

Лекция 6.
Электродуговой нагрев
Установки электродугового нагрева используют явление электродугового разряда между электродами, к которым прикладывается напряжение.
Выделяющееся тепло используется для сварки, плавки или нагрева.
При электродуговой сварке для нагрева и плавления соединяемых металлов используется энергия электрического дугового разряда, возбуждаемого и поддерживаемого в пространстве между электродом и деталью. Энергия берется от электрической сети или от двигателей внутреннего сгорания.
При питании от электрической сети используются преобразователи:
Сварочные трансформаторы 380В/60В (понижающий).
Трансформатор + выпрямитель.
Виды дуги:
Непрерывная (на постоянном или переменном токе, когда ток течет непрерывно).
Импульсная.
1. Физические процессы в дуговом промежутке
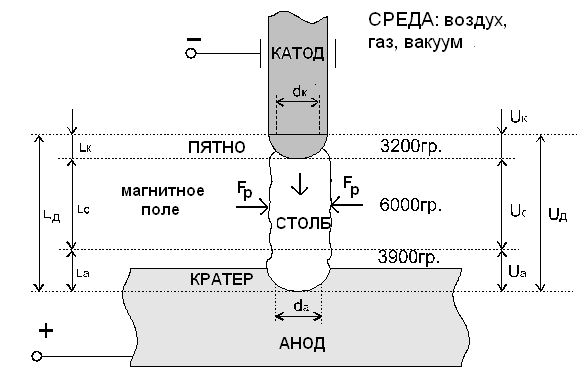
Рис. 1. Дуговой промежуток:
FО – сила осевого действия магнитного поля на частицы дуги;
FР - сила радиального действия магнитного поля на частицы дуги.
Iд – ток дуги
Столб дуги – ионизированный газ, содержащий нейтральные атомы и молекулы газов и паров металла, свободные электроны и положительные ионы, возникающие при ионизации газов. Сварочный ток – ток проводимости обусловленный упорядоченным движением свободных электронов.
2 . Зависимость напряжения дуги от длины дуги
Рис. 2. Распределение потенциалов по длине дуги
Под действием тока создается магнитное поле, которое действует на заряженные частицы с силой F. Радиальная составляющая силы при любом направлении тока направлена перпендикулярно к оси столба дуги и оказывает сжимающее действие на столб дуги (пинч-эффект). Сила, действующая вдоль столба дуги, направлена на отрыв капли от электрода. Изменение полярности дуги не изменяет направление F.
Uд = Uа + Uс + Uк ; Lд = Lа + Lс + Lк
Uс >> Uа + Uк ; Uд = Uс = E Lc
Для электродной сварки при диаметре электродов dэл = 1…6 мм :
Напряжение дуги Uд = 10…25 В,
Ток дуги Iд = 100…1000 А;
Сварочный ток (ориентровочно) Iсв = (20 + 5 dэл)dэл, А
Полная мощность дуги (Вт)
Рд = Uд Iд
Эффективная (полезная) мощность дуги
Рд = Uд Iд Д ; Д = 0,7 … 0,85
3. Зависимость напряжения дуги от тока
Вольт-амперная характеристика (ВАХ) – зависимость падения напряжения на дуге от значения тока

Рис. 3. Вольт-амперная характеристика дуги:
I - падающая; II – жесткая; III - круто возрастающая
В области малых токов падающая, обратнопропорциональная):
Uд = + Lд + ( + Lд) / Iд
= Uк + Uа
- градиент потенциала в столбе дуги, В/м
Lд – длина дуги, м
и - мощности, затрачиваемые на вырывание электронов из катодного пятна, Вт/А, и на продвижение электронов в межэлектродном промежутке на единицу расстояния, Вт/(А м)
В области средних токов (статическая, устойчивая, жесткая). ( + Lд) / Iд 0 - мало
Uд = + Lд
В области больших токов (восходящая часть, прямопропорциональная).
Uд = Iд Lд / Sд
- отношение плотности тока в столбе дуги к напряженности;
Sд - площадь столба дуги.
Падающие
характеристики – свободные малоамперные
дуги, горящие в атмосфере воздуха и в
среде аргона, при токе 7080
А. Причина снижения Ud
– уменьшение UCT
(т. е. Uк
и Ua
постоянны, а UCT
уменьшается). С ростом тока происходит
ионизация и увеличение
![]() .
Поэтому проводимость дуги увеличивается,
а Rдифференциальное<0.
.
Поэтому проводимость дуги увеличивается,
а Rдифференциальное<0.
Жесткие характеристики – сварочные дуги с токами более 80 А. При ручной дуговой и механизированной сварке под флюсом с током 300400 А ВАХ дуги полого возрастающая.
Круто возрастающая – при сварке плавящимся электродом в CО2 и сжатой дугой в среде аргона неплавящимся электродом, при сварке под флюсом: