

Тема 3. Состав и конструктивные особенности малоамперного тренажера сварщика мдтс.
Занятие 1. Назначение. Техническая характеристика. Конструктивные особенности тренажера.
1.1. Малоамперный тренажер сварщика (далее тренажер) предназначен для обучения, тренировки и допускного контроля электросварщиков и используется для освоения следующих навыков по технике сварки:
а) возбуждения дуги и поддержания определенной длины дугового промежутка;
б) поддержания пространственного положения ручного инструмента по отношению к поверхности сварки;
в) поддержания погонной энергии сварочного процесса;
г) отработки техники равномерного перемещения ручного инструмента с электродом относительно свариваемых поверхностей с заданной скоростью;
д) регистрации «почерка» сварщика на плоском или угловом образцах.
1.2. Тренажер позволяет:
а) моделировать процесс сварки с помощью малоамперной дуги;
б) освоить приемы сварки стыковых и угловых соединений в различных пространственных положениях;
в) регистрировать информацию о правильности имитируемого сварочного процесса по длине дугового промежутка, углу наклона электрода, погонной энергии и скорости сварки;
г) изменять сложность учебных задач по длине дугового промежутка, углу наклона электрода, погонной энергии и скорости сварки;
д) обеспечивать оперативную обратную связь к обучаемому о результатах его действий в процессе обучения.
1.3. Тренажер предназначен для совместной работы с компьютерами типа 486 и выше со встроенным системным интерфейсом (платами аналогового входа) типа PCI.
1.4. Тренажер при совместной работе с компьютером обеспечивает возможность:
- вводить исходные данные имитируемого сварочного процесса в диалоговом режиме;
- отображать на экране монитора компьютера текущие параметры имитируемого сварочного процесса;
- проводить статистическую обработку результатов тренажа и анализ по каждому контролируемому параметру режима сварки;
- получать оценку качества выполнения имитируемого сварочного процесса за счет введения элементов экспертной системы;
- документально регистрировать результаты тренажа в виде табличной и графической информации на оптическом, магнитном и бумажных носителях, что позволяет осуществлять контроль за динамикой формирования навыков у обучаемых.
1.5. Техническая характеристика тренажера.
Питание тренажера производится от сети переменного тока напряжением 22010% В, частотой, Гц (501).
Потребляемая мощность не более, ВА 750,0.
Время готовности к работе после включения тренажера не более 1 мин.
Длина дугового промежутка в нормальном режиме обучения 1…6 мм.
Напряжение дуги, в 25…40,0
Сварочный ток, А до 7,5
Диаметр электрода, мм 3…4
Угол наклона электрода относительно горизонтальной свариваемой поверхности, α град 045
Угол наклона электрода относительно вертикальной плоскости, β град 045
Погонная энергия, Дж/мм до 300
Скорость сварки, мм/с 2…12,0
Скорость имитации плавления электрода, мм/с 3,5…7,5
Время нахождения в режиме "Сварка", с 180, 240, 360
Род сварочного тока - постоянный, полярность прямая.
1.6 Конструктивные особенности МДТС.
Состав тренажера.
МДТС состоит из следующих блоков и узлов:
а) технологического интерфейса;
б) манипулятора для крепления и позиционирования сварного образца;
в) инструмента для ручной дуговой сварки с имитацией плавления электрода (РДЭ);
г) инструмента для ручной дуговой сварки промышленного образца;
д) ручного инструмента для механизированной сварки в защитных газах (МИГ-МАГ) плавящимся электродом;
е) ручного инструмента для аргонодуговой сварки неплавящимся электродом (ТИГ);
ж) маски сварщика;
з) персонального компьютера (ПК);
и) кабелей управления;
к) головных телефонов;
л) плоского и углового образцов сварных соединений.
Технологический интерфейс является аппаратным устройством для приема и обработки сигналов, поступающих с датчиков напряжения, тока, углов наклона, скорости сварки.
В состав блока технологического интерфейса входят:
- модуль силовой сварочный;
- датчик напряжения;
- модуль согласующий;
- модуль электропривода;
- модуль питания специализированный;
- аппаратура и органы управления;
- сетевые фильтры.
