

Занятие 6. Отработка техники сварки стыковых и угловых швов в вертикальном положении.
Цель занятия: освоение техники наплавки валиков и сварки стыковых швов, поддержания длины дуги и угла наклона в заданных пределах при равномерном поступательном перемещении электрода вдоль шва в вертикальном и наклонном положениях.
6.1. Теоретические сведения.
Техника ручной дуговой сварки стыковых соединений в вертикальном положении.
Вертикальные и наклонные швы сваривают двумя способами: «снизу вверх» и «сверху вниз». При сварке «снизу вверх» дугу возбуждают в нижней точке шва и после образования ванночки расплавленного металла электрод отводят от центра шва вверх ориентировочно на 3...5 мм. Дуга при этом должна быть направлена на основной металл. При отводе электрода вверх ванночка затвердевает (кристаллизуется), образуя подобие полочки, на которую наплавляют металл и которая удерживает последующие капли металла при движении электрода вверх. Электрод рекомендуется наклонять «снизу вверх» под углом 15…50 к горизонту (см. рис. 23, а.).
П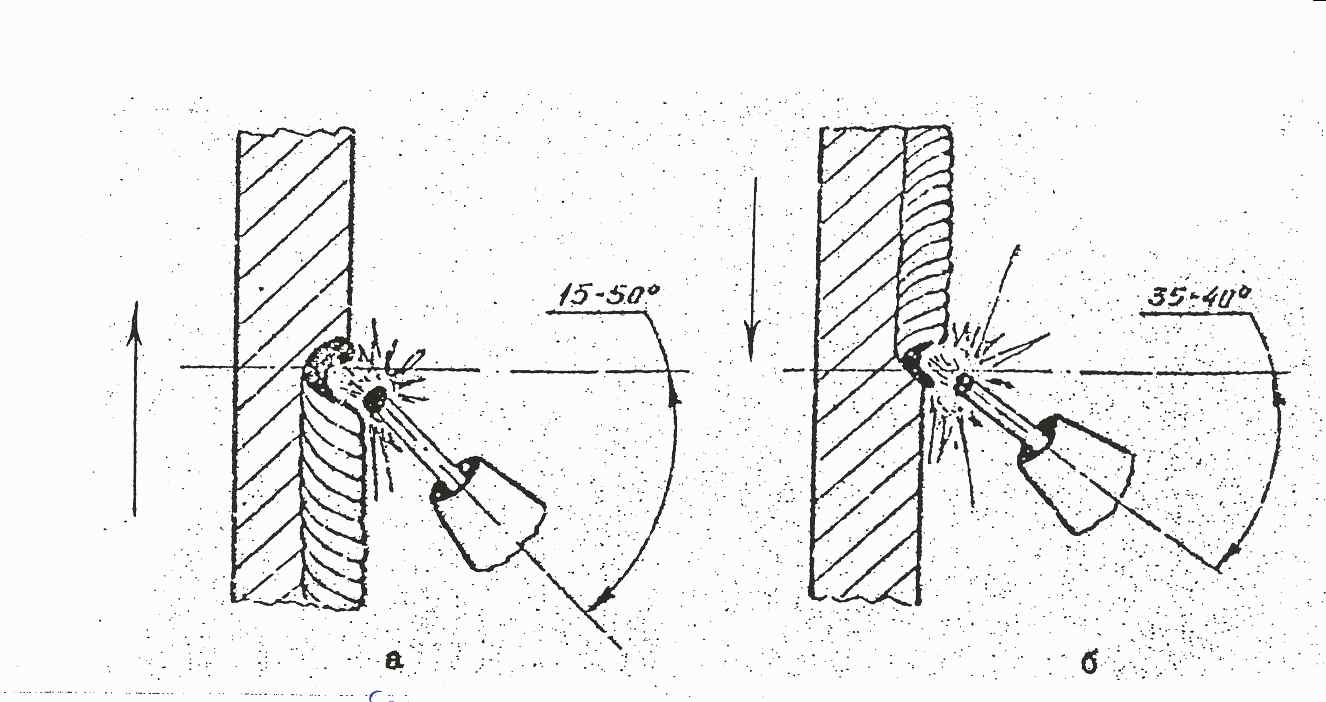 ри
сварке «сверху вниз» дугу возбуждают
в верхней точке шва и придают электроду
наклонное положение (см. рис. 23. б) под
углом 35-400
ри
сварке «сверху вниз» дугу возбуждают
в верхней точке шва и придают электроду
наклонное положение (см. рис. 23. б) под
углом 35-400
Рис. 23 а, б. Положение электрода при сварке вертикальных швов;
а) сварка «снизу-вверх»; б) сварка «сверху-вниз».
Метод сварки «сверху вниз» рекомендуется применять в основном для тонкого металла и первых слоев при V и Х–образной разделке кромок. Техника и приемы выполнения сварки вертикальных швов значительно труднее, чем в нижнем положении, т.к. в первом случае расплавленный металл под действием силы тяжести стремится вытечь из сварочной ванны. Вертикальные швы следует сваривать током, на 10...15% меньшим, чем при сварке швов в нижнем положении и короткой дугой; используемые для вертикальных швов электроды должны иметь «короткие» шлаки, т.е. шлаки должны быть вязкими и тугоплавкими.
6.2. Содержание занятия, порядок его выполнения.
Подготовительные операции.
Параметры режимов сварки указаны в карточке - задании №03 учебной программы.
У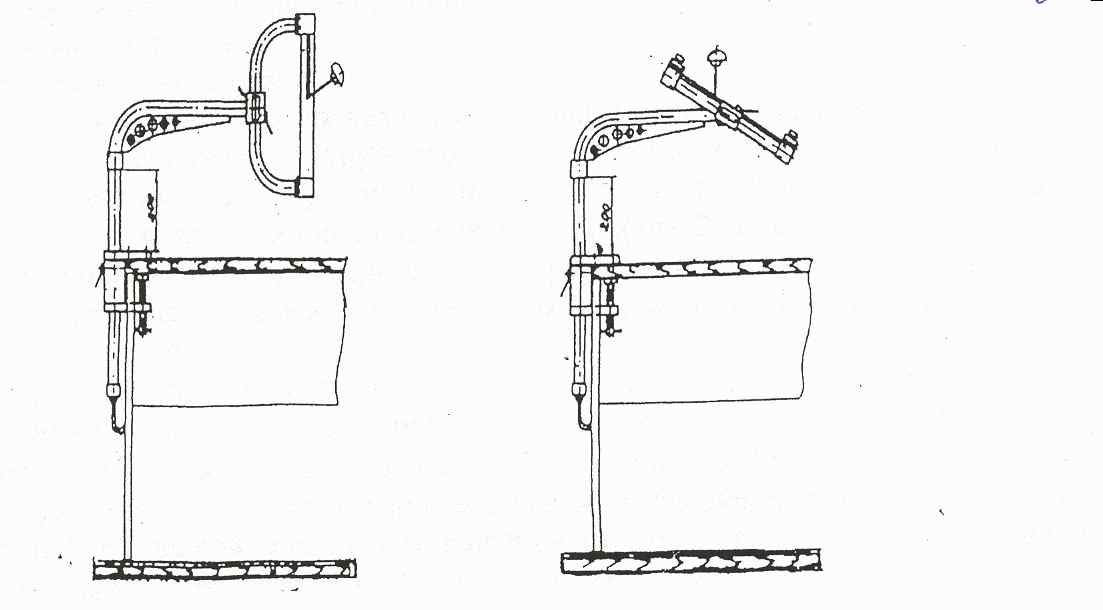 становить
манипулятор-позиционер под сварку
образца в вертикальном или наклонном
положениях согласно рис.24 и закрепить
в деке манипулятора пластину или угловое
соединение, обеспечив их надежный
контакт с токоподводами способом,
указанным в п. 3.7. занятие №3 учебной
программы.
становить
манипулятор-позиционер под сварку
образца в вертикальном или наклонном
положениях согласно рис.24 и закрепить
в деке манипулятора пластину или угловое
соединение, обеспечив их надежный
контакт с токоподводами способом,
указанным в п. 3.7. занятие №3 учебной
программы.
Рис. 24 а, б. Положение манипулятора-позиционера при сварке образцов в вертикальном (а) и наклонном(б) положениях .
На передней панели технологического интерфейса переключателем "Способ сварки" установить поочередно имитируемый способ сварки РДЭ-2 и РДЭ-1.
Подключить компьютер (ПК) и его периферийные устройства к питающей сети 220 В и выполнить операции по подготовке компьютера к работе в составе тренажера.
Подключить блок технологического интерфейса к сети 220 В. На передней панели блока технологического интерфейса выключатель "Сеть" установить в положение "Вкл", при этом включится световой индикатор "Сеть".
Установить на имитаторе инструмента сварщика ручной дуговой сварки электрод в исходное положение согласно п. 3.11, занятие №3 учебной программы.
6.3. Указания по проведению занятия.
Загрузить из программы обучения в окно «начальный диалог» конкретное задание по коду №06 одинарным нажатием кнопки «прочитать диалог из файла». При этом на экране монитора должны появиться параметры режима сварки и длительность сеанса тренажа.
Выполнить освоение техники наплавки валика на пластину в вертикальном положении и углового соединения в последовательности изложенной в карточке задания.
