5.2.Организация рабочего места.
Под рабочим местом понимается зона трудовой деятельности человека, оснащенная комплексом технических средств и вспомогательным оборудованием, необходимым для выполнения трудовых операций. Целью организации рабочего места является оптимизация условий трудовой деятельности, обеспечивающих максимальную эффективность и безопасность работы на проектируемом участке или оборудовании.
При компоновке оборудования рабочего места следует принимать во внимание многочисленные факторы, влияющие на человека, оборудование и окружающую среду.
При организации рабочих мест прежде всего необходимо руководствоваться действующим государственном стандартом, отражающим совокупность эргономических и инженерно- психологических показателей комплекса оборудования рабочих мест.
Эргономические показатели подразделяются на следующие группы: гигиенические, антропометрические, физиологические, психофизиологические и психологические.
К гигиеническим показателям относятся: метеорологические (температура, влажность, давление, скорость движения воздуха), освещенность, вентилируемость, запыленность, загазованность напряженность магнитного поля, радиация, токсичность, шум, вибрация, гравитационные ускорения и перегрузки.
Антропометрические показатели определяют соответствие комплекса оборудовании рабочего места форме и размерам тела человека, распределение его веса.
Физиологические и психофизиологические показатели характеризуют соответствие рабочего места, его оборудование и устройств энергетическим, скоростным слуховым и другим психологическим возможностям человека.
Психологические показатели отражают соответствие оборудования рабочего места приобретённым и вновь формируемым навыкам человека, а так же возможностям восприятия и переработки информации.
При конструировании рабочих мест необходимо соблюдать следующие условия:
рабочее пространство должно позволять выполнение всех необходимых рабочих операций при работе с оборудованием и при его техническом обслуживании;
расположение оборудования должно обеспечивать удобное положение тела во время работы;
размещение рабочего места должно полностью отвечать требованием безопасности труда в части движения технологического транс порта, грузоподъёмных механизмов;
уровень шума и вибрации на рабочем месте должен быть ниже установленных гос. стандартам ПДУ (предельно допустимых уровней);
комплекс оборудования и места расположения оснастки, инструмента должны быть обеспеченны необходимым естественным, искусственным освещением;
рабочее место при необходимости должно быть оборудовано средствами защиты от воздействия опасных и вредных факторов: типовым, а при необходимости нестандартными ограждениями, блокировками, средствами противопожарной техники, а так же различны ми видами зрительной и звуковой сигнализации;
обеспечить надёжную индикацию для случаев отказа электрического питания, а так же отказа оборудования или его работы в ситуации несоблюдения допустимых пределов;
воздушная среда должна постоянно оптимизироваться системой вентиляции, кондиционирования (в зимнее время отопления) с применением соответствующих устройств фильтрации воздуха для предотвращения выброса вредностей в окружающую среду;
рабочее место должно быть обеспеченно инструкциями по безопасности производства работ для данной профессии и в данном цехе, а так же предупредительным знаками, предостерегающими об опасности.
Первичным звеном организации труда на предприятии является рабочее место. Организовать рабочее место - это прежде всего оснастить его всем необходимым, для выполнения соответствующей работы и правильно распланировать. От правильной организации рабочего места зависят как обеспечение высокой производительностью труда сварщиков, так и надлежащее качества работы. Организация рабочего места должна обеспечить:
а) целесообразное расположение рабочего по отношению к оборудованию в целях кротчайших путей движения рабочего по отношению к оборудованию, в процессе выполнения элементов операций, удобства обзора процесса управления механизмами передвижения изделия;
б) устранение непроизводительных движений;
в) безопасность рабочего в процессе работы;
г) целесообразное расположение вспомогательного оборудования и транспортных средств;
д) охрана труда от вредных влияний процесса (температура, светоизлучение, вредные газы, пылеобразование и тд.).
Рабочим местом принято называть зону трудовых действий рабочего или группы рабочих (бригады), располагающей производственной площадью и оснащённую оборудований, приспособлениями, учётно-измерительной и регулирующей аппаратуры, транспортными средствами, необходимыми для выполнения определённых операций заготовительной, обрабатывающей, сборочной, сварочной и отделочно-покрасочной стадии производства сварных конструкций.
