ><изделий ><производят ><в ><алфавитном ><порядке ><сочетание ><начальных ><знаков>
<(букв) ><индексов ><организаций-разработчиков ><и ><далее ><в ><порядке ><возраста><ния ><цифр,>
<входящих ><в ><обозначение.>
<4.4.>< ><В ><разделе ><«Стандартные ><изделия» ><записывают ><изделия, ><применен><ные ><по:>
<государственным ><стандартам;>
<республиканским ><стандартам;>
<отраслевым ><стандартам;>
<стандартам ><предприятий.>
<В ><пределах ><каждой ><категории ><запись ><производят ><по ><группам ><изделий, ><объединенных>
<по ><их ><функциональному ><назначению ><(например, ><подшипники, ><крепеж><ные ><изделия ><и>
<т.п.), ><в ><пределах ><каждой ><группы ><- ><в ><алфавитном ><порядке ><наименований ><-><в ><порядке ><возрастания ><обозначений ><стандартов.>
<В ><разделе ><«Прочие ><изделия» ><вносят ><изделия, ><примененные ><не ><по ><ос><новным ><конструкторским ><документам ><(по ><техническим ><условиям, ><каталогам ><и ><т. ><п.), ><за ><исключением ><стандартных ><изделий.>
<Графы ><спецификации ><заполняют ><следующим ><образом:>
<4.6.1. ><В ><графе ><«Формат» ><указывают ><форматы ><документов, ><обозначения ><которых ><записывают ><в ><графе ><«Обозначения». ><Если ><документ ><выполнена ><не><скольких ><листах ><различных ><форматов, ><то ><в ><графе ><проставляют ><«звездочки», ><а ><в ><графе ><«Примечание» ><перечисляют ><все ><форматы.>>
<<Для ><деталей, ><на ><которые ><не ><выпущены ><чертежи, ><в ><графе ><указывают: ><БЧ.>
<В ><графе ><«Зона» ><указывают ><обозначение ><зоны, ><в ><которой ><находится ><номер ><позиции ><записываемой ><составной ><части ><(при ><разбивке ><поля ><чертежа ><на ><зоны ><по ><ГОСТ ><2.104.-68).>
<В ><графе ><«Поз» ><указывают ><порядковые ><номера ><составных ><частей, ><непосредственно ><входящих ><в ><специфицируемое ><изделие.>
<4.7. ><Номера ><позиций.>
<на ><сборочном ><чертеже ><все ><составные ><части ><сборочной ><единицы ><нумеруют ><в ><соответствии ><с ><номерами ><позиций, ><указанными ><в ><спецификации ><этой ><сборочной ><единицы. ><Номера ><позиций ><наносят ><на ><полках ><линий-выносок, ><проводимых ><от ><изображений ><составных ><частей.>
<Номера ><позиций ><указывают ><на ><тех ><изображениях, ><на ><которых ><со ><ответствующие ><составные ><части ><проецируются ><как ><видимые, ><как ><правило, ><на ><основных ><видах ><и ><заменяющих ><их ><разрезах.>
<номера ><позиций ><располагают ><параллельно ><основной ><надписи ><чер><тежа ><вне ><контура ><изображения ><и ><группируют ><в ><колонку ><или ><строчку ><по ><воз><можности ><на ><одной ><линии.>
<номера ><позиций ><наносят ><на ><чертеже, ><как ><правило, ><один ><раз. ><допус><кается ><повторно ><указывать ><номера ><позиций ><одинаковых ><составных ><частей.>
<размер ><шрифта ><номеров ><позиций ><должен ><быть ><на ><один ><- ><два ><номе><ра ><больше, ><чем ><размер ><шрифта, ><принятого ><для ><размерных ><чисел, ><на ><том ><же ><чертеже.>
<допускается ><делать ><общую ><линию-выноску ><с ><вертикальном ><распо><ложении ><номеров ><позиций ><для ><группы ><крепежных ><деталей, ><от ><носящихся ><к ><одному ><и ><тому ><же ><месту ><крепления.>
<5. ><Правила ><нанесения ><на ><чертежах ><надписей, ><технических ><требований ><и ><таблиц >< >< >< >< >< >< ><ГОСТ ><2.316-68 ><(СВ ><СЭВ ><856-78).>
<5.1. ><Надписи, ><текстовую ><часть ><и ><таблицу ><следует ><включать, ><когда ><содер><жащиеся ><в ><них ><данные, ><указания ><и ><разъяснения ><невозможно ><или ><нецелесообразно
<<разно >< ><выразить >< ><графически >< ><или ><условными >< ><обозначениями. >< ><Содержание ><надписей ><и ><текста ><должно ><быть ><точным ><и ><кратким.>
<текст ><на ><поле ><чертежа, ><таблицы, ><надписи ><с ><обозначением ><изображе><ний ><следует ><располагать, ><как ><правило, ><параллельно ><основной ><надписи ><черте><жа.>
<Линия-выноска, ><пересекающая ><контур ><изображения ><и ><не ><отводимая ><от ><какой-либо ><линии, ><должна ><заканчиваться ><точкой ><(чертежа ><1,а). ><Линия- ><выноска, ><отводимая ><т ><линий, ><обозначающих ><поверхности, ><должна ><заканчи><ваться ><стрелкой ><(черт. ><1, ><б).>
>>
><5.4. ><Технические ><требования ><на ><чертежах ><излагают, ><группируя ><однород><ные ><и ><близкие ><по ><своему ><характеру ><требования, ><по ><возможности ><в ><следую><щей ><последовательности:>
<требования, ><предъявляемые ><к ><материалу, ><заготовке, ><терми><ческой ><обработке ><и ><к ><свойствам ><материала ><готовой ><детали, ><указание ><материалов-заментелей;>
<размеры, ><предельные ><отклонения ><размеров, ><формы ><взаимного ><расположения ><поверхностей ><и ><т. ><п.;>
<требования ><к ><качеству ><поверхностей, ><указания ><об ><их ><отделке, ><покрытии;>
<указания ><о ><маркировании ><и ><клеймении.>
<Заголовок ><«Технические ><требования»не ><пишут.>
<При ><выполнении ><чертежа ><на ><двух ><и ><боле ><листах ><текстовую ><часть ><помещают ><только ><на ><первом ><листе, ><независимо ><от ><того, ><на ><каких ><листах ><находятся ><изображения, ><к ><которым ><относятся ><указания, ><приведенные ><в ><тек><стовой ><части.>><<2. ><Пояснительная ><записка ><курсового ><дипломного ><проектов.>
<1. ><Общие ><требования.>
<1.1.>< ><Текстовой ><материал ><курсового ><и ><дипломного ><проектов ><оформляется ><в ><виде ><пояснительной ><записке ><и ><включает:>
<титульный ><лист;>
<задание ><на ><курсовое ><или ><дипломное ><проектирование ><(оно ><выдается ><консультантом);>
<текстовую, ><конструкторскую ><и ><технологическую ><документации ><(за ><главный ><лист ><пояснительной ><записки ><с ><основной ><надписью ><по ><ГОСТ ><2.104-68 ><форма ><2 ><и ><последующие ><листы ><пояснительной ><записки ><с ><основной ><надписью ><по ><ГОСТ ><2.104-68 ><форма ><2а);>
<приложения: ><спецификация ><сборочных ><единиц;>
<комплект ><карт ><технологического ><процесса ><(заглавный ><лист ><тех. ><процес><са, ><маршрутные ><карты, ><операционные ><карты, ><на ><2-3 ><операции ><по ><усмотрению ><руководителя ><проекта, ><карта ><эскизов, ><схема ><и ><наладок ><и ><карта ><технического ><контроля);>
<Примечание: ><Карты ><технологического ><процессов ><должны ><соответство><вать ><требованиям ><ЕСКД.>
<документы, ><подтверждающие ><реальность ><проекта ><(если ><они ><имеются);>
<проспекты;>
<справочные ><и ><другие ><материалы;>
<список ><использованных ><источников;>
<содержание.>
<1.2.>< ><Задание ><на ><дипломное ><и ><курсовое ><проектирование ><оформляется ><на ><бланке ><в ><соответствии ><с ><действующим ><положением ><и ><должно ><иметь ><соответ><ствующие ><подписи.
1.3 >><<Пояснительная ><записка ><по ><содержанию ><должна ><отвечать ><требовани><ям, ><устанавливаемым ><предметной ><или ><цикловой ><комиссии, ><выдавшими ><зада><ние ><на ><дипломное ><и ><курсовое ><проектирование.>
