

ГОУ СПО Нефтекамский машиностроительный техникум
Методическое пособие
по обучению электросварщиков
на малоамперном тренажере
Мдтс-05
2008
Введение
Производительность и качество сварки зависят от применяемого сварочного оборудования, материалов, режимов сварки, квалификации сварщика и уровня его теоретических знаний и практической подготовки. Возросший уровень требований к качеству сварных конструкций и изделий ставит задачу существенного повышения общеобразовательного и технического уровня подготовки сварщиков.
Значительным шагом в интенсификации учебного процесса, повышении качества и сокращении сроков подготовки электросварщиков является широкое применение аппаратных средств и тренажерных устройств на стадии производственного обучения и контроля подготовки. При такой методике подготовки представляется возможным разделить процесс обучения на отдельные стадии и воспроизвести ситуации близкими к реальным, отработка которых в реальных условиях сопряжена с определенными издержками. Использование тренажеров позволяет существенно повысить качество подготовки электросварщиков, уменьшить стоимость обучения за счет сокращения времени подготовки и уменьшения материально-технических затрат.
Данная программа обучения разработана применительно к использованию в учебных целях малоамперного тренажера сварщика типа МДТС-05.
Программа предназначена для мастеров производственного обучения, учащихся профессионально-технических училищ, учебных комбинатов и курсов, готовящих квалифицированных рабочих электросварщиков, студентов сварочных специальностей ВУЗов и техникумов. Материал программы включает характеристику тренажера, описание его конструкции, требования безопасной его эксплуатации и учебную программу обучения.
Учебная программа обучения на тренажере разработана в соответствии с учебным планом и программами подготовки квалифицированных рабочих в средних профессионально-технических училищах по профессии "электросварщик ручной сварки".
Программа включает 12 занятий практического обучения в объеме 40 ч, в течение которых обучаемый должен освоить и закрепить конкретные приемы техники:
ручной дуговой сварки;
ручной аргонодуговой сварки;
механизированной сварки в среде защитных газов.
В каждом занятии изложена цель, последовательность действий обучаемого по ее достижению, критерии оценки работы обучаемого.
Программа обучения на тренажере МДТС-05 предусматривает последовательное усложнение задания и сужение пороговых значений контролируемых параметров в процессе приобретения учащимися определенных психомоторных навыков ведения сварочного процесса.
Указанный объем обучения на тренажерах является составной частью курса производственного обучения, при этом практическое обучение на реальном процессе частично заменяется обучением на тренажерах.
В процессе использования тренажеров в учебных целях и анализа эффективности их применения настоящая программа обучения может быть дополнена и уточнена разработчиком по согласованию с учебными заведениями.
Тема 1. Теоретические сведения по основам ручной дуговой сварки.
1.1. Сварочная дуга.
Сварочной дугой называется длительный разряд электрического тока в газовой среде между находящимися под напряжением твердыми или жидкими проводниками (электродами), дуга является концентрированным источником теплоты, используемым для плавления металла при сварке.
Для получения качественного сварного соединения сварочная дуга должна иметь определенные технологические свойства.
Основными факторами, влияющими на эти свойства, являются величина и род тока (постоянный или переменный), напряжение дуги, характер переноса металла в дуге.
Напряжение дуги находится в прямой зависимости от ее длины, с увеличением длины дуги, увеличивается напряжение и, наоборот, с уменьшением длины дуги уменьшается напряжение. В связи с тем, что изменение напряжения влияет на тепловую мощность дуги, а следовательно, на размеры сварочной ванны и глубину проплавления, для получения качественного сварного соединения в процессе сварки важно поддерживать определенную длину дуги, отклонение которой от заданной длины ведет к ухудшению качества сварки.
1.2. Зажигание сварочной дуги.
Зажигание (возбуждение) дуги производится двумя способами (Рис. 1 а, б). При первом способе электрод перпендикулярно подводят к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят вверх на расстояние 2...5 мм.
Второй способ осуществляется резким кратковременным контактным скольжением электрода по свариваемым поверхностям образца и отводом вверх на 2…5 мм.
Если дуга не зажглась или произошел ее обрыв, повторное зажигание дуги следует осуществлять впереди кратера или эрозионного следа на чистом металле.