Надеть маску сварщика и возбудить дугу вблизи одного из токоподводов деки манипулятора-позиционера. Установить электрод под углом, указанным в карточке- задании и выполнить сеансы обучения или тренажа на пластине поочередно способом РДЭ-2 и РДЭ-1, выдерживая заданные значения (LД, VСВ, НАК, ).
Возбуждение и поддержание длины дуги производить аналогично описанному в занятии 4. В процессе имитации сварки следует перемещать электрод без рывков, равномерно - поступательно вдоль пластины с заданной скоростью.
При нарушении заданных пределов контролируемых параметров режима сварки появляется звуковая подсказка по каждому параметру (LД, VСВ, НАК), согласно которой обучаемый должен войти в заданные значения этих параметров.
Проанализировать результаты тренажа согласно данным представленным в окне «Оценки». Если количество ошибок за сеанс по контролируемым параметрам превышает значения оценочного показателя І, указанного в теме 2, то сеанс необходимо повторить до достижения требуемых результатов. Документально зарегистрировать результаты тренажа в виде табличной и графической информации на бумажном носителе.
Занятие 7. Отработка техники сварки горизонтальных швов на вертикальной плоскости.
Цель занятия: освоение навыков техники сварки горизонтальных стыковых соединений на вертикальной плоскости.
7.1. Теоретические сведения.
Техника сварки горизонтальных стыковых швов на вертикальной плоскости.
Ряд сварных соединений трубопроводов, изделий и конструкций промышленного назначения свариваются горизонтальными стыковыми швами без разделки кромок (рис.25 а) и с одно и двусторонней разделкой кромок рис.25 б, в.
Горизонтальные швы в соединениях с разделкой кромок (рис.25 б, в) чаще всего выполняют ниточными швами без поперечных колебаний конца электрода, а без разделки однопроходным швом.
Для предотвращения стекания жидкого металла предпочтительно выполнять одностороннюю разделку кромок только в верхнем листе (рис.25 б ). В этом случае сварку выполняют с наклоном электрода выше горизонтали на 15-20.
При сварке горизонтальных стыковых швов без разделки кромок, а также соединений с двусторонней разделкой для предотвращения стекания жидкого металла угол наклона электрода должен быть равным 15-20 ниже горизонтали.
7.2. Содержание занятия, порядок его выполнения.
Подготовительные операции.
Установить манипулятор-позиционер под сварку образцов в горизонтальном положении на вертикальной плоскости согласно рис. 26 и закрепить в деке манипулятора пластину или угловое соединение, обеспечив их надежный контакт с токоподводами, согласно п. 3.7, занятие 3.
На передней панели технологического интерфейса переключателем "Способ сварки" установить поочередно имитируемый способ ручной дуговой сварки РДЭ-2 и РДЭ-1.
Подключить ПК и его периферийные устройства к питающей сети 220 В и выполнить операции по подготовке компьютера к работе в составе тренажера.
Подключить блок технологического интерфейса к сети 220 В. На передней панели блока технологического интерфейса выключатель "Сеть" установить в положение "Вкл", при этом включится световой индикатор "Сеть".
Установить на имитаторе инструмента сварщика ручной дуговой сварки электрод, имитирующий плавление электрода в исходное положение согласно п. 3.11, занятие 3.
Параметры режимов сварки указаны в карточке - задании №04 учебной программы.

Рис. 25 а, б, в.Виды горизонтальных сварных соединений на вертикальной плоскости:
а) без разделки кромок; б) с разделкой верхней кромки; в) с двухсторонней разделкой кромок.
Р ис.
26. Положение манипулятора-позиционера
при сварке горизонтальных швов на
вертикальной плоскости.
ис.
26. Положение манипулятора-позиционера
при сварке горизонтальных швов на
вертикальной плоскости.
7.2. Указания по проведению занятия.
Загрузить из программы обучения в окно «начальный диалог» конкретное задание по коду №04 одинарным нажатием кнопки «прочитать диалог из файла». При этом на экране монитора должны появиться параметры режима сварки и длительность сеанса тренажа.
Выполнить освоение техники наплавки валика на пластину в горизонтальном положении и сварки углового соединения в последовательности, изложенной в карточке задания №04.
Надеть маску сварщика и возбудить дугу вблизи одного из токоподводов деки манипулятора-позиционера. Установить электрод в имитаторе ручного инструмента под углом, указанным в карточке – заданий или в окне «Начальный диалог», и выполнить сеансы обучения или тренажа на пластине поочередно способом РДЭ-2 и РДЭ-1, выдерживая заданные значения (LД, VСВ, НАК,).