1.4 <Пояснительную ><записку ><выполняют ><на ><листах ><белой ><бумаги ><формата ><А4 ><(размеры ><сторон ><формата ><210x297 ><мм ><по ><ГОСТ ><2.301-68).>
<необходимые ><схемы ><и ><чертежи ><в ><пояснительной ><записке ><допускаются ><выполнять ><на ><листах ><любых ><форматов ><по ><ГОСТ ><2.301-88, ><при ><этом ><основную ><надпись ><выполняют ><по ><ГОСТ ><2.104-68, ><форма ><1 ><(см. ><приложение ><1).>
<1.5.>< ><пояснительную ><записку ><выполняют ><на ><одной ><стороне ><листа ><или ><на ><обеих ><сторонах ><рукописным ><способом ><с ><высотой ><букв ><и ><цифр ><не ><менее ><2,5 ><мм, ><а ><наименование ><разделов ><- ><7 ><мм. ><Расстояние ><между ><строками ><- ><7...10 ><мм. ><цифры ><и ><буквы ><необходимо ><писать ><четко ><черными, ><фиолетовыми ><или ><сини ><ми ><чернилами ><(цвет ><чернил ><в ><пределах ><всей ><записки ><должен ><быть ><одинако><вым).>
<Допускается ><выполнять ><пояснительную ><записку ><машинописным ><спосо><бом ><через ><два ><интервала.>
<1.6.>< ><каждый ><лист ><пояснительной ><записки ><(заглавный ><или ><последующий) ><должен ><иметь ><рамку ><справа ><с ><полем ><для ><подшивки ><20 ><мм, ><сверху, ><снизу ><и ><слева ><от ><обрезов ><листа ><5 ><мм ><и ><основную ><надпись ><по ><ГОСТ ><2.104-68 ><(см. ><при><ложения ><14 ><и ><15).>
<Рамку ><и ><основную ><надпись ><выполняют ><простым ><карандашом ><или ><черни><лами.>
<Допускается ><использовать ><типографские ><бланки ><для ><пояснительной ><за><писки.>
<1.7.>< ><Расстояние ><от ><рамки ><формы ><до ><границ ><текста ><следует ><оставлять: ><в ><начале ><строк ><- ><не ><менее ><5 ><мм, ><в ><конце ><строк ><- ><не ><менее ><3 ><мм.>
<Расстояние ><от ><верхней ><или ><нижней ><строки ><текста ><до ><верхней ><или ><нижней ><рамки ><формы ><должно ><быть ><не ><менее ><10 ><мм.>
<Абзацы ><в ><тексте ><начинают ><отступом, ><равным ><15-17 ><мм.>
<Пример ><выполнения ><последующего ><листа ><пояснительной ><записки ><приве><ден ><в ><приложении ><15.>>
<<1.8.>< ><Описки ><графические ><неточности, ><обнаруженные ><в ><процессе ><выпол><нения ><пояснительной ><записки, ><допускается ><исправлять ><подчисткой ><или ><за><крашиванием ><белой ><краской ><и ><нанесением ><на ><том ><же ><месте ><исправленного ><текста ><(графики) ><чернилами ><рукописным ><способом.>
<Повреждения ><листов ><пояснительной ><записки, ><помарки ><и ><следы ><неполно><стью ><удаленного ><прежнего ><текста ><(графики) ><не ><допускается.>
<Вписывать ><в ><пояснительную ><записку ><отдельные ><слова, ><формулы, ><ус><ловные ><знаки ><необходимо ><рукописным ><способом ><чернилами.>
<иллюстрации, ><чертежи ><и ><таблицы ><выполняют ><простым ><каранда><шом.>
<Все ><величины, ><формулы ><и ><расчеты, ><помещенные ><в ><пояснительной ><записке, ><выполняют ><только ><в ><системе ><СИ.>
<Все ><используемые ><формулы, ><а ><также ><подставляемые ><в ><них ><величи><ны ><и ><коэффициенты, ><кроме ><общеизвестных, ><снабжаются ><ссылками ><на ><источ><ники, ><который ><включается ><в ><список ><использованных ><источников.>
<При ><ссылке ><на ><использованный ><источник ><следует ><приводить ><порядковый ><номер ><по ><списку ><использованных ><источников, ><заключенный ><в ><квадратные ><скобки.>
<1.13.>< ><В ><пояснительную ><записку ><допускается ><вклеивать ><вырезки ><из ><газет, ><а ><также ><фотографии, ><изготовленные ><самим ><учащимся.>
<Не ><допускается ><вклеивать ><вырезки ><из ><книг, ><журналов ><и ><проспектов.>
<Для ><размещения ><подписей ><к ><пояснительной ><записке ><составляется ><титульный ><лист.>
<Пояснительная ><записка ><дипломного ><проекта ><сшивается ><или ><пере><плетается ><в ><папку. ><На ><обложку ><папки ><дипломного ><проекта ><приклеивается ><этикетка ><размером ><120x80 ><мм, ><на ><которой ><записывают ><тушью ><фамилию, ><имя, ><отчество ><дипломника, ><номер ><группы ><и ><год ><защиты ><(см. ><черт.1).>>
<<
 >
>
<Для ><курсового ><проекта ><допускается ><применение ><мягких ><переплетов ><к ><по><яснительной ><записки.>
<2. ><Требования ><к ><оформлению ><титульного ><листа.>
<2.1. ><Титульный ><лист ><выполняют ><на ><листах ><формата ><А4 ><по ><форме, ><приве><денной ><начерт.2:>
<поле ><1 ><- ><наименование ><министерства, ><в ><систему ><которого ><входит ><техникум;>
<поле ><2 ><- ><наименование ><техникума;>
<поле ><3 ><- ><не ><заполняется;>
<поле ><4 ><- ><тема ><курсового ><или ><дипломного ><проектов;>
<поле ><5 ><- ><подписи, ><инициалы ><и ><фамилии ><зав. ><отделения, ><ру><ководителя ><проекта ><и ><разработчика-учащегося ><с ><указанием ><дат ><(раз><мещают ><в ><правой ><стороне ><поля ><5);>
<поле ><6 ><- ><год ><разработки ><дипломного ><проекта ><(без ><указания ><слова ><«год» ><или ><буквы ><«г»).>
<2.3. ><Наименование ><курсового ><или ><дипломного ><проектов ><задается ><разра><ботчику-учащемуся ><руководителем ><проекта ><и ><указывается ><в ><задании ><на ><кур><совое ><или ><дипломное ><проектирование.>>
<<2.4. ><Обозначение ><курсового ><или ><дипломного ><проектов ><состоит ><из ><букв ><и ><цифр, ><определяющих ><вид ><проекта, ><номер ><специальности, ><шифр ><группы, ><по><рядковый ><номер ><по ><журналу ><на ><курсовое ><проектирование ><или ><порядковый ><номер ><по ><приказу ><на ><дипломное ><проектирование, ><год ><защиты ><проекта, ><поряд><ковый ><номер ><сборочной ><единицы, ><порядковый ><номер ><детали ><и ><шифр ><доку><мента.>
<Например:
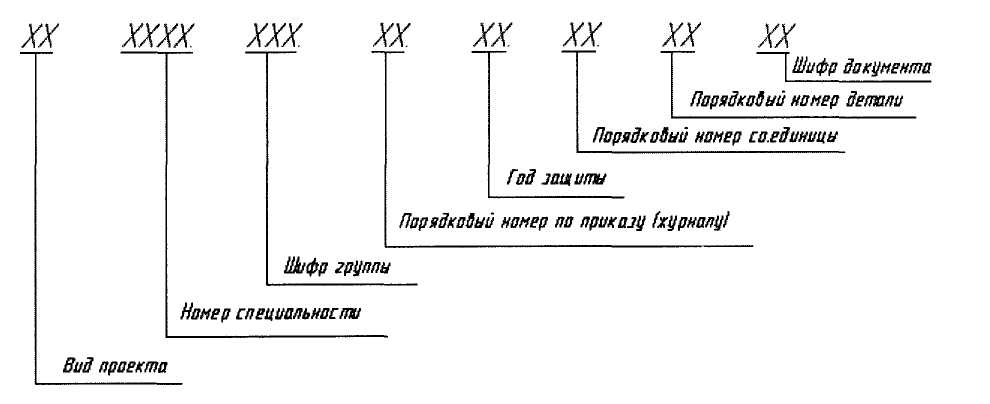
><Например: ><обозначение ><сборочной ><единицы ><дипломного ><проекта ><(ДП) ><по ><специальности ><«Обработка ><металлов ><резанием» ><(0501), ><учащегося ><группы ><167, ><порядковый ><номер ><по ><приказу ><на ><дипломное ><проектирование ><- ><09, ><год ><защиты- ><1985.>
<Размеры ><титульного ><листа ><и ><разбивка ><его ><на ><поля.><>

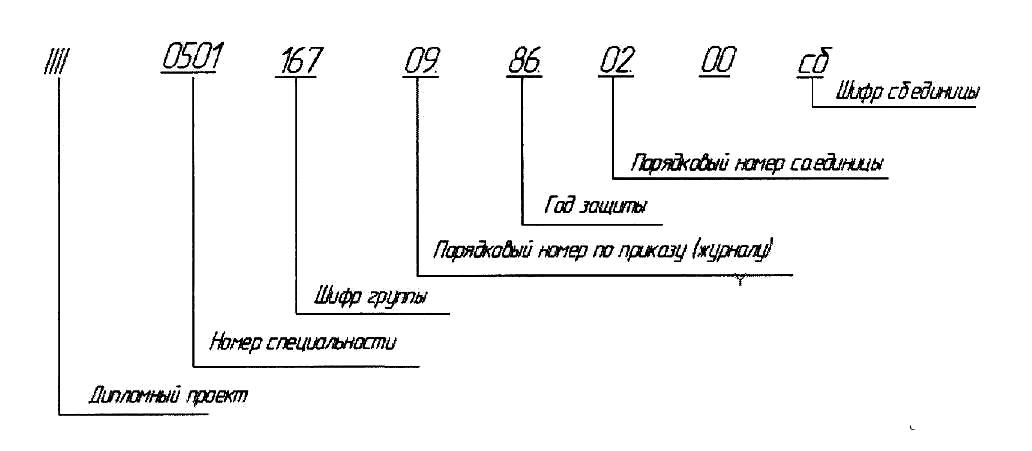 >
>
<Например: ><обозначение ><детали ><курсового ><проекта ><(КП) ><по ><специально><сти ><«Монтаж ><и ><эксплуатация ><металлообрабатывающих ><станков ><и ><автомати><ческих ><линий» ><(0502), ><учащегося ><группы ><13М, ><порядковый ><номер ><о ><журналу ><на ><курсовое ><проектирование ><- ><08, ><год ><защиты ><— ><1986.>
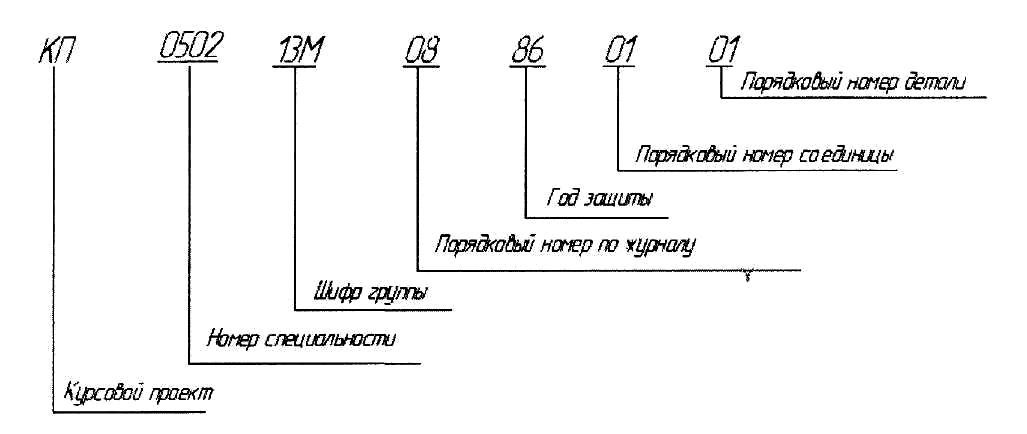
<Например: ><обозначение ><пояснительной ><записки ><дипломного ><проекта ><(ДП) ><по ><специальности ><«Технология ><сварочного ><производства» ><(0507), ><уча><щегося ><группы ><164 ><СП, ><порядковый ><номер ><по ><приказу ><на ><дипломное ><проек><тирование ><- ><07, ><год ><защиты ><- ><1986. >>>
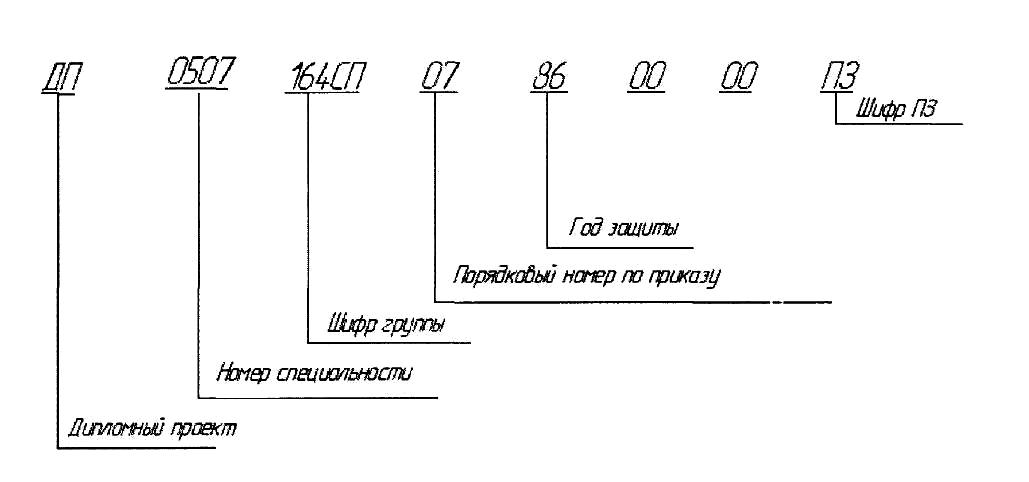
<Например: ><обозначение ><пояснительной ><записки ><дипломного ><проекта ><(ДП) ><по ><специальности ><«Технология ><сварочного ><производства» ><(0507), ><уча><щегося ><вечернего ><отделения ><группы ><В ><133 ><СП, ><порядковый ><номер ><по ><приказу ><на ><дипломное ><проектирование ><- ><04, ><год ><защиты.