Функциональное назначение вышеуказанных модулей изложено в паспорте ОБЦ.610.00.00.000ПС, прилагаемом в комплект поставки.
Описание органов управления МДТС.
Передняя панель технологического интерфейса представлена на рис.8.
Р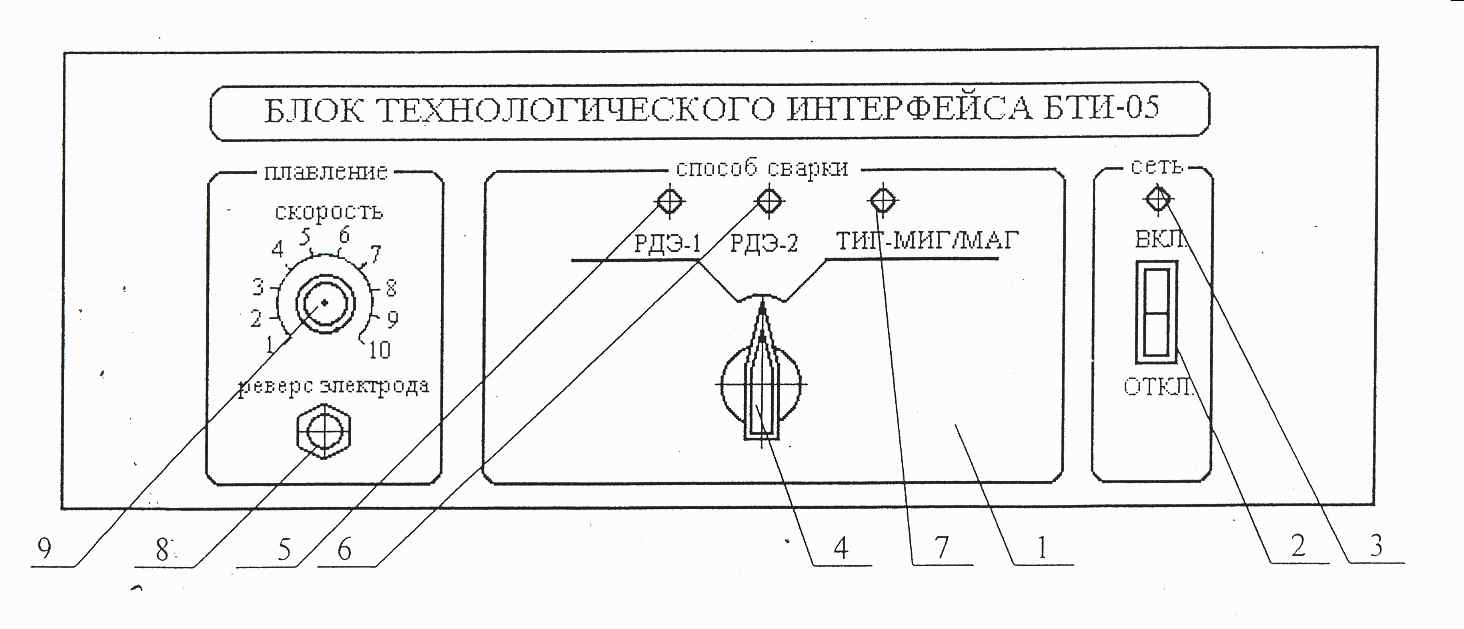 ис.
8. Общий вид передней панели блока
технологического интерфейса.
ис.
8. Общий вид передней панели блока
технологического интерфейса.
1-панель, 2-выключатель СЕТЬ, 3-световой индикатор СЕТЬ, 4-переключатель способов сварки, 5, 6, 7-световые индикаторы РДЭ-1, РДЭ-2, ТИГ и МИГ-МАГ соответственно, 8- кнопка реверса электрода, 9-регулятор скорости.
Передняя панель технологического интерфейса имеет органы управления приведенные в таблице 2.
Таблица 2.
Наименование органов управления |
Позиция на рис. 1. |
Назначение органов управления и контроля |
Потенциометр регулировки скорости |
9 |
Предназначен для регулировки скорости имитации плавления электрода |
Кнопка реверса |
8 |
Предназначен для возврата электрода в исходное положение при ручной дуговой сварке покрытыми электродами |
Переключатель способа сварки |
4 |
Предназначен для выбора способа сварки при тренаже (РДЭ-1, РДЭ-2, МИГ-МАГ, ТИГ) |
Выключатель |
2 |
Предназначен для включения "Вкл" и выключения "Выкл" напряжения 220 В |
Светодиодный индикатор "Сеть" |
3 |
Предназначен для информации о подаче напряжения 220В на блок технологического интерфейса |
На задней панели блока технологического интерфейса рис.9 размещены следующие элементы подключения узлов и блоков тренажера
Р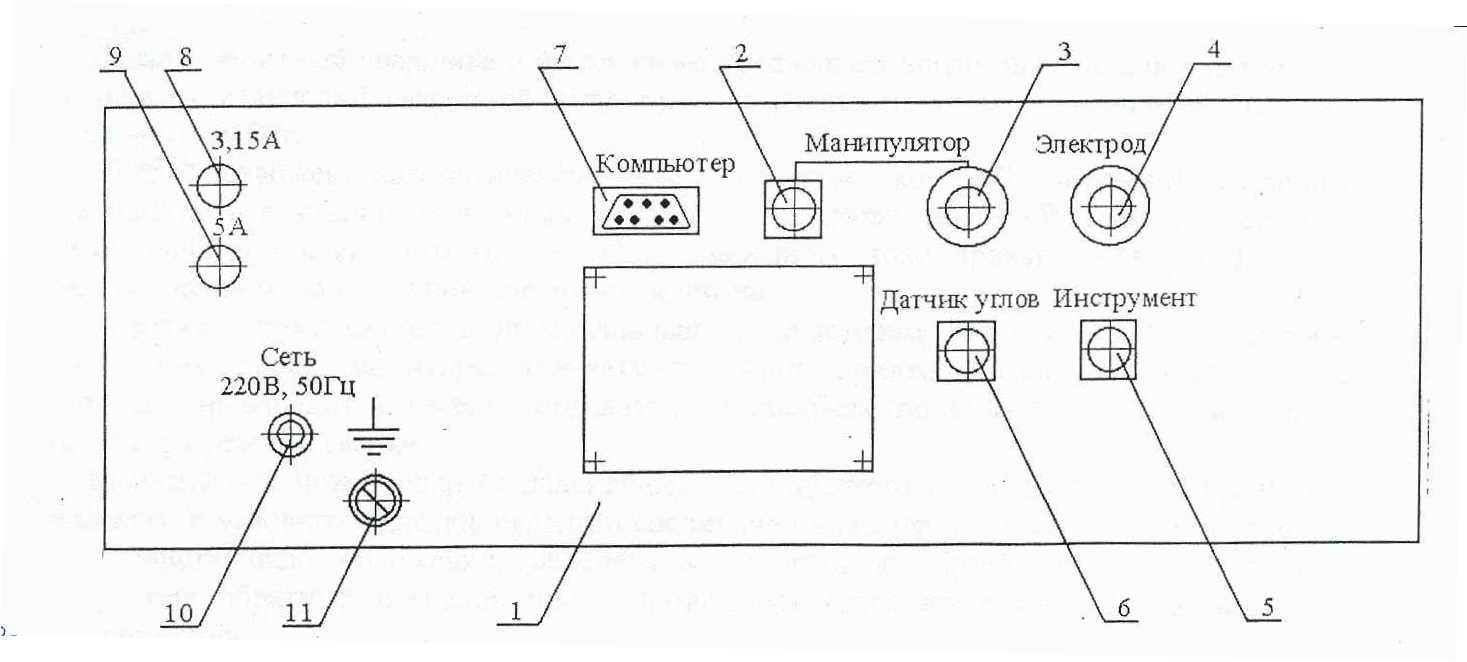 ис.
9. Общий вид задней панели блока
технологического интерфейса БТИ-05.
ис.
9. Общий вид задней панели блока
технологического интерфейса БТИ-05.
1-панель, 2 – розетка «Манипулятор» (типа 2РМ18Б7Г1В1), 3 и 4 – гнезда силовые «Манипулятор» и «Электрод» соответственно (типа ВЕВ 10-25), 5 – розетка «Инструмент» (типа 2РМ14Б4Г1В1), 6 – вилка «Датчик углов» (типа РС10В), 7 – розетка «Компьютер» (типа РП 15-9Г), 8 и 9 – держатели вставок плавких, 10 – шнур сетевой, армированный неразборной вилкой с заземляющим контактом, 11- болт заземления.
Перечень органов управления контроля представлены в таблице 3.
Таблица 3
Наименование органов управления и контроля. |
Позиция на рис.9 |
Назначение органов управления и контроля. |
Гнездо сетевого шнура (кабеля).
|
1 |
Предназначено для подключения сетевого шнура к сети напряжением 220В. |
Гнезда размещения предохранителей |
2 |
Предназначены для установки предохранителей на 3,15 и 5А. |
Клемма заземления |
11 |
Предназначена для заземления корпуса технологического интерфейса. |
Гнездо разъема для подключения ПК. |
3 |
Предназначено для подключения ПК к технологическому интерфейсу. |
Гнездо разъема подключения к манипулятору |
4 |
Предназначено для подключения к манипулятора к технологическому интерфейсу. |
Гнездо разъема подключения инструментов сварщика для сварки в защитных газах. |
5 |
Предназначено для подвода сварочного тока к инструменту сварщика для сварки способом МИГ-МАГ, ТИГ |
Гнездо разъема для подключения инструмента ручной дуговой сварки покрытыми электродами. |
6 |
Предназначено для подвода сварочного тока к инструменту сварщика ручной дуговой сваркой способом РДЭ. |
Гнездо разъема подключения датчиков углов. |
7 |
Предназначено для подключения датчиков углов к технологическому интерфейсу. |
Маска сварщика с наголовным креплением предназначена для защиты глаз и лица от излучений сварочной дуги, брызг расплавленного металла при выполнении сварочных работ.
Маска снабжена автоматическим светофильтром, который позволяет сварщику выполнять все стадии сварочных работ, не поднимая маску. Регулировка степени затемнения в зависимости от величины сварочного тока производится регулятором, расположенным на наружной поверхности маски.
Тренажер комплектуется персональный компьютером типа IBM PC в составе системного блока, монитора, клавиатуры, мыши, принтера, головных телефонов, с которых производится речевая подсказка об ошибках по каждому контролируемому параметру режима сварки.
Манипулятор-позиционер (в дальнейшем манипулятор) предназначен для крепления плоского и углового образцов сварного соединения и его позиционирования в различные пространственные положения, обеспечивает подвод к образцу сварочного тока и съем обратных сигналов пропорциональных сварочному току на токоподводах манипулятора.
Манипулятор (рис10) представляет собой изогнутый трубчатый кронштейн 1, установленный с возможностью перемещения по двум координатам в корпусе 4, несущий на себе поворотную деку 2 и блок датчиков 3.
Дека 2 представляет собой С-образную трубчатую конструкцию, на концах которой установлены медные токоподводы 6, снабженные прижимами 7 для закрепления сварного образца, а в центральной части имеет шарнирный узел крепления к кронштейну 1, который позволяет деке занимать различные пространственные положения (см. рис. 10). Фиксирование необходимого положения деки обеспечивают два винтовых клиновых прижима 8 и 9. Внутри деки расположены кабели соединяющие токоподводы 6 с блоком датчиков 3, к которому от источника питания подводится сварочный ток.
К орпус
4 манипулятора представляет собой
струбцину закрепляемую на столешнице
учебного стола и содержит винтовой
клиновой прижим для фиксации положения
кронштейна 1.
орпус
4 манипулятора представляет собой
струбцину закрепляемую на столешнице
учебного стола и содержит винтовой
клиновой прижим для фиксации положения
кронштейна 1.
Рис. 10. Манипулятор – позиционер
Тренажер снабжен четырмя видами ручных инструментов сварщика:
инструментом для ручной дуговой сварки покрытыми электродами с имитацией плавления электрода;
инструментом для ручной дуговой сварки промышленного образца;
- инструментом для аргонодуговой сварки неплавящимся вольфрамовым электродом;
- инструментом для механизированной сварки плавящимся электродом в защитных газах.
