

3.9.4.3. Рекомендуемые размеры электродов для точечной сварки, мм.
Таблица 3.17
Размеры и форма электродов |
Толщина свариваемого металла, мм |
|||||||||
0,5+0,5 |
1+1 |
1,5+1,5 |
2+2 |
2,5+2,5 |
3+3 |
|||||
Низкоуглеродистые и низколегированные стали |
||||||||||
Прямые электроды: диаметр электрода |
12 |
12 |
16 |
20 |
20 |
25 |
||||
диаметр контактной |
4 |
6 |
6 |
8 |
9 |
10 |
||||
поверхности |
|
|
|
|
|
|
||||
Жаростойкие и коррозионно-стойкие стали |
||||||||||
Прямые электроды: диаметр электрода |
12 |
12 |
16 |
20 |
20 |
25 |
||||
диаметр контактной поверхности |
4 |
5 |
7 |
8 |
9 |
10 |
||||
радиус сферы |
25-50 |
75-100 |
100- 150 |
100-150 |
150-200 |
200-250 |
||||
Продолжение Таблицы 3.17
Легкие сплавы |
||||||
Прямые электроды: диаметр электрода |
12 |
16 |
20 |
-25 |
25 |
30 |
радиус сферы |
50 |
75 |
100 |
100 |
150 |
150 |
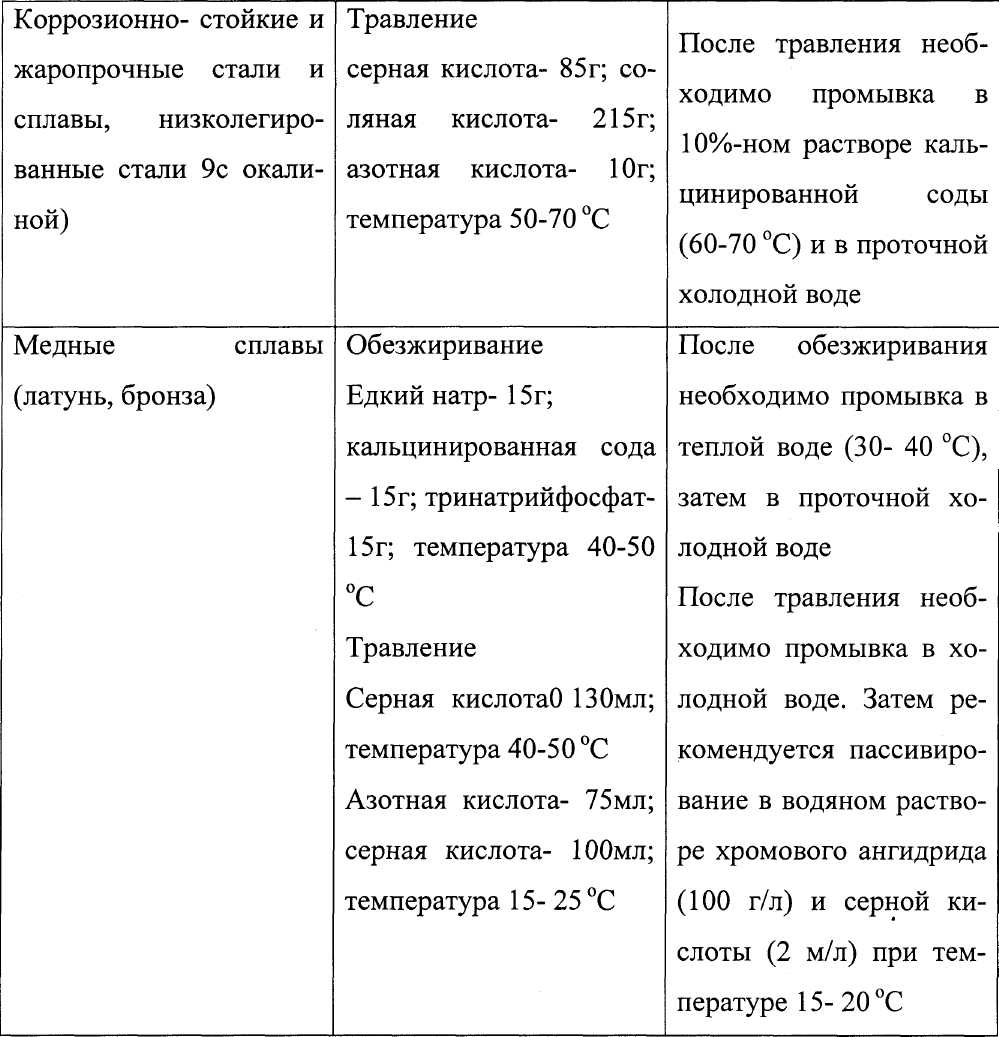
3.9.4.4.Подготовка поверхностей деталей для точечной, рельефной и шовной сварки.