Организация рабочих мест связанна с разработкой и реализацией комплекса мероприятий по созданию благоприятных для работы условий; по обеспечению роста производительности труда; по снижению материальных, трудовых и денежных затрат на единицу продукции. Состав и содержание мероприятий зависят от факторов влияющих на организацию различных типов рабочих мест.
Разработка мероприятий рациональной организации рабочих мест по стадиям производства сварных конструкций должна заканчиваться расчётами технико-экономических показателей подтверждающих целесообразность применения их и характеризующих величину возможной экономии.
Применительно к каждому типу рабочего места производиться конкретизация перечисленных выше мероприятий и дополнение их новыми по мере развития совершенствования производства сварных конструкций. К числу главных факторов, влияющих на организацию и обслуживания рабочих мест, относится прежде всего сложность технического оснащения и способы их планировки.
При разработке организации рабочего места необходимо выполнить следующее:
Составить план рабочего места с размещением: оборудования механизмов управления, рабочего стола - шкафа, место самого рабочего, место полуфабрикатов, материалов и тд.
Нанести на план схемы движения рабочего при выполнении операции.
Составить схему рабочего стола - шкафа с указанием отделением и назначения их, а так же перечня содержимого отделений (приспособлений, документации и др.).
Порядок обслуживания рабочего места, обеспечивающего производительную работу рабочего.
Технику безопасности, охрану труда, и противопожарную за щиту, охрану окружающей среды.
Механизацию вспомогательных работ рабочего.
При планировки рабочих мест необходимо, чтобы рабочие места были оснащённые технологическим оборудованием в сочетании со средствами механизации вспомогательных и транспортных операций, по сравнению с рабочими местами без таких средств отличаются более сложной компоновки, более трудоёмкими работами по их техническому обслуживанию. Однако, значительные преимущества механизированных рабочих мест полностью оправдывают целесообразность их широкого применения и на заготовительной стадии, где устраняются:
крановые операции и сокращается время на выполнение вспомогательных операций, существенно облегчает труд рабочего;
достигается высокая точность размеров заготовок (деталей) прямоугольной, квадратной, косоугольной и др. конфигурации;
механизируется подача материалов (листа) со стеллажа - накопителя на конвейер, а так же перемещение листа по нему до упора или по линейке; возврат заготовок для повторной резке; удаление заготовок (деталей) из-под ножниц; уборка отходов; обеспечивается минимальное скручивание, изгиб и выпучивание листа в процессе резки, что устраняет последующую правку, снижает трудоёмкость, (деталей) примерно 2,4 раза, а себестоимость в 1,6раза.
Аналогичные результаты, но более сложных производственных условиях (при резке полосового, сортового и фасонного проката толщиной 10-25
мм; при вырубке и выбивке отверстий) достигаются при компоновке рабочего места и скомбинированных пресс-ножниц и средств механизации вспомогательных транспортных операций.
Более высокие результаты достигаются при включении в компоновку рабочего места газорезательной машины с программным управлением;
Осуществляется качественная вырезка фасонных заготовок (де талей) из стального листа (углеродистых и легированных марок сталей) с одновременной V и X образной разделкой кромок под сварку;
Обеспечивается надёжное управление процессом (машиной) как при помощи фотокопировального устройства (резка по копир, чертежам), так и по программе, записанной на перфоленту;
Расширяются производственные возможности рабочего места: вырезка заготовок и деталей длинной 500-8000 мм; шириной 40- 2590 мм; толщиной 5-150 мм; массой 1-2800 кг; с углом скоса кромок 0-50°.
Уменьшается число рабочих (на программу) в 5 раз, трудоёмкость годовой программы в 5,3 раза, технологическая себестоимость в 2 раза; высвобождается (на годовую программу), около 280 рабочих и 3218 м2 производственной площади.
Эти преимущества были достигнуты путём строгого соблюдения требований рациональной организации рабочих мест, оптимизация программного задания, механизации труда рабочих - операторов, совмещение управления механизмов подачи кислорода и рабочем ходом машины от отдельного тумблера, размещение органов управления с учётом зоны, удобной для работы.