Инструмент для ручной дуговой сварки (рис. 11) имитирует плавление металлического электрода с покрытием путем его перемещения "от дуги" с заданной скоростью.
Инструмент электромеханический конструктивно выполнен следующим образом:
На рукоятке 4, в нижней ее части, установлен датчик положения 1 в корпусе 2, а внутри ее смонтирован электромеханический привод 3 который своей выходной конической шестерней 5 входит в зацепление с шестернями 6 "подающего" механизма 7, закрепленного на приводе 3.
Механизм подачи электрода 7 выполнен в виде корпуса, внутри которого размещены шестерни 6 и 8, обрезиненные ступицы которых играют роль подающих роликов, параллельно этим шестерням располагаются направляющие ролики 9, наружные поверхности которых совместно со ступицами шестерен образуют единую контактную поверхность по которой перемещается имитатор электрода 11 прижимаемый к этой поверхности верхними прижимными роликами 10.
В качестве имитатора электрода применяется покрытый металлический электрод для ручной дуговой сварки (ГОСТ 9466-75; ГОСТ 9467-75) с установленными на его концах цанговыми зажимами 12 и 13. диаметром 4,0 мм. При этом цанговый зажим 12 предназначен для крепления вольфрамового электрода 3,0 и 4,0 мм по ГОСТ 23949-80 длиной 75,0 мм, а цанговый зажим 13 предназначен для крепления сварочного провода.
Н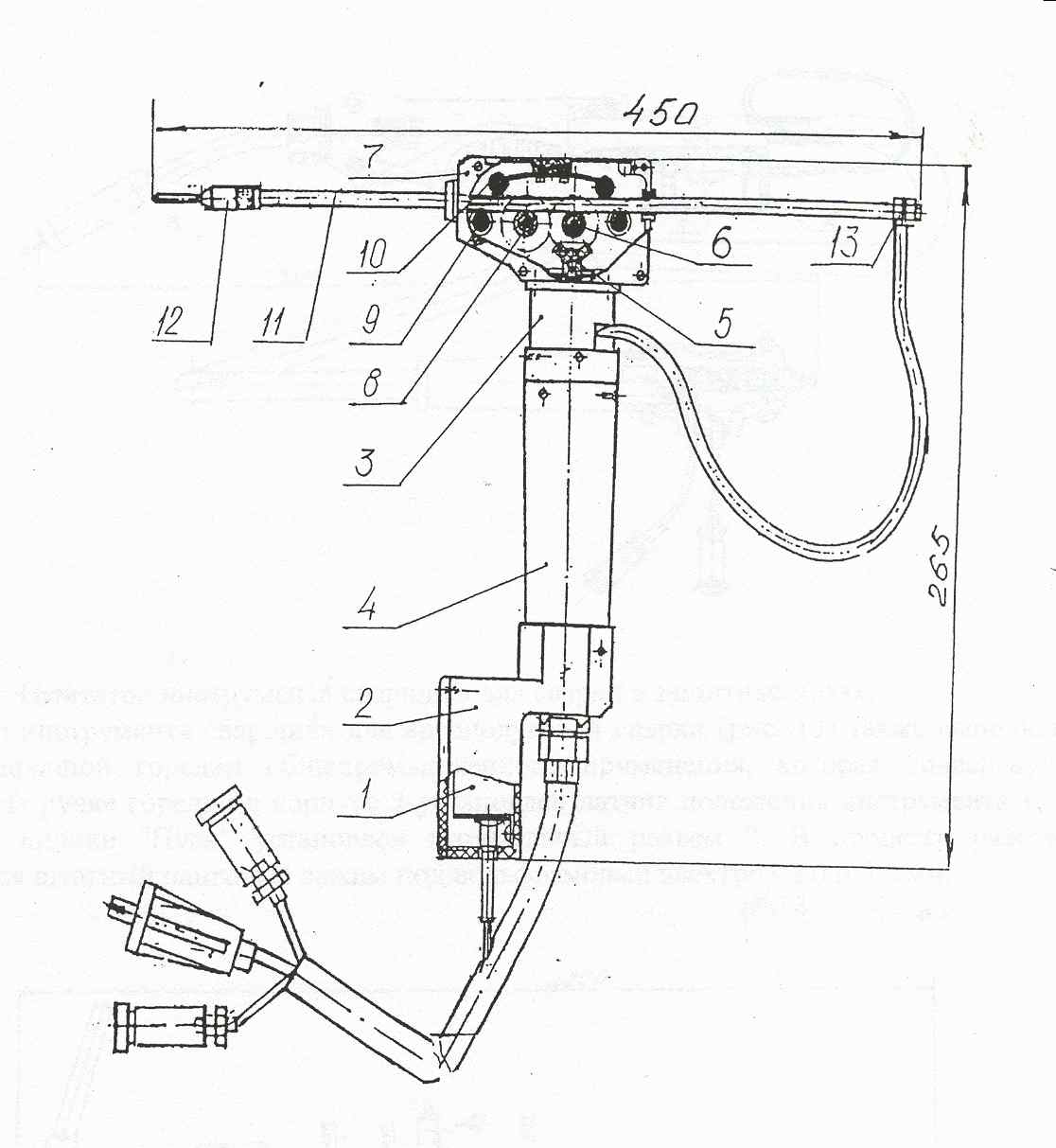 а
рис.11. представлен общий вид инструмента
сварщика для ручной дуговой сварки с
имитацией плавления электрода.
а
рис.11. представлен общий вид инструмента
сварщика для ручной дуговой сварки с
имитацией плавления электрода.
Рис. 11. Инструмент сварщика для ручной дуговой сварки с имитацией плавления электрода.
Инструмент обеспечивает два режима имитации плавления электрода при ручной дуговой сварке:
- без имитации плавления электрода РДЭ-2;
с заданной имитацией плавления электрода РДЭ-1.
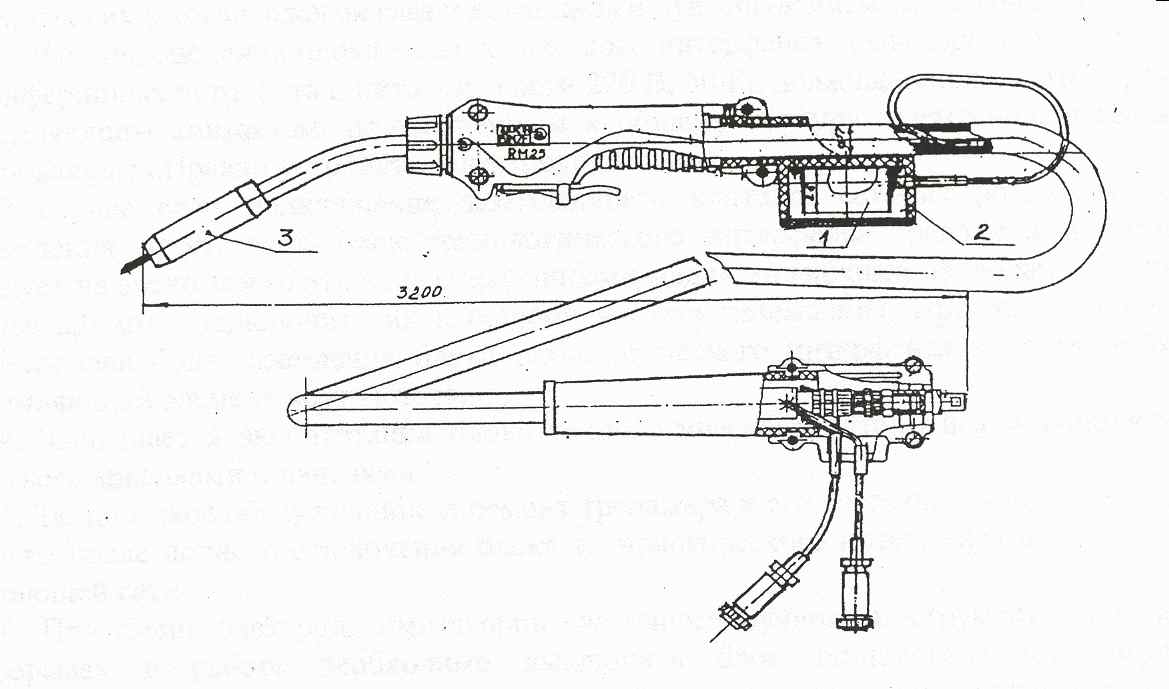
Инструмент сварщика для сварки в защитных газах (рис. 12) выполнен на базе сварочной горелки общепромышленного применения, которая подвергнута доработке.