Возбуждение и поддержание длины дуги производить аналогично изложенному в занятии 4. В процессе имитации сварки следует перемещать электрод без рывков, равномерно - поступательно вдоль пластины с заданной скоростью.
При нарушении заданных пределов контролируемых параметров режима сварки появляется звуковая подсказка по каждому параметру (LД, VСВ, НАК), согласно которой обучаемый должен войти в заданные значения этих параметров.
Проанализировать результаты тренажа согласно данным представленным в окне «Оценки». Если количество ошибок за сеанс по контролируемым параметрам превышает значения оценочного показателя І, указанного в теме 2, то сеанс необходимо повторить до достижения требуемых результатов. Документально зарегистрировать результаты тренажа в виде табличной и графической информации на бумажном носителе.
Занятие 8. Освоение техники сварки стыковых и угловых соединений в потолочном положении.
8.1. Цель занятия: освоение техники сварки стыковых и угловых соединений в потолочном положении, обеспечивая равномерное поступательное перемещение электрода в заданном положении относительно свариваемого соединения.
Техника сварки в потолочном положении.
Сварка в потолочном положении стыковых и угловых швов требует высокой квалификации сварщиков. Сварку, как правило, выполняют короткой дугой, чтобы обеспечить качественное формирование швов в потолочном положении с минимальным разбрызгиванием. При сварке в потолочном положении ванна должна быть минимальна, чтобы предотвратить стекание металла. Это достигается кратковременным наведением сварочной ванны в точке и быстрым отводом дуги вперед вдоль шва с возвратно-поступательным движением назад на уже закристаллизовавшуюся сварочную ванну.
Угол наклона электрода относительно вертикальной плоскости составляет 15-20. Сварку следует выполнять электродами малого диаметра 3-4 мм, а при сварке в защитных газах применять электродные проволоки диаметром 1,0 – 1,2 мм.
8.2 Содержание занятия и порядок его выполнения.
Подготовительные операции.
Параметры режимов сварки приведены в карточке - задании №05.
У становить
манипулятор-позиционер под сварку
образца в потолочном положении согласно
рис.27 и закрепить в деке манипулятора
пластину или угловое соединение,
обеспечив их надежный контакт с
токоподводами, согласно п. 3.7, занятие
3.
становить
манипулятор-позиционер под сварку
образца в потолочном положении согласно
рис.27 и закрепить в деке манипулятора
пластину или угловое соединение,
обеспечив их надежный контакт с
токоподводами, согласно п. 3.7, занятие
3.
Рис. 27. Положение манипулятора-позиционера при сварке в потолочном положении.
На передней панели технологического интерфейса переключателем "Способ сварки" установить поочередно имитируемый способ ручной дуговой сварки РДЭ-2 и РДЭ-1.
Подключить компьютер (ПК) и его периферийные устройства к питающей сети 220 В и выполнить операции по подготовке компьютера к работе в составе тренажера.
Подключить блок технологического интерфейса к сети 220 В. На передней панели блока технологического интерфейса выключатель "Сеть" установить в положение "Вкл", при этом включится световой индикатор "Сеть".
Установить на имитаторе инструмента сварщика ручной дуговой сварки электрод, имитирующий плавление электрода, в исходное положение согласно п. 3.11, занятие 3.
8.3. Указания по проведению занятия.
Загрузить из программы обучения в окно «начальный диалог» конкретное задание по коду №05 одинарным нажатием кнопки «прочитать диалог из файла». При этом на экране монитора должны появиться параметры режима сварки и длительность сеанса тренажа.
Выполнить освоение техники наплавки валика на пластину в потолочном положении и углового соединения в последовательности, изложенной в карточке задания №05.
Надеть маску сварщика и возбудить дугу вблизи одного из токоподводов деки манипулятора-позиционера. Установить электрод под углом указанным в карточке задания №05 и выполнить сеансы обучения или тренажа согласно указаний карточки - задания на пластине способом РДЭ-2 и РДЭ-1 поочередно, выдерживая заданные значения (LД, VСВ, НАК,).
Возбуждение и поддержание длины дуги производить аналогично изложенному в занятии 4. В процессе имитации сварки следует перемещать электрод без рывков, равномерно - поступательно вдоль пластины с заданной скоростью.
При нарушении заданных пределов контролируемых параметров режима сварки появляется звуковая подсказка по каждому параметру (LД, VСВ, НАК), согласно которой обучаемый должен войти в заданные значения этих параметров.
Проанализировать результаты тренажа согласно данным представленным в окне «Оценки». Если количество ошибок за сеанс по контролируемым параметрам превышает значения оценочного показателя І, указанного в теме 2, то сеанс необходимо повторить до достижения требуемых результатов. Документально зарегистрировать результаты тренажа в виде табличной и графической информации на бумажном носителе.