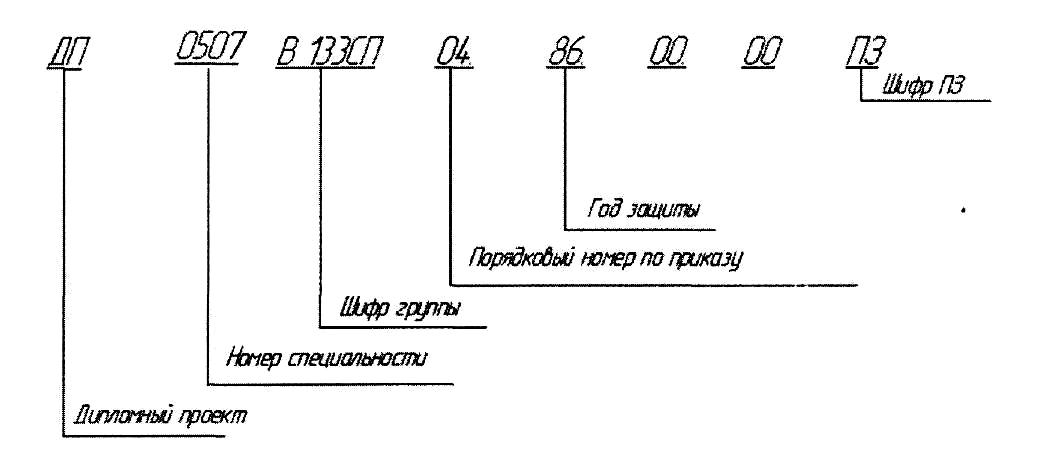
<Например: ><обозначение ><пояснительной ><записки ><дипломного ><проекта ><(ДП) ><по ><специальности ><«Обработка ><металлов ><резанием» ><(0501), ><учащегося ><группы ><167, ><порядковый ><номер ><по ><приказу ><на ><дипломное ><проектирование ><-><06, ><год ><защиты ><- ><1986.>
>
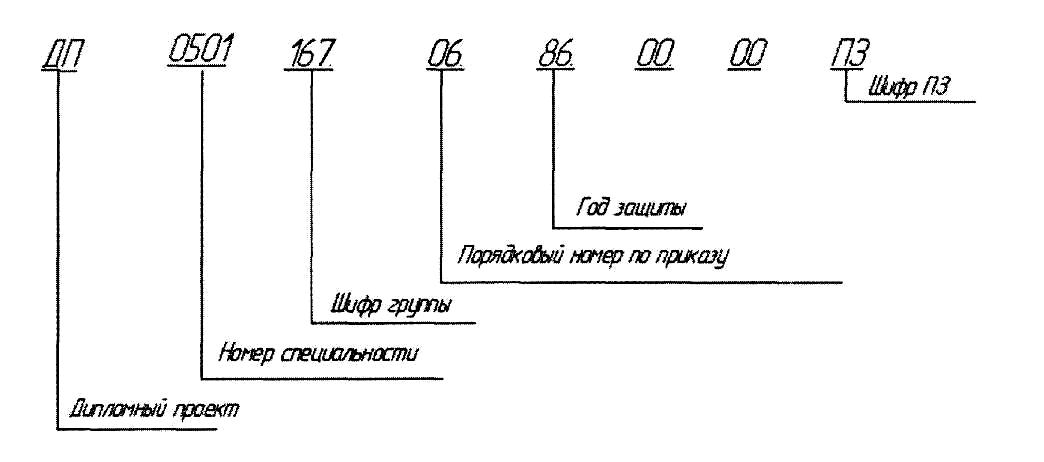
<Пример ><заполнения ><титульного ><листа ><пояснительной ><записки ><дипломно><го ><проекта ><приведен ><в ><приложении ><8, ><а ><курсового ><проекта ><- ><в ><приложении ><9 ><и ><10.>
<3. ><Требование ><к ><пояснительной ><записке. ><3.1. ><Построение ><пояснительной ><записки.>
<3.1.1.>< ><Текст ><пояснительной ><записки ><разделяют ><на ><разделы ><и ><подразделы, ><кроме ><введения.>
<Нумерацию ><листов ><пояснительной ><записки ><производят ><в ><пределах ><всей ><записки ><арабскими ><цифрами ><и ><начинают ><на ><листе ><с ><основной ><надписью ><по ><ГОСТ ><2.104-68 ><форма ><2 ><(см. ><приложения ><13).>
<Основную ><надпись ><по ><ГОСТ ><2.104-68 ><форма ><2 ><выполняют ><только ><одну ><и ><на ><том ><листе, ><где ><начинается ><введение ><(образец ><приведен ><в ><приложении ><14).>
<На ><остальных ><листах ><должна ><быть ><основная ><надпись ><по ><ГОСТ ><2.104-68 ><форма ><2а ><(см. ><приложения ><15 ><и ><16).>
<3.1.2.>< ><Разделы ><должны ><иметь ><порядковые ><номера ><в ><пределах ><всей ><пояс><нительной ><записки, ><обозначение ><арабскими ><цифрами ><с ><точкой.>
<Под ><разделы ><должны ><иметь ><нумерацию ><в ><пределах ><каждого ><раздела. ><Но><мера ><подразделов ><состоят ><из ><номеров ><раздела ><и ><подраздела, ><разделенных ><точкой. ><В ><конце ><номера ><подраздела ><также ><должна ><ставится ><точка.
>>
<<Разделы, ><как ><и ><подразделы, ><могут ><состоять ><из ><одного ><или ><нескольких ><пунктов.>
<3.1.3. ><Если ><раздел ><не ><имеет ><подразделов, ><то ><нумерация ><пунктов ><в ><нем ><должна ><быть ><в ><пределах ><каждого ><раздела ><и ><номер ><пункта ><должен ><состоять ><из ><номеров ><раздела ><и ><пункта, ><разделенных ><точкой. ><В ><конце ><номера ><пункта ><также ><должна ><ставится ><точка, ><например:>
<1. ><Техническая ><часть.>
<1.1.>
<1.2. ><Нумерация ><пунктов ><первого ><раздела ><пояснительной ><записки.>
<1.3.>
<2. ><Организационная ><часть.
><2.1. ><
2.2. ><Нумерация ><пунктов ><второго ><раздела ><пояснительной ><записки.>
<2.3.>
<Если ><раздел ><имеет ><подразделы, ><то ><нумерация ><пунктов ><должна ><быть ><в ><пределах ><подраздела ><и ><номер ><пункта ><должен ><состоять ><из ><номеров ><раздела, ><подраздела ><и ><пункта, ><разделенных ><точками, ><например:>
<3.Экономическая ><часть.>
<3.1.>
<3.1.1. ><Нумерация ><пунктов ><первого ><подраздела ><третьего ><раздела ><поясни><тельной ><записки.>
<3.1.2.>
<3.1.3.>
<3.2.>
<3.2.1. ><Нумерация ><пунктов ><второго ><подраздела ><третьего ><раздела ><поясни><тельной ><записки.>
<3.2.2.>
<3.2.3.>
>
<<4. ><Конструкторская ><часть.>
<Если ><раздел ><или ><подраздел ><состоит ><из ><одного ><пункта, ><он ><также ><ну><меруется.>
<Пункты ><при ><необходимости ><могут ><быть ><разбиты ><на ><подпункты, ><ко><торые ><должны ><иметь ><порядковую ><нумерацию ><в ><пределах ><каждого ><пункта, ><на ><пример: ><4,2,1.1; ><4.2.1.3. ><и ><т.п.>
<Содержащиеся ><в ><тексте ><пункта ><или ><подпункта ><перечисления ><тре><бований, ><указаний, ><положений ><обозначают ><арабскими ><цифрами ><со ><скобоч><кой, ><например: ><1), ><2), ><3) ><и ><т.д.>
<Каждый ><пункт, ><подпункт ><и ><перечисление ><записывают ><с ><абзаца.>
<наименования ><разделов ><и ><подразделов ><должны ><быть ><краткими. ><Наименование ><разделов ><записывают ><в ><виде ><заголовков ><(симметрично>
<тексту) ><прописными ><буквами, ><высота ><букв ><— ><7 ><мм.>
<Наименование ><подразделов ><записывают ><в ><виде ><заголовков ><(с ><абзаца) ><строчными ><буквами ><(кроме ><первой ><прописной).>
<Переносы ><слов ><в ><заголовках ><не ><допускаются. ><Точку ><в ><конце ><заголовка ><не ><ставят. ><Если ><заголовок ><состоит ><из ><двух ><предложений, ><их ><разделяют ><точкой.>
<Расстояние ><между ><заголовком ><и ><текстом ><должно ><быть ><равно ><15 ><мм. ><Рас><стояние ><между ><заголовками ><раздела ><и ><подраздела ><- ><10 ><мм.>
<Каждый ><раздел ><пояснительной ><записки ><рекомендуется ><начинать ><с ><нового ><листа. ><Например, ><см. ><приложение ><14 ><и ><15.>
<в ><конце ><пояснительной ><записки ><после ><списка ><использованных ><ис><точников ><помещают ><содержание, ><включающее ><номерами ><наименования ><раз><делов ><с ><указанием ><номеров ><листов.>
<Содержание ><включают ><в ><общее ><количество ><листов ><пояснительной ><запис><ки.>
<Слово ><«СОДЕРЖАНИЕ» ><записывают ><в ><виде ><заголовка ><(симметрично ><тексту) ><прописными ><буквами. ><Наименования, ><включенные ><в ><содержание ><за><писывают ><строчными ><буквами, ><кроме ><первой ><буквы.>
<Пример ><выполнения ><содержания ><приведен ><в ><приложении ><17.>
>
<<3.1.11. ><В ><конце ><пояснительной ><записки ><перед ><содержанием ><приводят ><список ><использованных ><источников, ><которые ><были ><использованы ><при ><ее ><со><ставлении.>
<Выполнение ><списка ><в ><пояснительной ><записки ><должно ><быть ><по ><ГОСТ ><7.32-81.>
<Слова ><«СПИСОК ><ИСПОЛЬЗОВАННЫХ ><ИСТОЧНИКОВ» ><записывают ><в ><виде ><заголовка ><(симметрично ><тексту) ><прописными ><буквами.>
<наименования, ><включенные ><в ><список ><использованных ><источников, ><запи><сывают ><строчными ><буквами, ><и ><кроме ><первой ><буквы.>
<Источники ><следует ><располагать ><в ><порядке ><появления ><ссылок ><в ><тексте ><по><яснительной ><записки.>
<Список ><использованных ><источников ><приведен ><приложении ><16.>
<3.2. ><Изложение ><текста ><пояснительной ><записки.>
<3.2.1. ><Текст ><пояснительной ><записки ><должен ><быть ><кратким, ><четким ><и ><не ><допускать ><различных ><толкований.>
<Изложение ><текста ><следует ><вести ><от ><третьего ><лица.>
<При ><изложении ><обязательных ><требований ><в ><пояснительной ><записке ><должны ><применяться ><слова ><«должен», ><«следует», ><«необходимо» ><и ><производ><ные ><от ><них.>
<В ><пояснительной ><записке ><должны ><применяться ><научно-технические ><тер><мины, ><обозначения ><и ><определения, ><установленные ><соответствующими ><стан><дартами, ><а ><при ><их ><отсутствии ><- ><общепринятые ><в ><научно-технической ><литера><туре.>
<применять ><для ><одного ><и ><того ><же ><понятия ><различные ><научно-технические ><термины, ><близкие ><по ><смыслу, ><а ><также ><иностранные ><слова ><и ><термины ><при ><наличии ><равнозначных ><слов ><и ><тер><минов ><в ><русском ><языке;>
<сокращать ><обозначения ><единиц ><физиче><ских ><величин, ><если ><они ><употребляются ><без ><цифр, ><за ><исключением ><единиц ><физических ><величин ><в ><головках ><и ><боковинах ><таблиц ><и ><в ><рас ><шифровках ><буквенных ><обозначений, ><входящих ><в ><формулы;>
>
<<применять ><сокращения ><слов, ><кроме ><уста><новленных ><правилами ><русской ><орфографии, ><пунктуации, ><а ><также ><со ><ответствующими ><государственными ><стандартами;>
<использовать ><в ><тексте ><математический ><знак ><минус ><(-) ><перед ><отрицательными ><значениями ><величин. ><Вместо ><математического ><знака ><(-) ><следует ><писать ><слово ><«минус»;>
<употреблять ><математические ><знаки ><без ><цифр: ><например ><< ><(меньше ><или ><равно), ><> ><(больше ><или ><равно), ><Ф ><(не ><равно), ><а ><также ><знаки ><№ ><(номер), ><% ><(процент);>
<применять ><индексы ><стандартов ><(СТ, ><СЭВ, ><ГОСТ, ><ОСТ, ><РСТ, ><СТП) ><без ><регистрационного ><номера.>
<Условные ><буквенные ><обозначения ><величин, ><а ><также ><условные ><графические ><обозначения ><должны ><соответствовать ><установленным ><государ><ственным ><стандартам. ><В ><тесте ><документа ><перед ><обозначением ><параметра ><дают ><его ><пояснение, ><например: ><«Верхнее ><отклонение ><отверстия ><ES»>
<Числовые ><значения ><величин ><в ><тексте ><должны ><указываться ><с ><необ><ходимой ><степенью ><точности, ><при ><этом ><в ><ряду ><величин ><выравнивание ><чисел ><знаков ><после ><запятой ><не ><обязательно.>
<В ><тексте ><пояснительной ><записке ><числа ><с ><размерностью ><следует ><писать ><цифрами, ><а ><без ><размерности ><- ><словами, ><например: ><«Зазор ><не ><более ><1 ><мм»; ><«Один ><раз ><в ><две ><недели ><проверять ><уровень ><масла ><в ><картере ><моста ><ведущих ><колёс ><комбайна».>
<Единицы ><физической ><величины ><одного ><и ><того ><же ><параметра ><в ><пределах ><пояснительной ><записке ><должна ><быть ><постоянной. ><Если ><тексты ><по><яснительной ><записке ><приводится ><ряд ><числовых ><значений, ><выраженных ><в ><одной ><и ><той ><же ><единицы ><физической ><величины, ><то ><её ><указывают ><только ><по><сле ><последнего ><числового ><значения, ><например: ><25, ><50, ><75 ><мм.>
<В ><формулах ><в ><качестве ><символов ><следует ><применять ><обозначения, ><установленные ><соответствующими ><государственными ><стандартами.>
<Все ><формулы, ><если ><их ><в ><пояснительной ><записке ><более ><1, ><нумеру><ют ><арабскими ><цифрами, ><в ><пределах ><всей ><пояснительной ><записки.>
><<Номер ><формулы ><указывают ><с ><правой ><стороны ><листа ><на ><уровне ><форму><лы ><в ><круглых ><скобках ><на ><расстоянии ><не ><менее ><3 ><мм ><от ><рамки.>
<Значение ><символов ><и ><числовых ><коэффициентов, ><входящих ><в ><формулу, ><должны ><быть ><приведены ><в ><непосредственно ><под ><формулой. ><Значение ><каж><дого ><символа ><дают ><с ><новой ><строки ><в ><той ><последовательности, ><в ><какой ><они ><приведены ><в ><формуле. ><Первая ><строка ><расшифровки ><должна ><начинаться ><со ><слова ><«где», ><двоеточие ><после ><него ><не ><ставится, ><например:>
<Время ><технического ><обслуживания ><при ><шлифовании ><определяется ><по ><формуле:>
Ттех=Т*Т=1.40*115=0.107мин: (18)
<где ><Тп ><- ><время ><правки ><шлифовального ><круга, ><мин. ><(см. ><карту ><40, ><пози><цию ><2, ><лист ><1, ><стр. ><105 ><[12]);>
<То ><- ><основное ><время ><при ><шлифовании, ><мин. ><(см. ><формулу ><[15]); ><Т ><— ><период ><стойкости ><шлифовального ><круга, ><мин. ><(см. ><карту ><65, ><лист ><1,стр. ><147 ><[10]).>
<Ссылки ><в ><тексте ><на ><номер ><формулы ><дают ><в ><скобках, ><например: ><«... ><в ><формуле ><(18)».>
<3.2.8.>< ><В ><примечаниях ><к ><тексту ><и ><таблицах ><указывают ><только ><справоч><ные ><и ><поясняющие ><данные.>
<Если ><имеется ><одно ><примечание, ><то ><его ><не ><нумеруют ><и ><после ><слова ><«Примечание» ><ставят ><точку, ><например:>
<Примечание. ><Схемы ><расположения ><полей ><допусков ><приведены ><для ><ин><тервала ><размером ><от ><50 ><до ><65 ><мм.>
<Если ><примечаний ><несколько, ><то ><после ><слова ><«Примечания» ><ставят ><двоеточие. ><Примечание ><нумеруется ><арабскими ><цифрами ><с ><точкой, ><напри><мер:>
<Примечания: ><1. ><Схемы ><расположения ><полей ><допусков ><приведены ><доля ><интервала ><размером ><от ><50 ><до ><65 ><мм.>
<2. ><* ><- ><поля ><допусков, ><как ><правило, ><не ><предназначены ><для ><посадок.>
<3.2.9.>< ><В ><пояснительной ><записки ><допускается ><ссылки ><на ><стандарты ><(кроме ><стандартов ><предприятий), ><технические ><условия ><и ><другие ><документы> <<при ><условии, ><что ><они ><полностью ><и ><однозначно ><определяют ><соотвествую><щие ><требования ><и ><не ><вызывают ><затруднений ><в ><пользовании ><документами.>
<Ссылаться ><следует ><на ><документ ><в ><целом ><или ><на ><его ><разделы ><и ><приложе><ния.>
<Ссылки ><на ><подразделы, ><пункты, ><таблицы ><и ><иллюстрации ><не ><допуска><ются.>
<При ><ссылках ><на ><стандарты ><и ><технические ><условия ><указывают ><только ><их ><обозначения.>
<При ><ссылках ><на ><другие ><документы ><указывают ><наименование ><докумен><та.>
<При ><ссылке ><на ><разделы ><или ><приложения, ><указывают ><его ><номер ><и ><на><именование, ><при ><повторных ><ссылках ><— ><только ><номер.>
<При ><ссылке ><на ><источник, ><указанный ><в ><списке ><использованных ><источ><ников ><в ><пояснительной ><записке, ><его ><порядковый ><номер ><записывают ><в ><квад><ратных ><скобках, ><например:>
<Тп= ><1,40 ><мин. ><(см. ><карту40, ><позицию ><2, ><лист ><1, ><стр. ><105 ><[12]).>
<3.3. ><Оформление ><иллюстраций ><и ><приложений.>
<3.3.1. ><Количество ><иллюстраций ><должно ><быть ><достаточным ><для ><поясне><ния ><излагаемого ><текста.>
<Иллюстрации ><могут ><быть ><расположены ><как ><по ><тексту ><пояснительной ><записки ><(возможно ><ближе ><к ><соответствующим ><частям ><текста), ><так ><и ><в ><конце ><пояснительной ><записки ><или ><даны ><в ><приложении.>
<Иллюстрации ><должны ><быть ><выполнены ><в ><соответствии ><с ><требованиями ><стандартов ><ЕСКД.>
<Все ><иллюстрации, ><если ><их ><в ><пояснительной ><записки ><более ><одной, ><нуме><руют ><в ><пределах ><всей ><пояснительной ><записки ><арабскими ><цифрами, ><напри><мер: ><«Черт.2» ><и ><т.д.>
<Ссылки ><на ><иллюстрации ><дают ><по ><типу: ><«Черт.1» ><или ><«Черт.2».>
<Ссылки ><на ><ранее ><упомянутые ><иллюстрации ><дают ><с ><сокращенным ><сло><вом ><«смотри», ><например: ><«см. ><черт.2».
<<Иллюстрации ><при ><необходимости ><могут ><иметь ><наименование ><и ><пояс><няющие ><данные ><(подрисуночный ><тест). ><Наименование ><помещают ><над ><ил><люстрацией, ><поясняющие ><данные ><-
><пд ><ней. ><Номер ><иллюстрации ><помещают ><ниже ><поясняющих ><данных.>
<3.3.2.>< ><Если ><в ><тексте ><пояснительной ><записки ><есть ><ссылки ><на ><составные ><части ><изделия, ><то ><на ><иллюстрации ><должны ><быть ><указаны ><номера ><позиций ><этих ><составных ><частей ><в ><пределах ><данной ><иллюстрации, ><которые ><распола><гают ><в ><возрастающем ><порядке, ><за ><исключением ><повторяющихся ><позиций.>
<Допускается ><при ><необходимости ><номер, ><присвоенный ><составной ><части ><изделия ><на ><иллюстрации, ><сохранять ><в ><пределах ><пояснительной ><записки.>
<При ><ссылке ><в ><тексте ><на ><отдельные ><элементы ><деталей ><(отверстия, ><пазы, ><канавки, ><буртики ><и ><др.) ><их ><обозначают ><прописными ><буквами ><русского ><ал><фавита.>
<Указанные ><данные ><наносят ><на ><иллюстрации ><согласно ><ГОСТ ><2.109-73.>
<3.3.3.>< ><Иллюстрационный ><материал, ><таблицы ><или ><текст ><вспомогательно><го ><характера ><допускается ><давать ><в ><виде ><приложений.>
<Приложения ><оформляют ><как ><продолжение ><пояснительной ><записки ><на ><последующих ><е ><листах.>
<Каждое ><приложение ><должно ><начинаться ><с ><нового ><листа ><с ><указанием ><в ><правом ><углу ><первого ><листа ><слова ><«ПРИЛОЖЕНИЕ» ><прописными ><буквами ><и ><в ><технически ><обоснованных ><случаях ><иметь ><заголовок, ><который ><записывают ><симметрично ><тексту ><прописными ><буквами.>
<Приложения, ><как ><правило, ><выполняют ><на ><листах ><формата ><А4 ><по ><ГОСТ ><2.301-68. ><Допускается ><приложения ><оформлять ><на ><листах ><формата ><A3, ><А4хЗ, ><А2 ><и ><А1 ><по ><ГОСТ ><2.301-68.>
<При ><наличии ><в ><пояснительной ><записки ><более ><одного ><приложения, ><их ><нумеруют ><арабскими ><цифрами ><(без ><знака ><№), ><например: ><приложение ><1, ><приложение ><2 ><т ><т.д.>
<3.3.4.>< ><Нумерация ><листов ><пояснительной ><записки ><и ><приложений, ><входя><щих ><в ><состав ><пояснительной ><записки, ><должна ><быть ><сквозная.>
<<Иллюстрации ><в ><таблицы ><в ><приложениях ><нумеруют ><в ><пределах ><каждого ><приложения.>
<3.3.5. ><Если ><в ><пояснительной ><записки ><есть ><приложения, ><то ><на ><них ><дают ><ссылки ><в ><основном ><тексте ><пояснительной ><записки, ><а ><в ><содержании ><перечис><ляют ><все ><приложения ><с ><указанием ><их ><номеров ><и ><заголовков ><(при ><наличии).>
<4. ><Требования ><к ><построению ><таблиц.>
<4.1. ><Цифровой ><материал, ><как ><правило, ><оформляется ><в ><виде ><таблиц ><(табл.1).>>
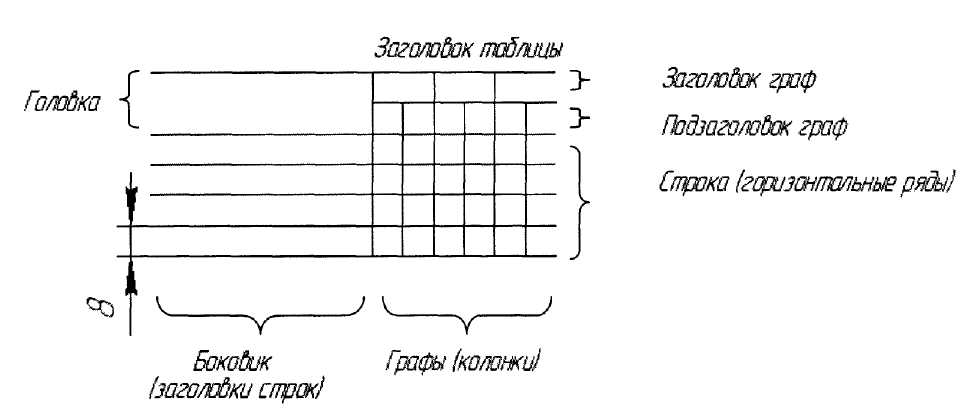
<Размеры ><элементов ><таблиц ><(кроме ><высоты ><строк ><таблицы) ><определяют><ся ><разработчико><оом-учащимся.>
<Высота ><строк ><таблиц ><должна ><быть ><не ><менее ><8 ><мм.>
<Таблицы ><в ><пояснительной ><записке ><должна ><быть ><открытыми ><слева, ><справа ><и ><снизу.>
<Диагональное ><деление ><головки ><таблицы ><не ><допускается.>
<Таблица ><может ><иметь ><или ><не ><иметь ><заголовок.>
<Если ><таблица ><имеет ><заголовок, ><то ><его ><следует ><выполнять ><сточными ><бу><квами ><(кроме ><первой ><прописной) ><и ><помещать ><над ><таблицей ><посередине. ><За><головок ><должен ><быть ><кратким ><и ><полностью ><отражать ><содержание ><таблицы.>
<Заголовки ><граф ><таблицы ><начинают ><с ><прописных ><букв, ><а ><подзаголовки ><— ><со ><строчных, ><если ><они ><составляют ><одно ><предложение ><с ><заголовком.