На ручке горелки в корпусе 2 установлен датчик положения инструмента в пространстве 1, регистрирующий отклонения электрода от заданного угла наклона, а взамен штатной свечи установлена цанга 3 для крепления вольфрамового электрода
 3,0
и 4,0 мм по ГОСТ 23949-80 марки ЭВЛ или ЭВТ,
который выполняет роль электрода без
имитации плавления. На проводах управления
кнопкой "Пуск" установлен штепсельный
разъем для подключения к технологическому
интерфейсу.
3,0
и 4,0 мм по ГОСТ 23949-80 марки ЭВЛ или ЭВТ,
который выполняет роль электрода без
имитации плавления. На проводах управления
кнопкой "Пуск" установлен штепсельный
разъем для подключения к технологическому
интерфейсу.
Рис. 12. Инструмент сварщика для сварки в защитных газах.
Инструмент сварщика для аргонодуговой сварки (рис. 13) также выполнен на базе сварочной горелки общепромышленного применения, которая подвергнута доработке. На ручке горелки в корпусе 2 установлен датчик положения инструмента 1, а на проводах управления кнопкой "Пуск" установлен штепсельный разъем 3. Горелка снабжена цанговыми зажимами под вольфрамовый электрод 3,0 и 4,0 мм.
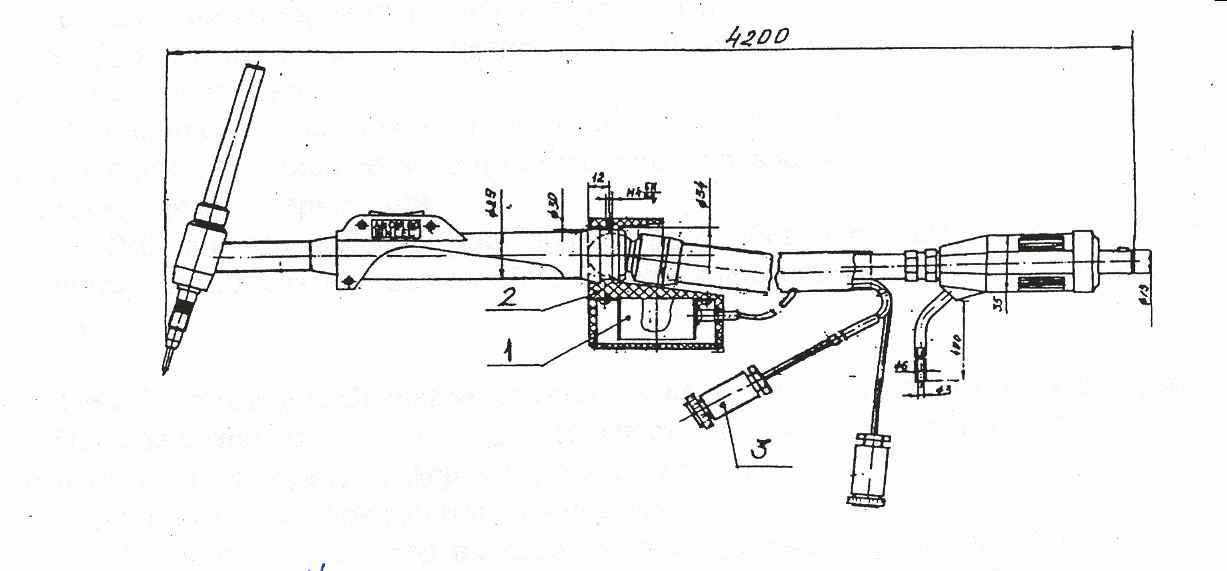 Рис.13 Инструмент
сварщика для аргонодуговой сварки.
Рис.13 Инструмент
сварщика для аргонодуговой сварки.