 а)
б)
а)
б)
Рис. 1 а, б. Схема зажигания сварочной дуги.
а) прикосновение электродом в точке;
б) контактное скольжение электрода по пластине.
После запуска тренажера в работу учащийся должен практически освоить технику возбуждения и поддержания определенной длины дугового промежутка.
1.3. Техника выполнения ниточного шва.
Для выполнения ниточного шва при сварке плавящимся электродом учащийся должен сообщить электроду движения в двух направлениях.
Первое движение - поступательное по направлению к свариваемому образцу со скоростью, равной скорости плавления электрода.
Второе движение - перемещение электрода вдоль свариваемого образца для образования сварного шва, называемое скоростью сварки. Скорость сварки устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, толщины свариваемого металла и других факторов.
Правильно выбранная скорость перемещения электрода вдоль стыка или оси шва имеет большое значение для качества сварки. При большой скорости перемещения электрода дуга не успевает проплавить на достаточную глубину основной металл, что может вызвать непровар в шве. При малой скорости перемещения электрода может произойти перегрев и даже прожог металла из-за чрезмерного выделения тепла сварочной дугой на ограниченной длине шва; кроме того, малая скорость понижает производительность сварки, не улучшая ее качества.
При правильно выбранной скорости перемещения электрода вдоль шва и отсутствии поперечных движений электрода ширина валика должна быть на 2...3 мм больше или равна диаметру электрода. Такие швы или валики называют узкими или ниточными; ими выполняют сварку тонкого металла, при наложении первого корневого прохода в многослойном шве, иногда при наплавочных работах.
При сварке стыковых швов или наплавке на пластину в нижнем положении электрод должен иметь угол наклона к горизонтали относительно направления сварки. Перемещение электрода при сварке может осуществляться способами «углом вперед» или «углом назад» (рис. 2 а, б) соответственно.
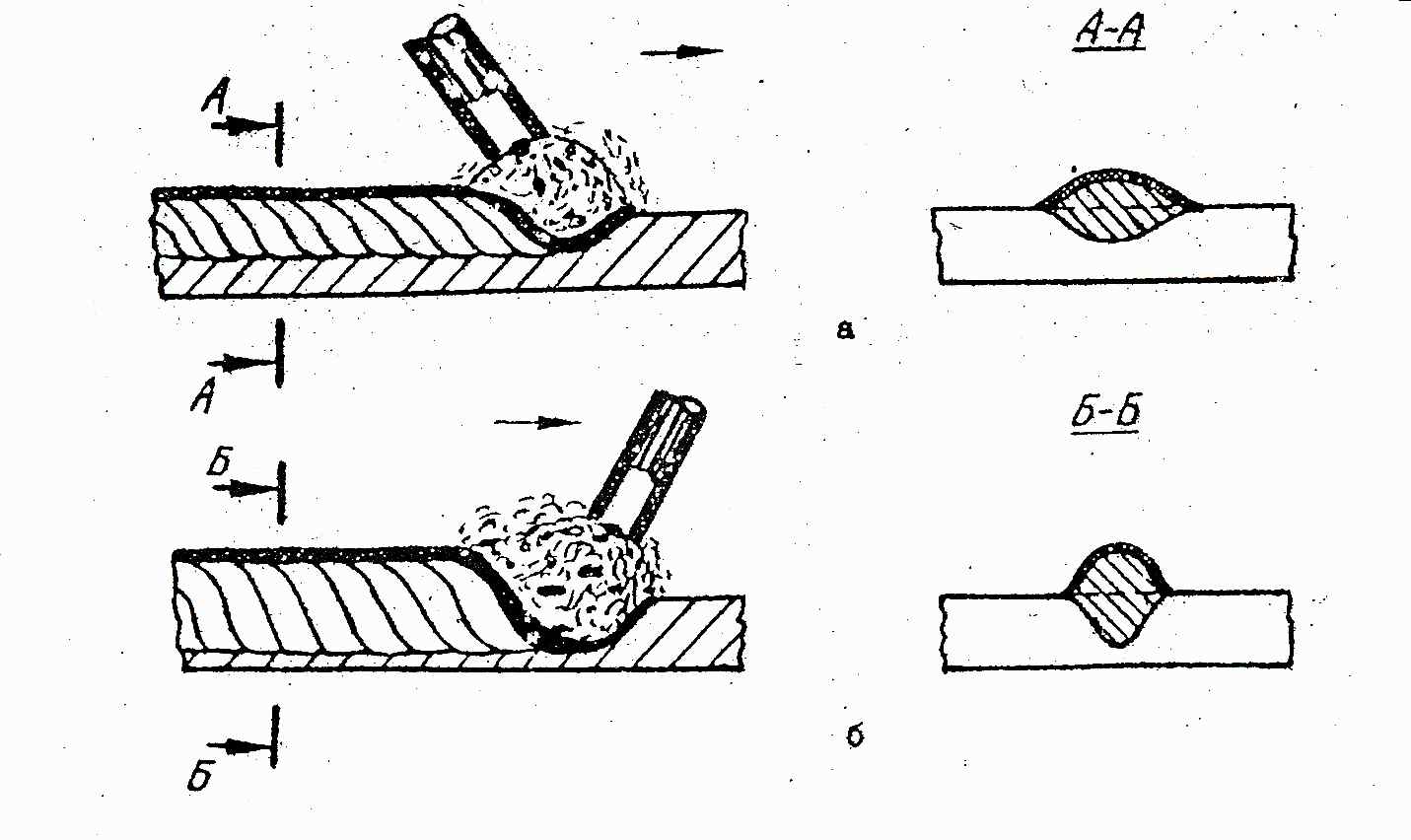
Рис.2 а, б. Положение электрода относительно свариваемого образца.
а) сварка «углом вперед»;
б) сварка «углом назад».