>><<Подзаголовки, ><имеющие ><самостоятельное ><значение, ><пишут ><с ><пропис><ной ><буквы.>
<В ><конце ><заголовков ><и ><подзаголовков ><таблиц ><знаки ><препинания ><не ><ста><вят.>
<Заголовки ><указывают ><в ><единственном ><числе.>
<4.2.Графу ><«№ ><п/п» ><в ><таблицу ><не ><включают. ><При ><необходимости ><нуме><рацию ><показателей ><параметров ><или ><других ><данных, ><порядковые ><номера ><ука><зывают ><в ><боковине ><таблицы ><перед ><их ><наименованием.>
<Для ><облегчения ><ссылок ><в ><тексте ><документа ><допускается ><нумебрация ><граф ><(табл.2).>
<4.3. ><Если ><строки ><таблицы ><выходят ><за ><формат ><листа, ><то ><в ><каждой ><части ><таблицы ><повторяется ><ее ><головка ><(табл.3).>
<Таблица ><2>
<Наименование> |
<Норма ><для ><типа> |
|||
<1> |
<Р-25> |
<Р-75> |
<Р-150> |
<Р-300> |
|
<2> |
<3> |
<4> |
<5> |
<Максимальная ><пропускная ><способность, ><дм><3></с, ><не ><менее >< >< >< ><25 >< >< >< >< >< ><75 >< >< >< >< >< >< >< ><150 ><300>
<Масса, ><кг, ><не ><более>< ><10 >< >< ><30>< ><60 ><200>
<Если ><графы ><таблицы ><выходят ><за ><формат ><листа, ><то ><в ><каждой ><части ><табли><цы ><повторяется ><ее ><боковик.>
<Таблицы ><с ><большим ><количеством ><граф ><допускается ><делить ><на ><части ><и ><помещать ><одну ><часть ><под ><другой ><на ><одном ><листе. ><Над ><последующими ><частя><ми ><таблицы ><указывают ><слово ><«Продолжение».>
<Если ><в ><пояснительной ><записки ><несколько ><таблиц, ><то ><после ><слова ><«Про><должение» ><указывают ><номер ><таблицы, ><например: ><«Продолжение ><табл.3».>
<Заголовок ><таблицы ><(при ><его ><наличии) ><помещают ><только ><над ><первой ><ча><стью ><(см. ><табл.3).
<<4.4. ><Если ><цифровые ><данные ><в ><графах ><таблицы ><выражены ><в ><различных ><единицах ><физических ><величин, ><то ><их ><указывают ><в ><заголовке ><каждой ><графы.>
<Если ><все ><парме5тры, ><размещенные ><в ><таблице, ><выражены ><в ><одной ><и ><той ><же ><единице ><физической ><величины ><(например, ><в ><миллиметрах), ><то ><сокращен><ное ><обозначение ><единицы ><физической ><величины ><помещают ><над ><таблицей ><(см. ><табл.3). Размеры ><болтов, ><мм.>< >
<Таблица ><3 ><><
<d> |
<Мб> |
<М8> |
<М10> |
<d> |
<Мб> |
<М8> |
<МЮ> |
<Д> |
<10> |
<12,5> |
<16> |
<Д> |
<18> |
<24> |
<30> |
<н> |
<6> |
<8,0> |
<10> |
<н> |
<12> |
<16> |
<20> |
<Когда ><в ><таблице ><помещены ><графы ><с ><параметрами, ><выраженными ><пре><имущественно ><в ><одной ><единицы ><физической ><величины, ><но ><есть ><показатели ><с ><параметрами, ><выраженными ><в ><других ><единицах ><физических ><величин, ><то ><над ><таблицей ><помещают ><надпись ><о ><преобладающей ><единице ><физической ><вели><чины, ><а ><сведения ><о ><других ><единицах ><физических ><величин ><дают ><в ><заголовках ><соответствующих ><граф ><(табл.4).><Размеры ><в ><мм><
><Таблица ><4>
<Условный ><проход, ><D><y,мм> |
<D> |
<L> |
<L1> |
<L2> |
<Масса, ><кг> |
<50> |
<160> |
<180> |
<525> |
<600> |
<160> |
<80> |
<195> |
<210> |
<170> |
||
<100> |
<215> |
<230> |
<530> |
<610> |
<190> |
<Если ><параметры ><одной ><графы ><имеют ><одинаковые ><значения ><в ><двух ><или ><более ><последующих ><строках, ><то ><допускается ><этот ><параметр ><вписывать ><в ><таблицу ><для ><этих ><строк ><только ><один ><раз ><(см.><табл.4).
<<Если ><все ><данные ><в ><строке ><приведены ><для ><одной ><физической ><величины, ><то ><единицу ><физической ><величины ><указывают ><в ><соответствующей ><строке ><бо><ковика ><таблицы ><(см. ><табл.2).>
<Слова ><«более», ><«не ><более», ><«менее», ><«в ><пределах», ><следует ><поме><щать ><рядом ><с ><наименованием ><соответствующего ><параметра ><или ><показателя ><(после ><единицы ><физической ><величины) ><в ><боковике ><таблицы ><(см. ><табл.2) ><или ><в ><заголовке ><графы.>
<Повторяющийся ><в ><графе ><таблицы ><тест, ><состоящий ><из ><одного ><слова, ><допускается ><заменять ><кавычки, ><если ><строки ><в ><таблице ><не ><разделены ><линия ><ми.>
<Если ><повторяющийся ><тест ><состоит ><из ><двух ><и ><более ><слов, ><то ><при ><первом ><повторении ><его ><заменяют ><словами ><«То ><же», ><а ><далее ><— ><кавычки ><(табл.5).>
<Таблица ><5>
<Наименование ><изделия> |
<Положение ><оси ><вращения> |
<Колесо ><зубчатое> |
<Горизонтальное> |
<То ><же> |
<«> |
<«> |
<«> |
<Если ><повторяется ><лишь ><часть ><фразы, ><допускается ><эту ><часть ><заменять ><словами ><«то ><же», ><с ><добавлением ><дополнительных ><сведений.>
<Ставить ><кавычки ><вместо ><повторяющихся ><цифр, ><марок, ><знаков, ><материа><тических ><и ><химических ><символов ><не ><допускается.>
<Если ><цифровые ><или ><иные ><данные ><в ><таблице ><не ><приводят, ><то ><в ><графе ><ставят ><почерк ><(табл.6).>
<Таблица ><6
<Диаметр ><зен><кера> |
<С> |
<С,> |
<п> |
<П]> |
<п><2> |
|||
<От10до11> |
<3,17> |
<0,45> |
<...> |
<3,00> |
<0,25> |
|||
<Св. ><11>12> |
<4,85> |
<1,30> |
<0,44> |
<3,84> |
… |
|||
<<>12>14> |
<5,00> |
<2,30> |
<4,20> |
<7,45> |
<1,45> |
|||
<4.7. ><Единицы ><измерения ><угловых ><величин ><(градусы, ><минуты, ><секунды) ><при ><отсутствии ><горизонтальных ><линий ><указывают ><только ><в ><первой ><строке ><таблицы ><(табл.7).>
<Таблица ><7>
<а> |
<Р> |
<2° ><10'30"> |
<5° ><30'> |
<3 ><27 ><45> |
<8 ><25> |
<5 ><00 ><30> |
<10 ><30> |
<При ><наличии ><в ><таблице ><горизонтальных ><линий ><единицы ><измерения ><уг><ловых ><величин ><проставляют ><во ><всех ><строках.>
<4.8.>< ><Цифры ><в ><графах ><таблиц, ><как ><правило, ><располагают ><так, ><чтобы ><клас ><сы ><чисел ><во ><всех ><графах ><были ><точно ><один ><под ><другим.>
<Числовые ><значения ><величин ><в ><одной ><графе ><должны ><иметь, ><как ><правило, ><одинаковое ><количество ><десятичных ><знаков ><(см. ><абл.6).>
<Дробные ><числа ><приводят ><в ><виде ><десятичных ><дробей ><за ><исключением ><размеров ><в ><дюймах, ><которые ><записывают ><по ><типу ><«1/2", ><1/4", ><4/8"».>
<4.9.>< ><Для ><сокращения ><текста ><заголовков ><и ><подзаголовков ><граф ><отдель><ные ><понятия ><заменяют ><буквенными ><обозначениями, ><если ><они ><пояснены ><в ><тексте ><или ><приведены ><на ><иллюстрациях, ><например: ><D ><- ><диаметр, ><Н ><- ><высо><та,Ь ><— ><длина.>
<Показатели ><с ><одним ><и ><тем ><же ><буквенным ><обозначением ><группируют ><последовательно, ><в ><порядке ><возрастания ><индексов, ><например: ><L, ><L1L2 ><и ><т.д. ><(см. ><табл.4 ><и ><6).>
<4.10 ><При ><указании ><в ><таблицах ><последовательных ><интервалов ><значений ><величин, ><охватывающих ><все ><значения ><ряда, ><перед ><ними ><пишут ><«от», ><«ев», ><и ><«до», ><имея ><в ><виду ><«до...включительно» ><(см. ><табл.6).
<<В ><интервалах, ><охватывающих ><любые ><значения ><величин, ><между ><величи><нами ><следует ><ставить ><тире.>
<Интервалы ><значений ><величин ><в ><тексте ><записывают ><со ><словами ><«от» ><и ><«до», ><например: ><«толщина ><слоя ><должна ><быть ><от ><0,5 ><до ><2 ><мм»или ><через ><тире; ><например: ><«черт.10-15», ><пп.7-12».>
<Пределы ><размеров ><указывают ><от ><меньших ><к ><большим.>
<4.11. ><Все ><таблицы, ><если ><их ><в ><пояснительной ><записке ><более ><донной, ><ну><меруют ><арабскими ><цифрами. ><Нумерация ><таблиц ><сквозная ><в ><пределах ><всей ><пояснительной ><записки.>
<Над ><правым ><верхним ><углом ><таблицы ><помещают ><надпись ><«Таблица» ><с ><указанием ><номера ><таблицы, ><например: ><«Таблица ><9».>
<При ><наличии ><заголовков ><надпись ><«Таблица...» ><пишут ><выше ><заголовка.>
<Если ><в ><пояснительной ><записки ><только ><одна ><таблица, ><то ><номер ><ей ><не ><присваивают ><и ><слово ><«Таблица» ><не ><пишут.>
<На ><все ><таблицы ><должно ><быть ><ссылки ><в ><тексте ><, ><при ><этом ><«таблица» ><в ><тексте ><пишут ><сокращенно, ><если ><таблица ><имеет ><номер, ><например: ><«...В ><табл.9»; ><слово ><«таблица» ><в ><тексте ><пишут ><полностью, ><если ><таблица ><не ><имеет ><номера.>
<Слово ><«таблица» ><пишут ><вразрядку ><(через ><интервал).><Верхнюю ><линию ><таблицы ><делают ><утолщенной ><линией.
 НЕФТЕКАМСКИЙ
МАШИНОСТРОИТЕЛЬНЫЙ ТЕХНИКУМ
НЕФТЕКАМСКИЙ
МАШИНОСТРОИТЕЛЬНЫЙ ТЕХНИКУМ
Пояснительная записка
к дипломному проекту
Спецальность ___________________________________________
Студент(ы)______________________________________________
Группа___________ Отделение _________
Тема: _____________________________________________________
Руководитель ________________
Дата защиты _______________
Оценка_____
2007
<<Приложение ><6>
<СОСТАВ ><ДИПЛОМНОГО ><ПРОЕКТА.
><Дипломный ><проект ><должен ><содержать:>
<Графическую ><часть ><на ><4-5 ><листах ><формата ><А1.>
<Пояснительную ><записку ><на ><70-75 ><страниц ><формата ><А4.>
<1.>< ><Графическая ><часть.>
<1,2 ><листы ><- ><чертежи ><изделий.>
<3,4 ><листы ><- ><чертежи ><сборочно-варочных ><приспособлений ><или ><оборудо><вания ><для ><первого ><и ><второго ><изделий. ><5 ><лист ><- ><план ><участка.>
<2.>< ><Пояснительная ><записка. ><Введение.>
<1.>< ><Вводная ><часть.>
<1.1. ><Описание ><и ><назначение ><сварной ><конструкции ><и ><ее ><технологич><ность;>
<1.2.>< ><Технические ><условия ><на ><изготовление;>
<требования ><к ><основному ><металлу;>
<требования ><к ><сварочному ><материалу;>
<требования ><к ><изготовлению;>
<требования ><к ><сборке ><и ><подготовке;>
<требования ><к ><сварке;>
<требования ><к ><контролю.>
<1.3.>< ><Производительная ><связь ><проектируемого ><участка ><с ><другими ><участ><ками ><и ><цехами.>
<2.>< ><Технологическая ><часть.>
<Анализ ><заводского ><технологического ><процесса.>
<Выбор ><и ><обоснование ><выбора ><метода ><сварки.>
<Выбор ><и ><обоснование ><выбора ><сварочного ><материала.>
<Расчет ><режимов ><сварки ><или ><выбор ><режимов.
<<Обоснование ><и ><выбор ><сварочного ><оборудования ><и ><источника ><пи><тания.>
<Описание ><сборочно-сварочного ><приспособления.>
<Описание ><принятого ><технологического ><процесса.>
<3.>< ><Расчетная ><часть.>
<Нормирование ><сборочно-сварочных ><работ.>
<Установление ><фондов ><времени ><для ><рабочих ><и ><для ><оборудования.>
<Расчет ><потребного ><количества ><оборудования ><по ><заданной ><про ><грамме.>
<Расчет ><потребного ><количества ><основных ><рабочих.>
<Расчет ><вспомогательных ><рабочих, ><ИТР,МОП, ><СКП.>
<Расчет ><расходов ><сварочных ><материалов, ><технологической ><электро><энергии.>
<4.>< ><Организационная ><часть.>
<Организация ><рабочего ><места.>
<Организация ><внутрицехового ><транспорта.>
<Охрана ><труда, ><техника ><безопасности, ><противопожарная ><защита ><и ><охрана ><окружающей ><среды, ><защита ><и ><охрана ><окружающей ><среды.>
<Научная ><организация ><труда ></НОТ/.>
<Организация ><гражданской ><обороны.>
<5.>< ><Экономическая ><часть.>
<Расчет ><фондов ><заработной ><платы.>
<Расчет ><стоимости ><основного ><сварочного ><материала ><и ><электроэнер><гии.>
<Расчет ><стоимости ><сборочно-сварочного ><оборудования ><и ><приспо><собления.>
<Составление ><сметы ><затрат ><и ><определение ><цеховой ><стоимости ><узла.>
<6.>< ><Заключительная ><часть. ><6.1. ><Выводы ><по ><проекту.>
<6.2. ><Список ><использованных ><источников. ><Содержание.
<<Приложение ><7 ><Технические ><требования ><к ><изготовлению ><сварных ><конструк><ций ><ОСТ ><23.2.429-80. ><1. ><Общие ><требования.>
<Сварные ><конструкции ><сельскохозяйственных ><машин ><и ><тракторов ><должны ><изготавливаться ><в ><соответствии ><с ><чертежами, ><техническими ><усло><виями, ><государственными ><и ><отраслевыми ><стандартами, ><а ><также ><действую><щими ><нормативно-техническими ><документами, ><утвержденными ><в ><установ><ленном ><порядке.>
<Сварные ><конструкции ><в ><зависимости ><от ><степени ><ответственности ><в ><условиях ><эксплуатации ><делятся ><на ><три ><класса. ><Класс ><сварной ><конструкции ><устанавливается ><разработчиками ><конструкторской ><документации.>
<В ><технических ><требованиях ><чертежей ><сварных ><конструкций ><долж><ны ><быть ><указаны:>
<а)>< ><класс ><сварной ><конструкции ><записью: ><«Сварная ><конструкция... ><класса ><по ><ОСТ ><23.2.429-80.;>
<б)>< ><тип ><электрода ><по ><ГОСТ ><9467-75 ><или ><ГОСТ ><10052-75, ><или ><марка ><присадочной ><проволоки ><сплошного ><сечения ><по ><ГОСТ ><2246-70, ><порошковой ><проволоки ><- ><по ><действующим ><нормативно-техническим ><документам.>
<1.4.>< ><Сварка ><конструкций ><1 ><класса ><должна ><производится ><электросвар><щиками ><не ><ниже ><4 ><разряда, ><конструкций ><2 ><класса ><- ><не ><ниже ><3 ><разряда, ><кон><струкций ><3 ><класса ><- ><не ><ниже ><2 ><разряда.>
<Для ><автоматической ><сварки ><конструкции ><допускается ><сварщики ><с ><ква><лификацией ><на ><разряд ><ниже.>
<1.5.>< ><Выполнение ><технологических ><прихваток ><в ><сварных ><конструкциях ><должно ><производить ><электросварщики ><не ><ниже ><2 ><разряда. ><К ><выполнению ><прихваток ><в ><сварных ><конструкциях ><3 ><класса ><допускаются ><электросварщики ><1 ><разряда ><под ><руководством ><электросварщика ><более ><высокой ><квалифика><ции.
<<В ><особо ><ответственных ><конструкциях ><1 ><класса ><по ><требованию ><техноло><гического ><процесса ><выполнение ><прихваток ><должны ><производить ><электро><сварщики ><не ><ниже ><4 ><разряда.>
<1.6. ><Исправление ><дефектов ><сварных ><швов, ><а ><также ><заварка ><дефектов ><основного ><металла ><конструкций ><должна ><производится ><электросварщиками, ><имеющими ><квалификацию ><не ><ниже ><той ><которая ><установлена ><для ><сварки ><этих ><конструкций.
<<Приложение ><8 ><Основные ><дефекты ><в ><сварных ><соединениях ><и ><их ><допустимость ><без ><ис><правления >< >< >< >< >< ><ОСТ ><23.2.429-80.
Таблица 2
<Дефект> |
<Допустимость ><дефекта ><без ><исправления ><в ><сварных ><конст><рукциях> |
||
|
<1 ><класса> |
<2 ><класса> |
<3 ><класса> |
<Трещины ><в ><свар><ных ><швах> |
<А. ><ДУГОВАЯ ><СВАРКА ><Не ><допускаются> |
||
<Трещины >< >< >< >< ><в ><зоне ><термическо><го ><влияния> |
<Не ><допускаются> |
||
Продолжение Таблицы 2 >
<Подрезы >< >< ><ос><новного ><металла> |
<Если ><глубина ><подреза >< >< ><не >< >< ><пре><вышает >< >< >< >< >< >< >< >< >< >< ><10% ><толщины >< >< >< ><свари><ваемых >< >< >< ><деталей, ><но >< ><не >< ><более >< >< ><0,5 ><мм> |
<Если ><глубина ><подреза >< >< ><не >< >< ><пре><вышает >< >< >< >< >< >< >< >< >< ><10% ><толщины >< >< >< ><свари><ваемых >< >< >< ><деталей, ><но >< ><не >< ><более >< >< ><1,0 ><мм> |
<Если ><глубина ><подреза ><не ><пре><вышает ><15% ><толщины ><свари><ваемых ><деталей, ><но ><не ><более ><1,5 ><мм> |
|||
<Непровар> |
<В >< >< ><стыковых,> <если >< >< >< ><дефект >< >< >< ><не ><превышает >< >< >< >< ><10% ><толщины ><шва. ><В ><угловых ><швах ><не ><допускается> |
<В >< >< ><стыковых, ><если >< >< >< ><дефект >< >< >< ><не ><превышает >< >< >< ><20% ><толщины ><шва ><при ><толщине >< >< >< >< ><свари><ваемых >< >< >< >< ><деталей ><S<10mm ><и ><не ><бо><лее >< >< >< ><2,0мм >< >< >< ><при ><S>10mm> |
<В ><стыковых, ><если ><дефектный ><участок ><не ><пре><вышает ><25% ><толщины ><шва ><при ><S<10 ><и ><не ><более ><2,5мм ><при ><S>10mm> |
|||
<Газовые >< >< >< ><по><ры >< >< ><и >< >< ><шлаковые> <включения> |
<Не >< >< ><допуска><ются >< >< ><в ><продоль><ных ><швах, ><распо><ложенных >< >< >< >< >< ><зоне ><максимальных ><напряжений. >< >< >< >< >< >< ><В ><остальных >< >< >< ><швах ><допускаются ><единичные >< ><поры, ><но ><не ><более ><трех ><пор >< >< >< >< ><на >< >< >< >< ><длине ><100мм ><диаметром ><до >< >< >< >< ><0,5мм >< >< >< >< ><при ><толщине >< >< >< >< ><свари><ваемых >< >< >< >< ><деталей> |
<Не >< >< ><допуска><ются >< >< ><кучно >< >< ><рас><положенные >< >< >< ><по><ры. >< >< >< >< >< ><Единичные ><поры: ><до ><4 ><пор ><на ><100мм >< >< ><шва >< >< ><при ><расстоянии >< >< ><меж><ду ><порами ><не ><ме><нее ><10мм> |
<Не ><допуска><ются ><кучно ><рас><положенные ><по><ры. ><Единичные ><поры: ><до ><10 ><пор ><на ><100мм ><шва.> |
|||
< |
<S<3mm ><и ><диамет><ром ><до ><2,0мм ><при ><S>3mm> |