Таблица 3.18
Металл |
Состав раствора на 1л воды |
Примечание |
Низколегированные стали (холоднокатаные) |
Обезжиривание Технический тринат-рийфосфат-50г; кальцинированная сода- 2 5 г; едкий натр- 40г; температура 60-70°С |
После обезжиривания детали промывают в горячей воде (70-80 °С), затем в проточной холодной воде |
|
Травление серная кислота- 11 Ог; хлористый натрий- Юг; присадка КС-1 - 1г; температура 50-60 °С |
После травления необходимо нейтрализация в водном растворе едкого натра или калия (50-70г/л) при температуре 20-25 °С |
Примечание
Плотность кислот H2SO4- 1,84; HCL- 1,19; HNO3- 1,42 г/мл.
Время обработки определяется опытным путем в зависимости от размеров обрабатываемых деталей, состояния поверхности и степени допустимого утонения деталей.
3.9.4.5.Рекомендуемые размеры точечных сварных соединений.
Таблица 3.19
Толщина тонкой детали |
Диаметр литого ядра точки. |
Минимальный шаг при точечной сварке |
||
низкоуглеродистых и низколегированных сталей |
коррозионностойких жаропрочных сталей и сплавов титана |
алюминиевых, магниевых и медных сплавов. |
||
0,3 |
2,5-3,5 |
8 |
7 |
8 |
0,5 |
3-4 |
10 |
9 |
11 |
0,8 |
3,5-4,5 |
13 |
11 |
13 |
1 |
4-5 |
14 |
12 |
15 |
1,2 |
5-6 |
15 |
13 |
16 |
1,5 |
6-7 |
17 |
15 |
20 |
2 |
7-8,5 |
21 |
18 |
25 |
2,5 |
8-9 |
23 |
20 |
30 |
3 |
9-10,5 |
28 |
24 |
35 |
3,5 |
10,5-12 |
32 |
28 |
40 |
4 |
12-13,5 |
38 |
32 |
45 |
4,5 |
13,5-15 |
46 |
38 |
50 |
5 |
14-16 |
50 |
44 |
55 |
5,5 |
15-17 |
55 |
50 |
60 |
6 |
16-18 |
60 |
55 |
65 |
6,5 |
17-19 |
65 |
60 |
70 |
7 |
18-20 |
70 |
65 |
75 |
3.9.4.6. Режимы точечной сварки углеродистых сталей на машинах переменного тока.
Таблица 3.20.
Толщина детали, мм. |
Сила тока, кА. |
Длительность тока, с. |
Усилие сжатия, даН. |
|
Жёсткие режимы |
||
0,5 |
6-6,5 |
0,08-0,1 |
120-180 |
0,8 |
6,5-7,0 |
0,1-0,14 |
200-250 |
1,0 |
7,0-8,0 |
0,12-0,16 |
250-300 |
1,2 |
8,0-9,0 |
0,14-0,18 |
300-400 |
1,5 |
9,0-10,0 |
0,16-0,22 |
400-500 |
2,0 |
10,0-11,5 |
0,18-0,24 |
600-700 |
3,0 |
11,5-14,0 |
0,24-0,30 |
900-1000 |
3,5 |
15,0-16,5 |
0,30-0,40 |
1100-1200 |
4,0 |
17,0-19,0 |
• 0,40-0,56 |
1300-1500 |
|
Мягкие режимы |
||
0,5 |
4-5 |
0,1-0,2 |
50-100 |
1,0 |
6-8 |
0,2-0,4 |
100-200 |
1,5 |
8-12 |
0,24-0,5 |
150-350 |
2,0 |
9-14 |
0,36-0,6 |
250-500 |
3,0 |
14-18 |
0,6-1,0 |
500-800 |
4,0 |
15-20 |
0,8-1,2 |
600-900 |
5,0 |
17-24 |
0,9-1,5 |
800-1000 |
6,0 |
20-26 |
1,2-2,0 |
1000-1400 |