Планировка рабочих мест для сборки элементов конструкции перед их сваркой отличается преобладанием в ней оргоснастки. Компоновка этих рабочих мест и средств механизации и автоматизации (механизированных манипуляторов, кантователей, позиционеров, универсально-сборной оснастки, промышленных роботов), для сборочных, вспомогательных и транспортных операций позволяет в 2-5 раз повысить производительность труда, в 1,5-2
раза снизить себестоимость сборочных работ и значительно улучшить их качество.
Ведущая роль во всей совокупности рабочих мест принадлежит рабочим местам, на которых производится различными способами сварка деталей, узлов и конструкций в целом (см. рис. 5.2). Наличие на этих рабочих местах соответствующего сварочного оборудования, средств механизации и оргоснастки позволяет осуществить комплексную механизацию работ и достигнуть сравнительно высоких показателей выпуска на 1 м2 производственной площади на 1 рабочего, на 1 р. капитальных затрат.
Большое значение имеет рациональная планировка рабочих мест предназначенных для контроля качества сварных конструкций и их элементов. Например, рабочее место, скомпонованное из механизированного стенда с пространственной системой координат и портального манипулятора, позволяет при контроле геометрических размеров гнутых труб, используемых в сварных конструкциях ликвидировать ручной труд путём механизации следующих операций: подачи труб с места складирования и укладки их на столе по координатной сетке; поворота труб для контроля размеров и разных плоскостях; съёма труб со стенда и укладке их на место складирования. Контроль