|
|
|||
Продолжение Таблицы 2
<Прожог> |
<Не ><допускается> |
||
<Наплыв> |
<Для ><коротких ><швов ><в ><малодос><тупных ><местах ><при ><высоте ><на><плыва ><не ><более ><30% ><высота ><шва ><и ><общей ><протя><женности ><не ><бо><лее ><20% ><длины ><шва> |
<Не ><допускается ><высота ><наплыва ><более ><50% ><высота ><шва. ><Общая ><про><тяженность ><на><плыва ><не ><должна ><превышать ><20% ><длины ><шва> |
<Не ><допускается ><высота ><наплыва ><более ><50% ><высо><ты ><шва> |
<Высокий ><гребень> <без ><ослабления> <шва ><по ><краям> |
<Не ><допускается ><высота ><гребня ><более ><2мм ><от ><уровня ><поверхно><сти ><шва> |
<Не ><допускается ><высота ><гребня ><более ><Змм ><от ><уровня ><поверхно><сти ><шва> |
<Допускается> |
<Гребень ><и ><ослаб><ления ><шва ><по ><краям> |
<Не ><допускается> |
<Не ><допускается ><глубина ><ослабле><ния ><более ><10% ><толщины ><детали, ><а ><при ><толщине ><детали ><более10><мм-более ><1мм> |
<Не ><допускается> <глубина ><ослабле><ния ><более ><15%> <толщины ><детали> |
<Неполномерность ><сечения ><шва> |
<Не ><допускается> |
<Не ><допускается ><Неполномерность ><более ><10% ><тол><щины ><детали, ><а ><при ><толщине ><де><тали ><более ><Юмм-><более ><1мм> |
|
<Протек ><металла ><с ><местным ><ослаб><лением ><шва> |
<В ><соответствии ><с> <требованиями> <ГОСТ ><14771-76,> <но ><не ><более ><0,5мм> |
<Не ><допускается ><величина ><ослаб><ления ><более ><1,0 ><мм. ><Общая ><про><тяженность ><шва ><с ><ослаблением ><не ><должна ><превы><шать ><20% ><длины ><шва> |
<Не ><допускается ><величина ><ослаб><ления ><более ><1,0мм. ><Общая ><протяженность ><шва ><с ><ослаблени><ем ><не ><должна ><превышать ><30% ><длины ><шва> |
Продолжение Таблицы 2
<Провар ><только ><одной ><кромки> |
<Не ><допускается> |
||||
<Неравномерное ><заполнение ><шва> |
<в ><пределах ><допусков ><на ><размеры ><шва ><при ><отсутствии ><подрезов ><от ><неравно-> |
<При ><отсутствии ><подрезов ><от ><не-> |
|||
< |
<мерности ><заполнения> |
<равномерности ><заполнения> |
|||
<Кратер> |
<Не ><допускается> |
||||
<Б. ><СВАРКА ><ЗАКЛЕПКАМИ> |
|||||
<Непровар ><между> <свариваемыми ><деталями> |
<Не ><допускается> |
<Не ><допускается ><более ><10% ><де><фектных ><электро><заклепок> |
<Не ><допускается> <более ><20% ><де><фектных ><электро><заклепок> |
||
<Непровар ><у ><края ><отверстия> |
<Не ><допускается> |
<Не ><допускается ><более ><10% ><де><фектных ><электро><заклепок> |
<Не ><допускается ><более ><20% ><де><фектных ><электро><заклепок> |
||
<Прожог> |
<Не ><допускается> |
<Не ><допускается ><более ><10% ><де><фектных ><электро><заклепок> |
|||
<Трещины> |
<Не ><допускается> |
<Не ><допускается> <более ><10% ><де><фектных ><электро><заклепок> |
<Не ><допускается ><более ><20% ><де><фектных ><электро><заклепок> |
||
<Свищи ><и ><поры> <при ><сварке ><под> <флюсом> |
<Не ><допускается ><более ><5% ><дефект><ных ><электроза><клепок> |
<Не ><допускается ><более ><10% ><де><фектных ><электро><заклепок> |
<Не ><допускается ><более ><20% ><де><фектных ><электро><заклепок> |
||
<Свищи ><и ><поры ><при ><сварке ><в ><за><щитных ><газах> |
<Не ><допускается ><более ><5% ><дефект><ных ><электроза><клепок> |
<Не ><допускается ><более ><10% ><де><фектных ><электро><заклепок> |
<Не ><допускается ><более ><20% ><де><фектных ><электро><заклепок> |
||
Продолжение Таблицы 2
<В. ><КОНТАКТНАЯ ><ТОЧЕЧНАЯ, ><ШОВНАЯ ><И ><РЕЛЬЕФНАЯ ><СВАРКА> |
||||||
<Трещины> |
<Не ><допускается> |
<Не ><допускается ><более ><10% ><де><фектных ><точек ><(при ><роликовой ><сварке ><- ><более ><10% ><длины ><шва ><с ><трещинами)> |
<Не ><допускается> <более ><20% ><де><фектных ><точек ><(при ><роликовой ><сварке ><- ><более> <20% ><длины ><шва ><с ><трещинами)> |
|||
<Непровар> |
<Не ><допускается> |
<Не ><допускается> <более ><10% ><де><фектных ><точек> <(при ><роликовой ><сварке ><— ><более> <10% ><длины ><шва ><с ><непроваром)> |
<Не ><допускается ><более ><20% ><де><фектных ><точек ><(при ><роликовой ><сварке ><- ><более ><20% ><длины ><шва ><с ><непроваром)> |
|||
<Глубокая ><вмятина ><(более ><20% ><тол><щины ><сваривае-> |
<Не ><допускается ><более ><10% ><де><фектных ><точек> |
<Не ><допускается ><более20% ><де><фектных ><точек> |
<Не ><допускается ><более30% ><де><фектных ><точек> |
|||
<<мой ><детали)> |
<(при ><шовной> <сварке ><- ><более> <10% ><длины ><шва ><с> <вмятинами)> |
<(при ><шовной> <сварке ><- ><более> <20% ><длины ><шва ><с> <вмятинами)> |
<(при ><шовной> <сварке ><- ><более> <30% ><длины ><шва ><с> <вмятинами)> |
|||
<Наружный ><вы><плеск> |
<Не ><допускается> |
<Не ><допускается ><более ><5% ><дефект><ных ><точек(при ><шовной ><сварке ><-><более ><5% ><длины ><шва ><с ><выплеска><ми)> |
<Не ><допускается ><более ><10% ><де><фектных ><точек ><(при ><шовной ><сварке ><- ><более ><10% ><длины ><шва ><с ><выплесками)> |
|||
Продолжение Таблицы 2
<Внутренний ><вы><плеск> |
<Не ><допускается> |
<Не ><допускается ><более ><5% ><дефект><ных ><точек(при ><шовной ><сварке ><-><более ><5% ><длины ><шва ><с ><выплеска><ми)> |
<Не ><допускается> <более ><10% ><де><фектных ><точек> <(при ><шовной> <сварке ><— ><более> <10% ><длины ><шва ><с> <выплесками)> |
|
<Прожог> |
<Не ><допускается> |
|||
<Г. ><СТЫКОВАЯ ><СВАРКА> |
||||
<Смещение ><кро><мок> |
<Не ><допускается> |
<Не ><допускается ><более ><10% ><от ><сторо><ны ><квадрата ><или ><диаметра ><стержня> |
||
<Перелом ><осей> |
<Не ><допускается> |
<При ><отсутствии ><требований ><на ><соосность ><дета><лей, ><но ><не ><более ><10°> |
||
<Трещины> |
<Не ><допускаются> |
|||
<Непровар> |
<Не ><допускается> |
<Не ><допускается ><если ><величина ><непровара ><пре><вышает ><10% ><площади ><попе><речного ><сечения ><стыка ><сваривае><мых ><деталей> |
||
<Пережог> |
<Не ><допускаются> |
|||
<Ожог ><поверхно><сти ><деталей ><в ><местах ><токопод-><вода> |
<Не ><допускается ><для ><сталей ><повы><шенной ><прочно><сти> |
<Допускается> |
||
<Неметаллические ><включения ><в ><сты><ке ><(главным ><обра><зом ><окислы)> |
<Не ><допускаются> |
<Допускаются> |
||
<<Приложение ><9 ><Технические ><требования ><к ><качеству ><сварки ><и ><его ><контроль ><ОСТ>
<23.2.429-80. ><1. ><Требования ><к ><качеству.>
