

3.9.1.3 Число слоев.
При ручной сварке в один слой выполняются, обычно, швы сечением 35-50 мм . При большом сечении число слоев можно определять по формуле:
n = FH-Fci/Fc+l (3.2)
где л - число слоев
Fh - общая площадь поперечного сечения наплавленного металла, мм2.
Fci - площадь поперечного сечения первого слоя (первого прохода при проварке корня шва), мм2.
FCl = (6/8)*с1э (3.3)-площадь поперечного сечения последующих проходов, мм .
Fc = (8/12)*<b. (3.4)
При сварке легированных сталей - нижние пределы. Общую площадь поперечного сечения наплавленного металла (Fh) находят как сумму площадей элементарных геометрических фигур.
Так, например, для определения числа проходов при сварке швов стыковых соединений с разделкой кромок необходимо рассчитать общую площадь поперечного сечения наплавленного металла.
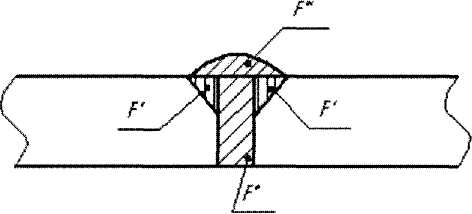
Рис. 3.1. форма поперечного сечения металла шва
2F' + F" + F"' (3.5)
Расчётное значение Fh можно определить по табл. 30-32 [31], но предварительно требуется выяснить подходит ли данный тип шва к табличному. В указанных таблицах Fh рассчитаны по конструктивным элементам сварного соединениям, в соответствии с ГОСТ 5264-69.
В этих же таблицах дана так же расчётная масса наплавленного металла в кг. на 1 пм. шва.
При сварке угловых и тавровых соединений площадь поперечного сечения наплавленного металла может быть определена по формуле:
FH = Ky*K2* 1/2 (3,6)
где К - катет шва, мм.
Ку - коэф. увеличения, учитывающие наличие зазора и выпуклости шва.
Выбор коэффициента увеличения.
Таблица 3.7.
К. |
3-4 |
5-6 |
7-10 |
20-30 |
30 |
Ку. |
1,5 |
1,35 |
1,25 |
1,10 |
1,05 |
Для определения числа слоев можно воспользоваться и другими зависимостями:
Для стыковых швов п| = Fh/Fc (3.7)
Для угловых швов П = Ky*(K2/2Fc) (3.8)
Рекомендуемое число слоев
Таблица 3.8.
Сварка стыковых швов |
Сварка угловых швов. |
||
Толщина металла |
Число слоев не |
Катет шва, мм |
Число слоев. |
мм. |
считая подварки. |
|
|
2 |
1 |
2 |
1 |
4 |
1 |
6 |
1 |
6 |
1-2 |
8 |
1 |
8 |
2-3 |
10 |
1-2 |
10 |
2-3 |
12 |
2 |
12 14 16 18 20 |
3-4 4-5 5-6 5-7 5-7 |
14 16 18 20 22 |
2-3 3-4 5-6 5-6 5-6 |
Высота валика (0,8 - 1,2)dэ.