осуществляется передвижным координатной линейкой, угломерами, радиусомерами и шаблонами. В результате такой компоновке рабочего места достигаются на годовую программу уменьшения числа рабочих в 1,8 раза, трудоёмкости в 4 раза, числа единиц оборудования 1,4 раза, технологической себестоимости в 1,3 раза.
При выполнении этой части учащийся должен учесть планы НОТ базового завода или достижения в аналогичном производстве, освещенных в литературе.
Эскизы, схемы, зарисовки помещаются по тексту в данном разделе объяснительной записке.
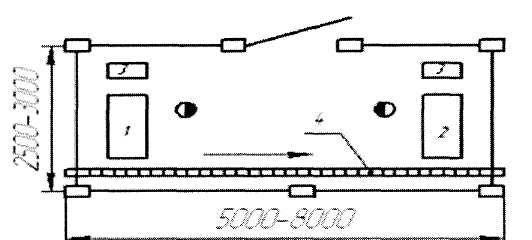
Рис. 5.1. План сдвоенной сборочно-сварочной кабины для сборщика и
сварщика.
стол сборщика;
стол сварщика;
сварочный выпрямитель;
наклонный рольганг.
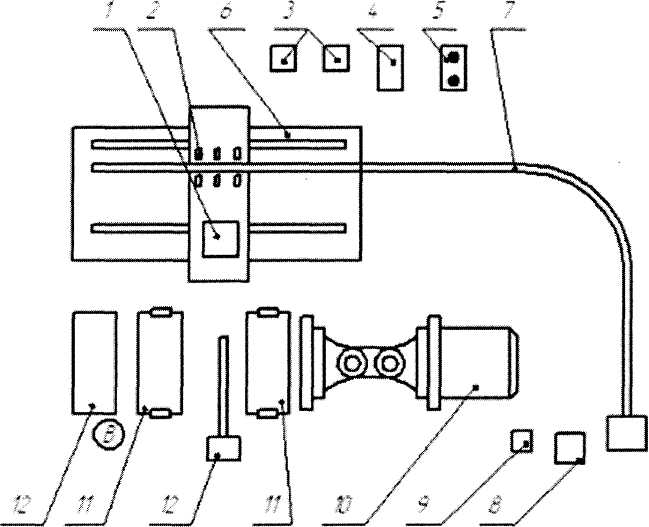
Рис 5.2. Схема рабочего места, оснащённого сварочным аппаратом и средствами механизации вспомогательных и транспортных операций:
1 - сварочный аппарат; 2 - запасные кассеты; 3 - аппаратный ящик; 4 -источник сварочного тока; 5 - подвод электрического тока; 6 - стенд; 7 -электроталь; 8 - станок для намотки проволоки; 9 - сварочный аппарат АСП-3; 10 - вращатель; 11 - передвижные роликоопоры; 12 — передвижные площадки для сварщика; В - подвод и слив воды;
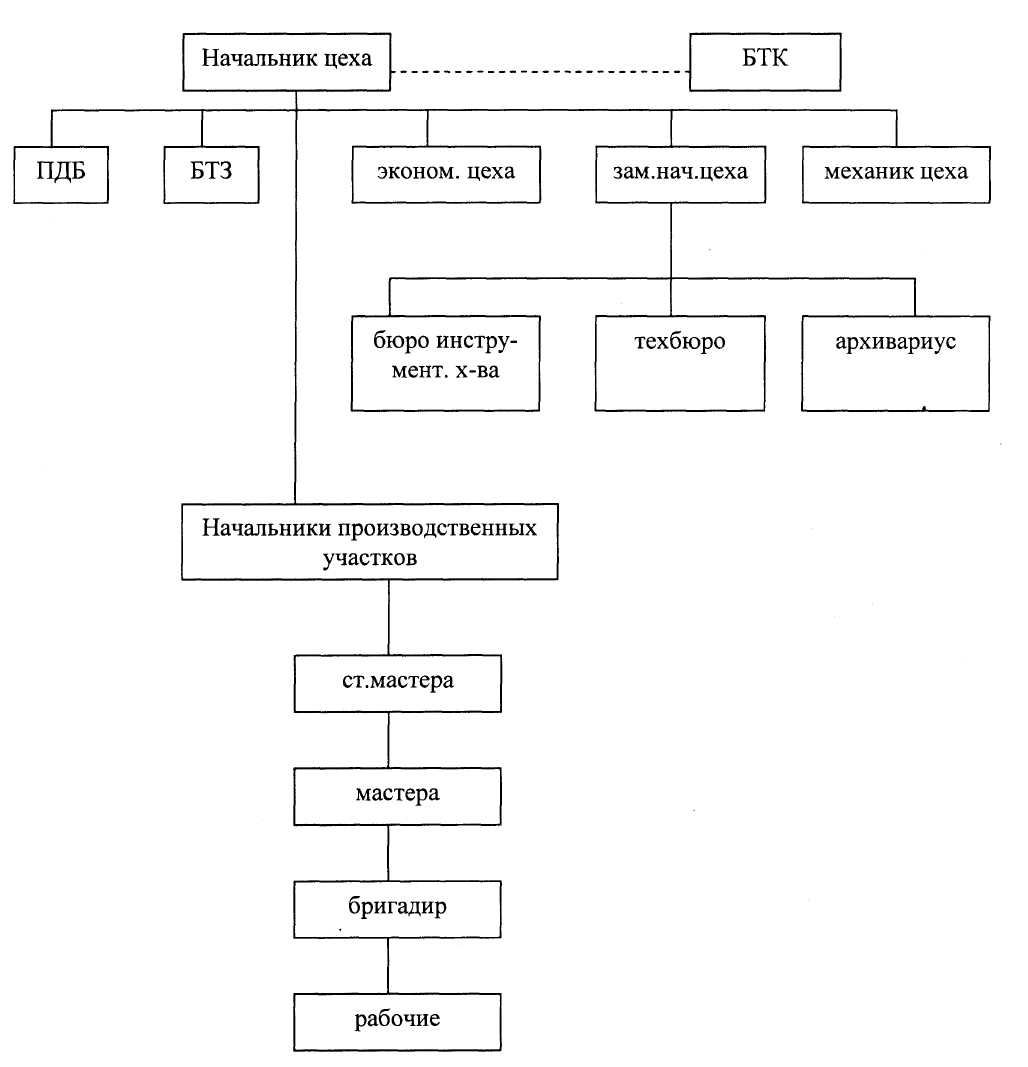
5.3. Организация управления участком.
Управление участком поясняется графической схемой управления. На этой схеме студенты показывает соподчиненность руководителей и исполнителей на участке. Ниже приводятся примерная схема. Далее учащийся должен описать права и обязанности руководителей участка.
Схема управления сварочным цехом и участком.