Наклон электрода влияет на ширину шва и глубину проплавления металла при сварке. При сварке «углом вперед» ширина шва увеличивается, а глубина провара уменьшается и наоборот, при сварке «углом назад» дуга сильнее вытесняет металл из ванны, и глубина провара возрастает, а ширина шва уменьшается, как показано на рис.2 а, б. Значения углов наклона электрода указаны в практических занятиях.
1.4. Техника манипулирования электродом при сварке.
Для получения шва большей ширины, чем ниточный шов, так называемого уширенного валика, сварщику помимо поступательного движения вдоль шва необходимо перемещать электрод поперек шва с определенной амплитудой.
Уширенные валики распространены при сварке всех видов швов. Для получения уширенного валика электроду сообщают поперечные колебательные движения с постоянными частотой и амплитудой, совмещенные с поступательными движениями вдоль шва и оси электрода.
Поперечные движения концом электрода при наплавке уширенного валика разнообразны и определяются формой, размерами и положением шва, а также навыком сварщика.
Применяя поперечные колебания электродом, можно достичь различной степени прогрева кромок изделий, замедлить остывание сварочной ванны и получить необходимые провар и ширину шва.
Основные виды колебательных движений концом электрода показаны на рис. 3 а…е.
Движения соответствующие минимальному прогреву свариваемых кромок, показаны на рис. 3 а-в; способствующие усиленному прогреву обеих свариваемых кромок на рис. 3 г; способствующие прогреву корня шва рис. 3 д, е.
Р ис.
3 а…е. Основные виды колебательных
движений концом электрода поперек шва
при ручной дуговой сварке.
ис.
3 а…е. Основные виды колебательных
движений концом электрода поперек шва
при ручной дуговой сварке.
Середину пути между крайними точками амплитуды следует проходить с большей скоростью, а по краям для лучшего провара скорость уменьшать.
Для получения одинаковой ширины валика необходимо, чтобы амплитуда поперечных колебаний электродом была по возможности постоянной, что достигается практикой и вниманием сварщика. При уширенном валике в расплавленном состоянии одновременно находится большее количество металла, чем при ниточном валике, что может оказывать существенное влияние на газонасыщенность металла шва, а также на структуру шва и околошовной зоны. Практика показала, что наилучшие результаты достижимы при ширине валика не более 2-3 диаметров электрода.
1.5. Особенности выполнения техники сварки угловых швов.
Сварка угловых швов выполняется при соединениях внахлестку и втавр. Сварка угловых швов в нижнем положении производится таким образом, чтобы поверхность одного свариваемого элемента являлась горизонтальной, а другого - вертикальной. Обычно за один проход сваривают угловые швы с катетом до 8 мм, при этом угол наклона электрода должен выполняться согласно указанию практических занятий. При катете угловых швов свыше 8 мм сварка выполняется в два и более слоев.
При выполнении однопроходного валика для предупреждения непровара одной из сторон и вершины угла (корня углового шва) электрод отклоняют равномерно от биссектрисы угла между свариваемыми поверхностями (рис. 4 а, б). При этом конец электрода подводится в вершину угла (точка В), где для лучшего проплавления некоторое время задерживается, затем поднимается на высоту катета шва по вертикальной поверхности (а при многослойной сварке на высоту катета первого слоя) и по ней передвигается назад на некоторую величину "а", равную диаметру электрода. После этого дуга несколько быстрее, чем при подъеме, опускается на горизонтальную поверхность, перемещается по ней также на величину катета, затем вперед на величину примерно 2,0…2,5 "а" и направляется в вершину угла. Здесь дуга задерживается для лучшего проплавления вершины угла, поднимается вверх, и далее процесс повторяется.
Р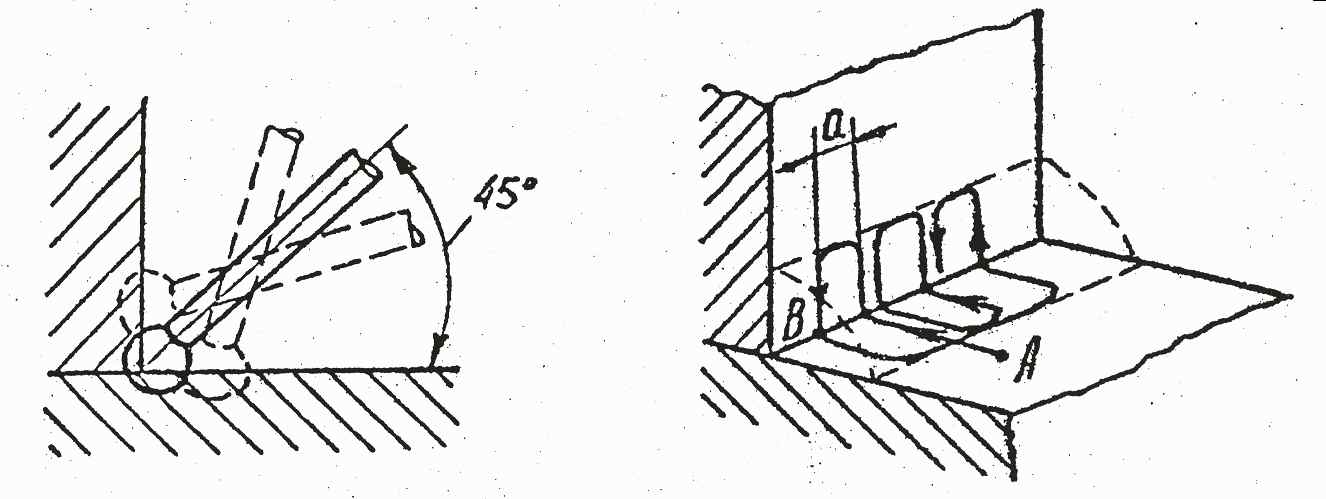 ис.
4 а, б. Положение и манипуляции электродом
при сварке угловых швов.
ис.
4 а, б. Положение и манипуляции электродом
при сварке угловых швов.
а) положение наклона электрода при сварке углового шва;
б) манипуляции концом электрода при сварке угловых швов.
1.6. Пространственное расположение сварщика.
Качество подготовки электросварщиков и усваиваемые психомоторные навыки во многом зависят от правильно выбранного положения обучаемого в пространстве. Физиологически удобное положение рук для выполнения рабочих движений характеризуется выносом вперёд и отведением от туловища плеча на углы не более 35°.
При работе сварщик приближает глаза к зоне сварки на расстояние, обеспечивающее её четкую видимость, и занимает наименее напряженную рабочую позу, позволяющую выполнять рабочие движения с требуемой точностью и продолжительностью.