<Готовые ><сварные ><соединения ><не ><должны ><иметь ><дефектов, ><выходя><щих ><за ><пределы ><норм, ><установленных ><настоящим ><стандартом ><(приложение ><22).>
<При ><наличии ><в ><сварном ><соединении ><различных ><дефектов, ><допусти><мых ><без ><исправления ><в ><соответствии ><с ><приложением ><22, ><общая ><протяжен><ность ><участка ><(или ><общее ><количество ><электрозаклепок ><или ><точек) ><с ><дефекта><ми ><не ><должна ><превышать ><в ><соединениях ><конструкций ><1 ><класса ><- ><15%, ><2 ><клас><са ><- ><20%, ><3 ><класса ><- ><25% ><от ><общей ><длины ><шва ><(или ><общего ><количества ><элек><трозаклепок ><или ><точек) ><в ><сварном ><соединении.>
<Исправление ><дефектов ><в ><сварных ><конструкциях ><1 ><и ><2 ><классов ><не ><до><пускается ><производить ><более ><двух ><раз ><в ><одном ><и ><том ><же ><месте. ><В ><сварных ><со><единениях ><конструкций ><3 ><класса ><допускается ><многопрокатное ><исправление ><дефектов.>
<2. ><Контроль ><качества. ><1.2. ><Контроль ><качества ><сварных ><соединений ><включает:>
<предварительный ><контроль;>
<операционный ><контроль;>
<окончательный ><контроль.>
<Внешнему ><осмотру ><и ><измерениям ><должны ><подвергаться ><сварные ><конструкции ><всех ><классов.>
<Устанавливаются ><следующие ><нормы ><контроля ><ОТК ><внешним ><осмот><ром ><и ><измерениями:>
<для ><конструкций ><1 ><класса ><- ><100%;>
<для ><конструкций ><2 ><класса ><— ><50%;>
<для ><конструкций ><З класса- ><10%.>
<<2.4. ><Контроль ><качества ><сварных ><соединений ><по ><методу ><технологических ><проб ><должен ><производится ><по ><требованию ><ОТК ><в ><объеме, ><установленном ><на><стоящим ><стандартом ><(табл. ><2.1.).>
<Допускается ><сокращение ><числа ><технологических ><проб ><для ><дуговой ><свар><ки ><при ><стабильном ><соответствии ><качества ><сварных ><соединений ><требованиям ><настоящего ><стандарта.>
<Таблица ><2.1.>
<Способ ><сварки> |
<Нормы ><контроля ><для ><сварных ><конструкций> |
||
<1 ><класса> |
<2 ><класса> |
<3 ><класса> |
|
<Дуговая> |
<1 ><раз ><в ><5 ><дней> |
<1 ><раз ><в ><10 ><дней> |
<1 ><раз ><в ><20 ><дней> |
<Контактная> |
<1 ><раз ><в ><смену> |
<1 ><раз ><в ><сутки> |
<1 ><раз ><в ><два ><дня> |
<2.5. ><При ><настройке ><сварочного ><оборудования ><на ><новые ><режимы ><выполне><ния ><технологических ><проб ><является ><обязательным.
>

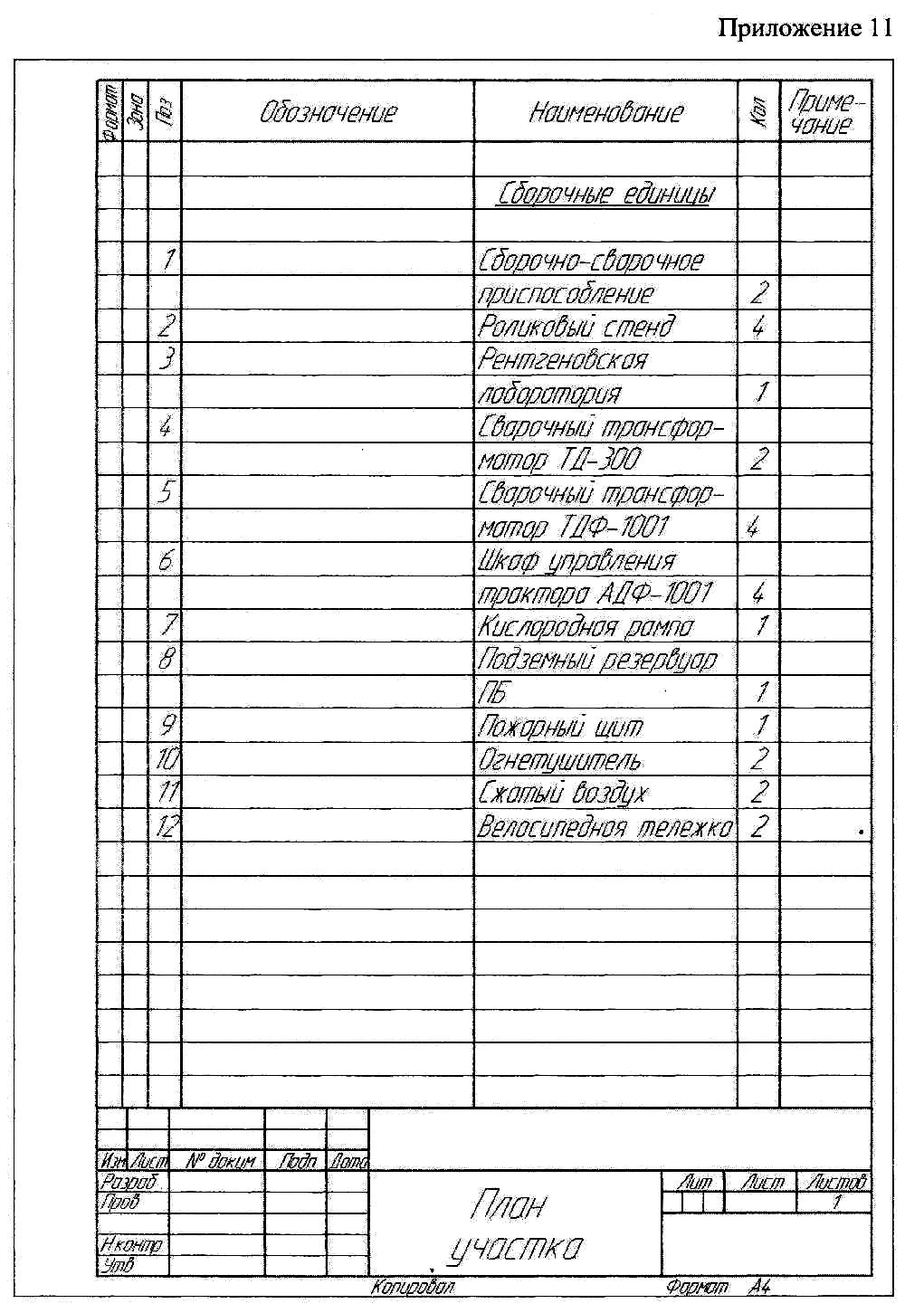
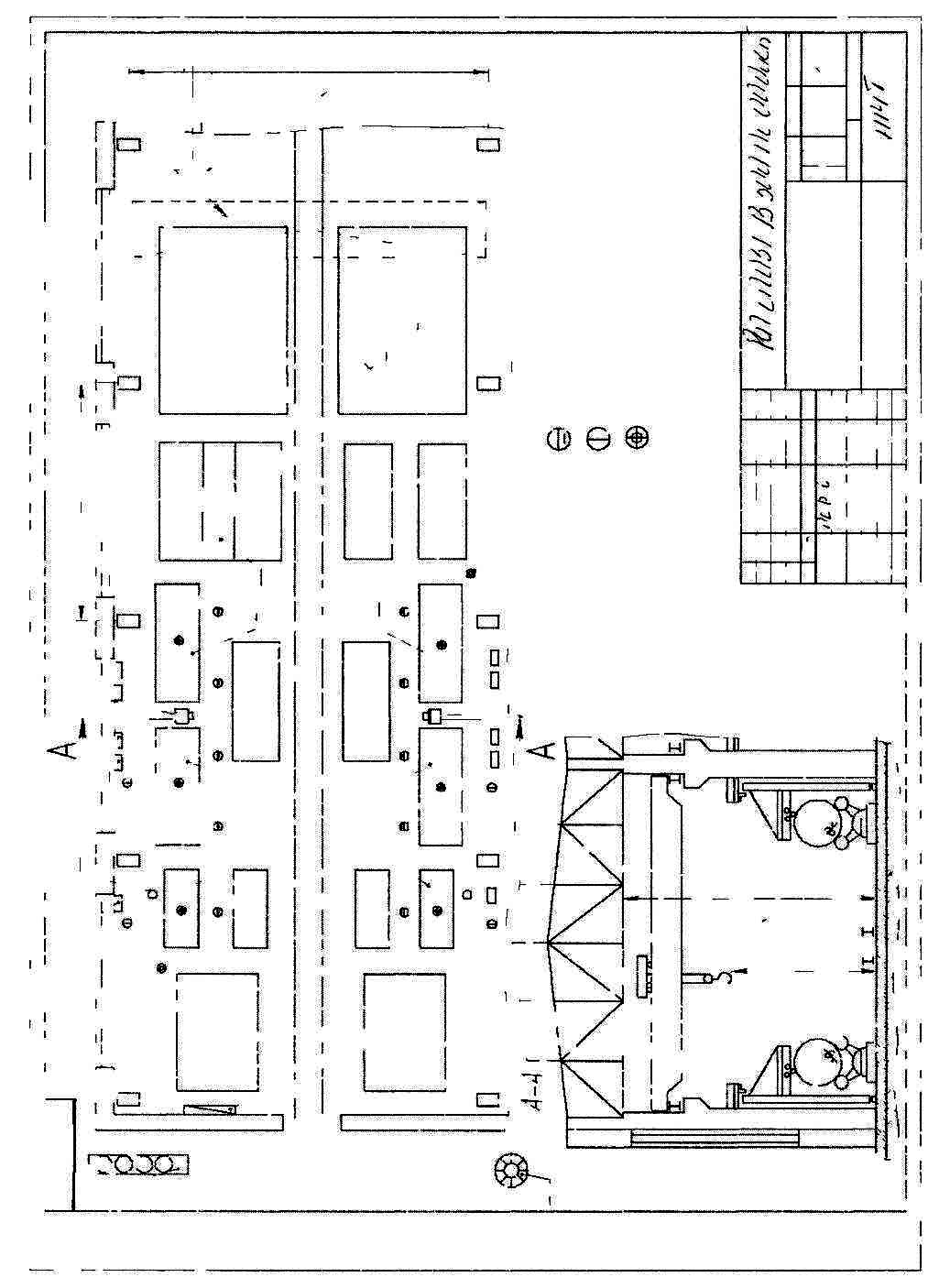

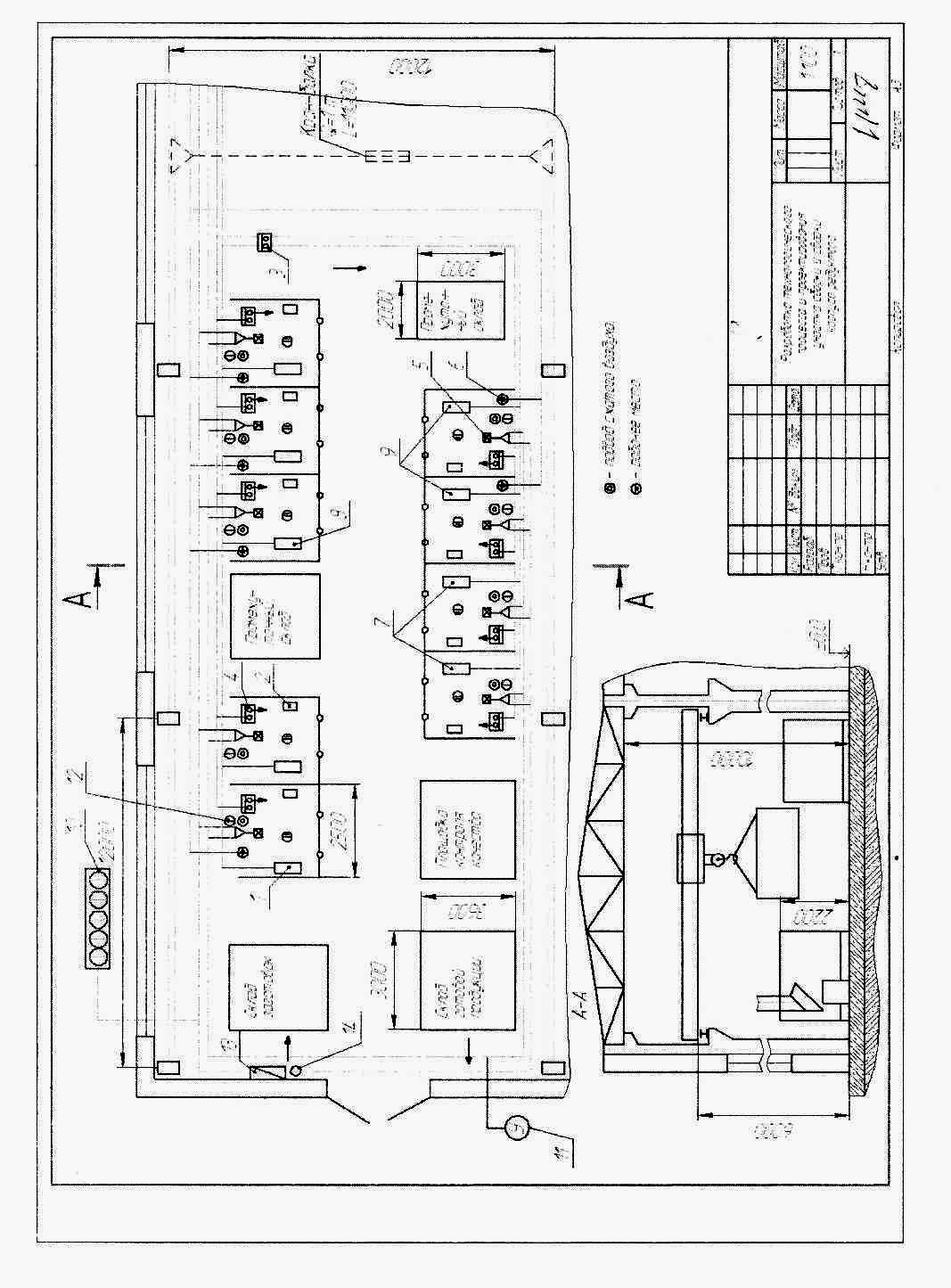
>
<<13. ><Рекомендуемая ><литература
>
<Общемашиностроительные ><нормы ><времени ><на ><автоматическую, ><полуавто ><матическую ><и ><ручную ><электрическую ><сварку ><в ><среде ><защитных ><газов ><малоуглеро ><дистых ><и ><низколегированных ><сталей. ><Машиностроение ><1982 ><г.>
<Отраслевые ><нормативы ><времени ><на ><автоматическую, ><полуавтоматическую, ><ручную, ><электрическую ><сварку ><и ><сварку ><в ><среде ><углекислого ><газа ><малоуглероди ><стых ><и ><низколегированных ><сталей. ><- ><М: ><Минсельхозмаш. ><1982г.
<Отраслевые ><нормативы ><времени ><на ><контактную ><сварку. ><- ><М: ><Минсельхоз ><маш. ><1985 ><г.>
<ГОСТы ><ЕСКД-М: ><Издательство ><стандартов, ><1984.>
<Общетехнический ><справочник. ><Под ><редакцией ><Скороходова ><Е. ><А. ><- ><М.: ><Ма ><шиностроение, ><1982 ><г.>
<Справочник ><сварщика. ><Под ><редакцией ><Степанова ><В. ><В. ><- ><М.: ><Машинострое ><ние, ><1982 ><г.>
<Акулов ><А.И. ><и ><др. ><Технология ><оборудования ><сварки ><плавлением. ><- ><М.: ><Ма ><шиностроение, ><1982 ><г.>
<Алёшин ><Н. ><П., ><Щербицкий ><В. ><Г. ><Контроль ><качества ><сварочных ><работ. ><- ><М.: ><Машиностроение, ><1981 ><г.>
<Белянин ><П. ><Н. ><Промышленные ><работы ><и ><их ><применение. ><- ><М.: ><Машино ><строение, ><1983 ><г.>
<Боголюбов ><С. ><К., ><Воинов ><А. ><В., ><Черчение ><- ><М.: ><Машиностроение, ><1984 ><г. ><И. ><Гитлевич ><А. ><Д., ><Этингоф ><Л. ><А. ><Механизация ><и ><автоматизация ><сварочного>
<производства. ><- ><М.: ><Машиностроение, ><1980.>
<Грачёва ><К. ><А. ><Экономика, ><организация ><и ><планирование ><сварочного ><произ ><водства. ><-М.: ><Машиностроение, ><1984 ><г.>
<Думов ><С. ><И. ><Технология ><электрической ><сварки ><плавлением. ><— ><Л.: ><Машино ><строение, >< >< ><1985 ><г.>
<Китаев. ><А. ><М., ><Китаев ><Я. ><А. ><Справочная ><книга ><сварщика. ><- ><М.: ><Машино ><строение, ><1985 ><г.>
>
<<Коваленко ><А. ><В., ><Гредитор ><М. ><А. ><Как ><читать ><чертежи. ><- ><М.: ><Машинострое ><ние, ><1983 ><г.>
<Козырев ><Ю. ><Г. ><Промышленные ><работы: ><Справочник. ><- ><М.: ><Машинострое ><ние, ><1985 ><г.>
<Козырев ><Ю. ><Г., ><Шифрина ><Я. ><А. ><Современные ><промышленные ><работы: ><Ка ><талог—М.: ><Машиностроение, ><1984 ><г.>
<Красовский ><А. ><И. ><Основы ><проектирования ><сварочных ><цехов ><- ><М.: ><Машино ><строение, >< ><1982 ><г.>
<Моцохин ><С. ><Б. ><Контроль ><качества ><сварных ><соединений ><и ><конструкций ><- ><М.: ><Стройиздат, ><1985 ><г.>
<Николаев ><Г. ><А., ><Куркин ><С. ><А., ><Винокуров ><В. ><А. ><Сварные ><конструкции. ><Тех ><нология ><изготовления. ><Автоматизация ><производства ><и ><проектирование ><сварных ><конструкций ><- ><М.: ><Высшая ><школа, ><1983 ><г.>
<Осипов ><В.А., ><Козел ><В. ><И. ><Альбом ><чертежей ><сборочных ><единиц ><для ><чтения ><и ><деталирования: ><учебное ><пособие ><для ><техникумов-М.: ><Машиностроение, ><1980 ><г.
Полевой Г.В. Сухинин Г.К.,Газопламенная обработка металла. Москва Академия 2005>
<Прох ><Л. ><Ц. ><и ><др. ><Справочник ><по ><сварочному ><оборудованию ><- ><Киев: ><Техни ><ка, ><1983 ><г.>
<Рапопорт ><Г.Н., ><Сопин ><Ю. ><В. ><Применение ><промышленных ><роботов ><- ><М.: ><Машиностроение, ><1985 ><г.>
<Сергеев ><И. ><П. ><Справочник ><молодого ><сварщика ><на ><контактных ><машинах ><- ><М.: ><Высшая ><школа, ><1984 ><г.
.Чернышов Г.Г Технология электрической сварки плавлением., Москва 2006>
<Чулошников ><П. ><Л. ><Контактная ><сварка ><- ><М.: ><Машиностроение, ><1984 ><г.>
<Федоренко ><В. ><А., ><Шошин ><А. ><И. ><Справочник ><по ><машиностроительному ><чер ><чению ><-Л.: ><Машиностроение, ><1980 ><г.>
<Юрьев ><В. ><П. ><Справочник ><по ><нормированию ><материалов ><для ><сварочной ><тех><ники ><- ><М.: ><Машиностроение, ><1982 ><г.
>>>