Трехмерное пространство, в пределах которого сварщик выполняет ручную дуговую сварку с наименьшей статической нагрузкой и напряжением зрения, можно назвать оптимальной рабочей зоной. Она имеет определенные размеры и пространственное расположение, зависящее от роста и положения тела сварщика сидя или стоя, как показано на рис. 5 а, б.
1.7. Требования к подготовке сварочных материалов и металлических образцов для обучения.
Имитируемая сварочная дуга возбуждается и поддерживает горение в атмосфере воздуха без дополнительной защиты. В результате воздействия атмосферы воздуха вольфрамовый электрод в процессе поддержания и горения дуги испаряется, окисляется и теряет первоначальную форму заточки.

Рис. 5 а, б. Размеры и пространственное расположение сварщика при оптимальной рабочей зоне.
а) положение сидя;
б) положение стоя.
Для улучшения возбуждения дуги и повышения стабильности ее горения конец вольфрамового электрода необходимо периодически затачивать на конус с углом 60 при длине заточки 6…8 мм. Заточке подлежит конец электрода после 5 - 6 кратной наплавки на длине образца при образовании округлой формы на рабочем конце электрода.
Металлический электрод с покрытием марки УОНИ 13/45 и др. диаметром 4,0 мм, служащий имитатором электрода для ручного инструмента сварщика (РДЭ) с имитацией плавления должен иметь качественную поверхность без сколов и отслоений по всей рабочей длине.
При обнаружении на поверхности покрытого электрода видимых дефектов его следует заменить новым электродом, для чего снять с его концов цанговые зажимы крепления вольфрамового электрода и токоподвода, ослабив предварительно зажимные гайки, затем нажатием кнопки "Реверс" извлечь электрод из механизма подачи.
Установить новый покрытый электрод в механизм подачи в следующей последовательности:
- зачистить концы электрода с двух сторон на длине 20 мм до металлического блеска с целью надежного обеспечения токоподвода к вольфрамовому электроду;
- вставить конец электрода с переднего торца механизма подачи и, нажав кнопку "Реверс" в направлении на себя доустановить электрод в рабочее положение;
- установить на передний конец электрода
цанговый зажим с вольфрамовым электродом,
а на задний конец цанговый зажим с
токоподводом.
установить на передний конец электрода
цанговый зажим с вольфрамовым электродом,
а на задний конец цанговый зажим с
токоподводом.
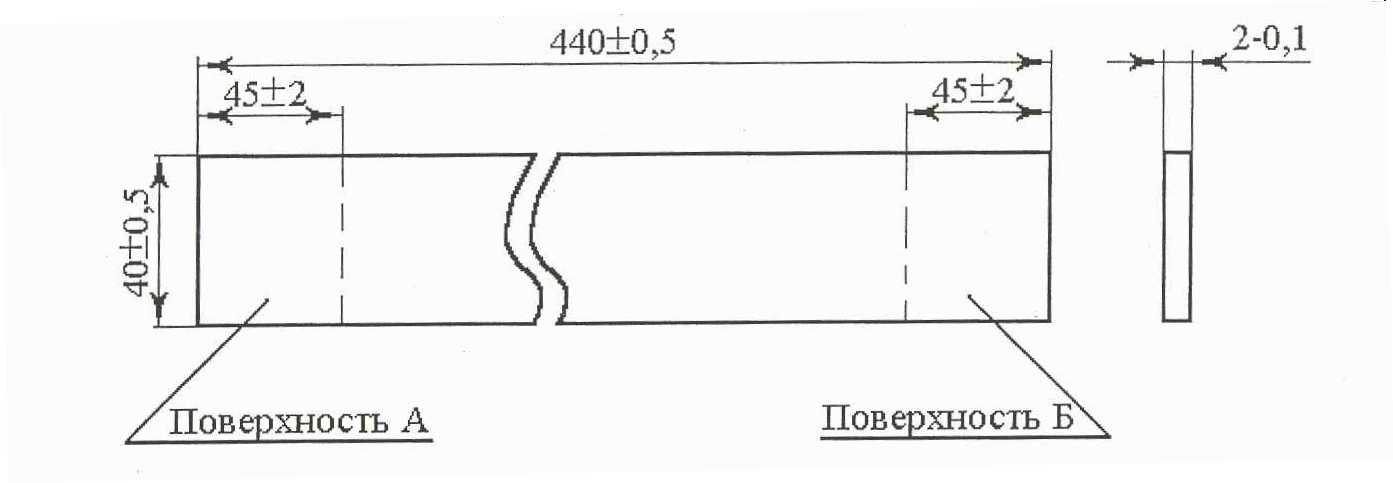
Рис. 6. Образец сварного соединения.
Образцы для отработки техники сварки.
Линейные размеры образцов (пластин) должны соответствовать указанным на рис.6.
Для отработки техники сварки угловых швов угловое соединение должно соответствовать форме и размерам указанным на рис 7.
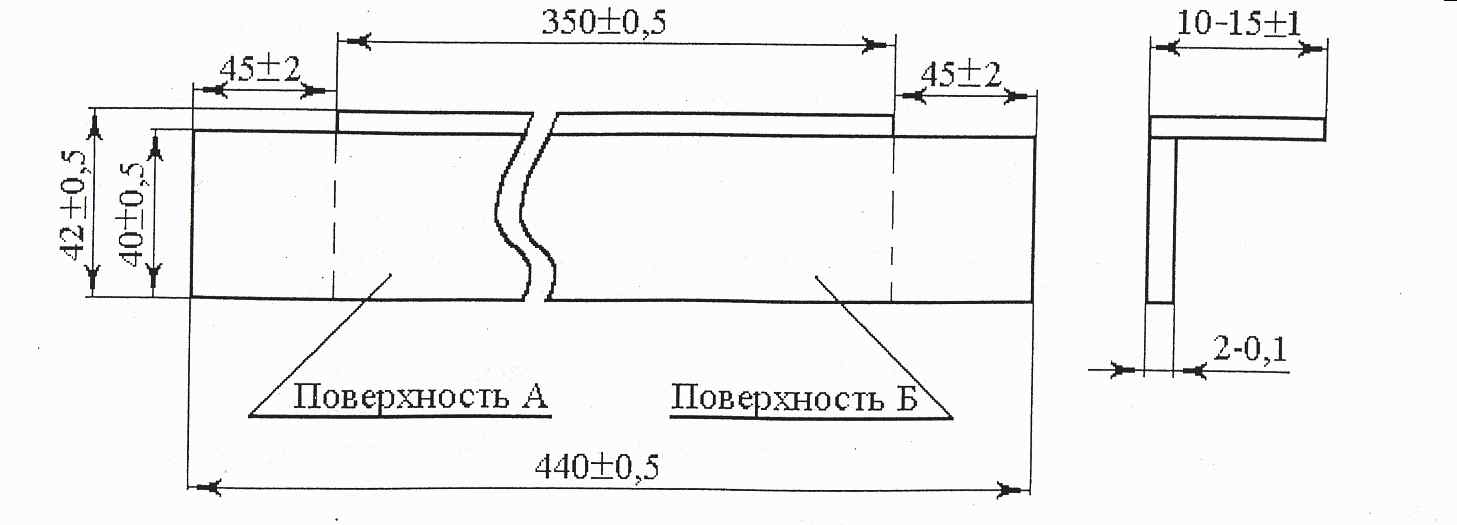
Рис. 7. Образец сварного углового соединения.
Плоский и угловой образцы для учебных целей должны изготавливаться из холоднокатаного листового проката, не иметь на рабочей поверхности вмятин, сколов и др. механических повреждений. Материал образцов Сталь 3 по ГОСТ 380-94. На поверхности образцов не должно быть масляных и жировых пятен, окалины, лакокрасочных покрытий. Поверхности А и Б (см. рис. 6, 7) образцов, непосредственно прилегающие к контактным поверхностям, рекомендуется зачистить шлифовальной шкуркой. Металлические пластины и угловые соединения использованные в учебном процессе могут быть использованы повторно после зачистки их рабочей поверхности от эрозионного следа и окисной пленки шлифовальной шкуркой до металлического блеска. Пластины утратившие свою первоначальную форму под воздействием тепловых деформаций, к использованию не рекомендуются.